
一种铸造件打磨装置.pdf

雨巷****轶丽

1/7
2/7
3/7
4/7
5/7
6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种铸造件打磨装置.pdf
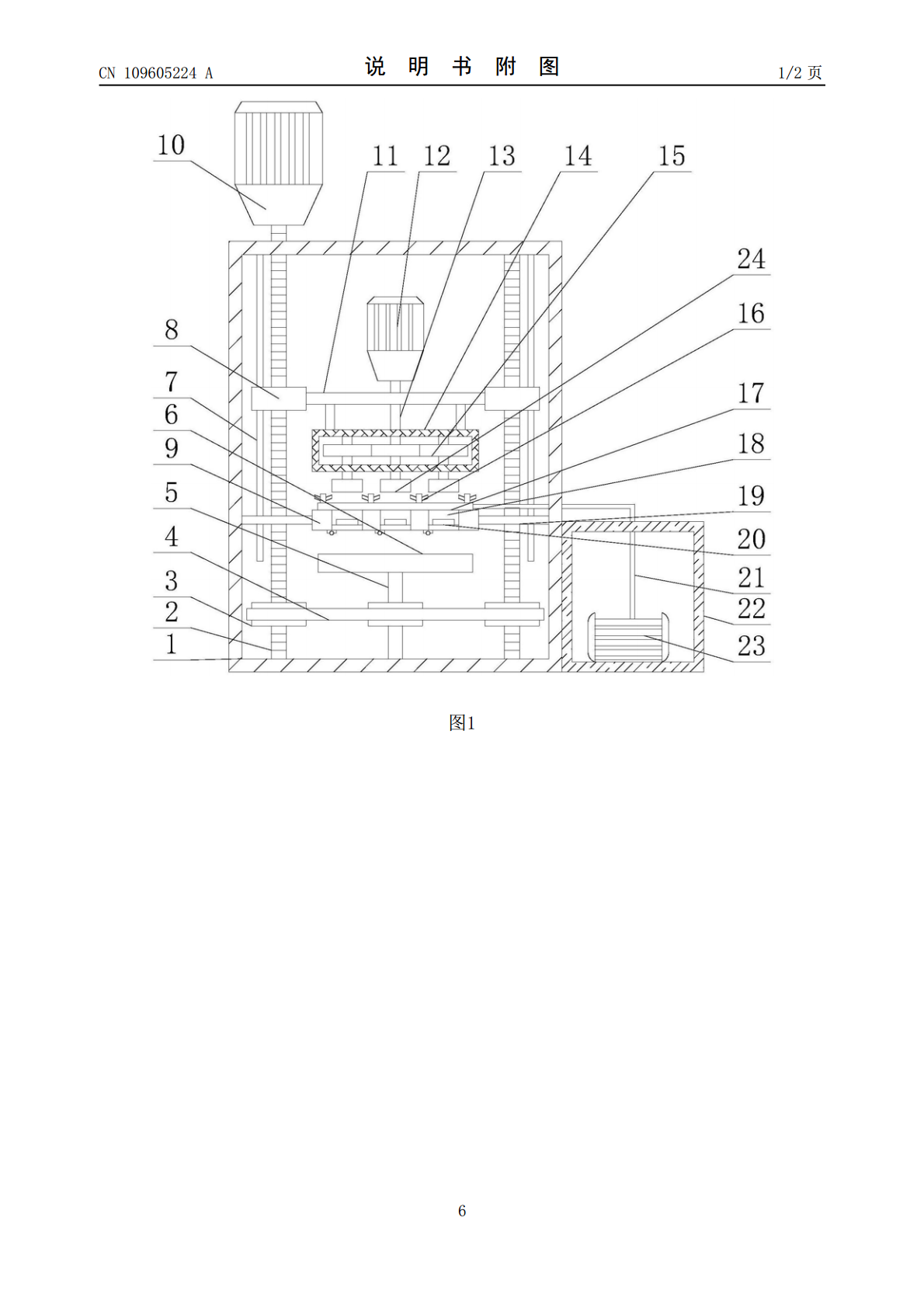
本发明公开了一种铸造件打磨装置,包括装置本体,所述装置本体为空腔结构,所述装置本体的一侧内壁上分别安装有第一气缸、第一固定杆和第二固定杆,其中第一固定杆和第二固定杆均位于第一气缸的两侧,所述第一气缸的一侧设有齿条,所述齿条与第一气缸的活塞杆固定连接,所述第一固定杆的一端转动安装有齿轮,且齿轮与齿条相啮合,所述第二固定杆的一端均转动安装有摆动杆,两个所述摆动杆相靠近的一侧均转动连接有拉杆的一端,且拉杆的另一端分别转动连接于齿轮的一侧边缘处,所述摆动杆远离第二固定杆的一侧安装有夹板。本发明设计合理,满足对不同
一种铸造件打磨装置.pdf
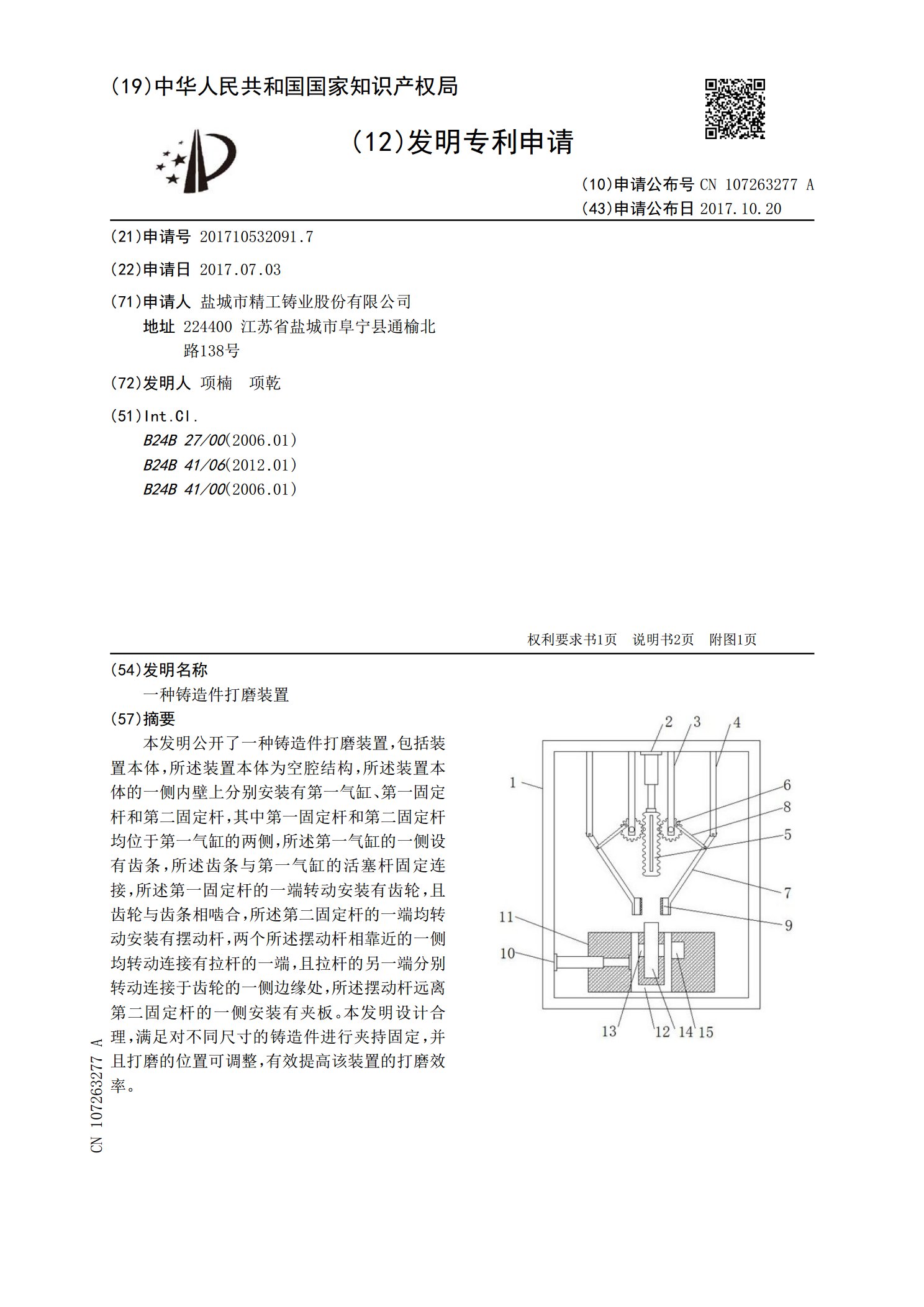
本发明涉及一种铸造件打磨装置,包括打磨箱体和支撑架,打磨箱体置于支撑架的上端;打磨箱体内设置有第一打磨滚轴组和第二打磨滚轴组,第一打磨滚轴组与第二打磨滚轴组水平并列;打磨箱体两侧壁对应第一打磨滚轴组水平位置处分别设置有进料口和出料口;打磨箱体的两侧分别设置有第一传送带和第二传送带,第一传送带靠近打磨箱体的一端穿过进料口伸入打磨箱体内,第二传送带靠近打磨箱体的一端穿过出料口伸入打磨箱体内,第二传送带的水平位置低于第一传送带的水平位置;打磨箱体的底部设置有除尘箱,除尘箱内设置有永磁性磁铁。相对现有技术,本发明
一种铸造件打磨装置.pdf
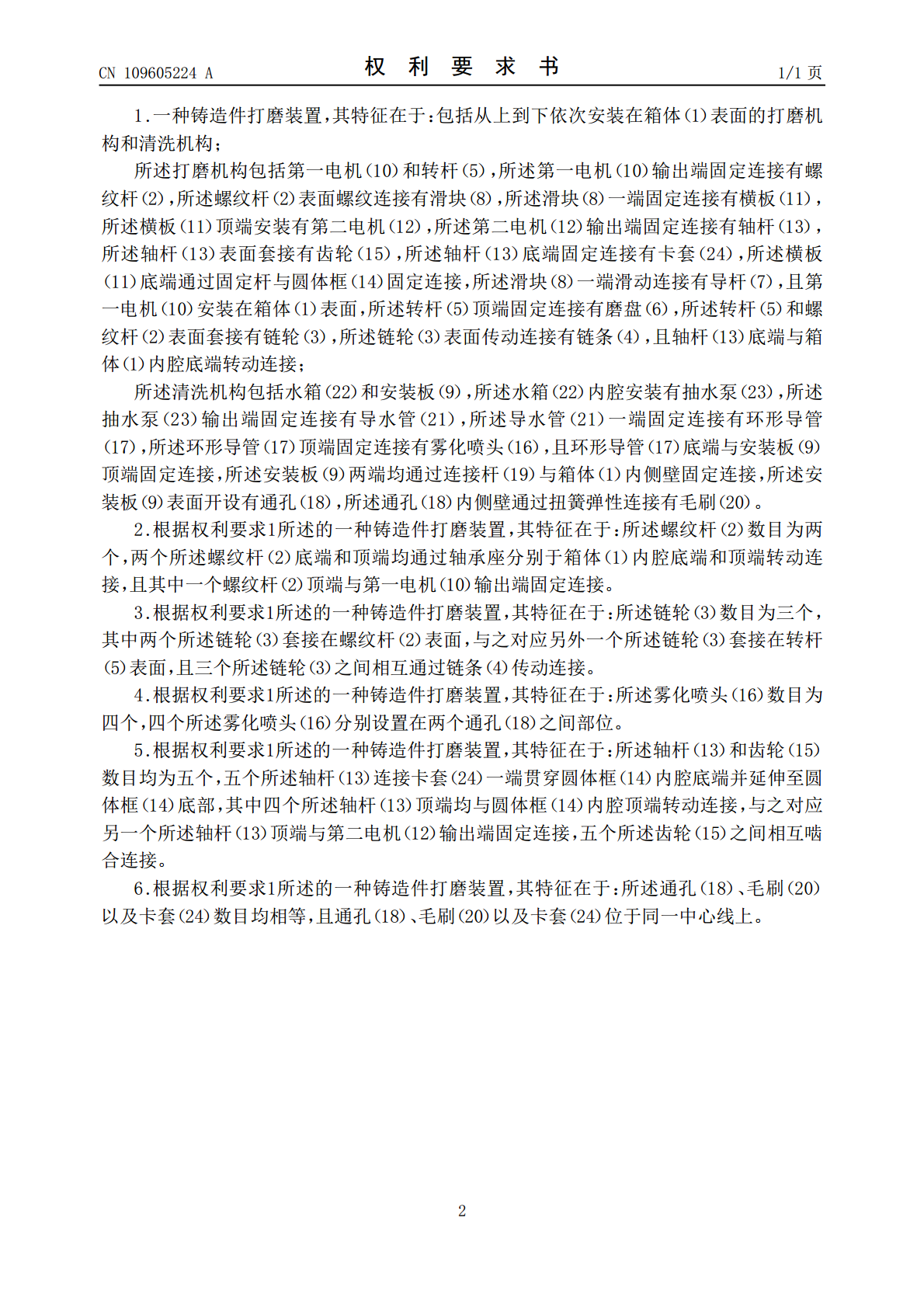
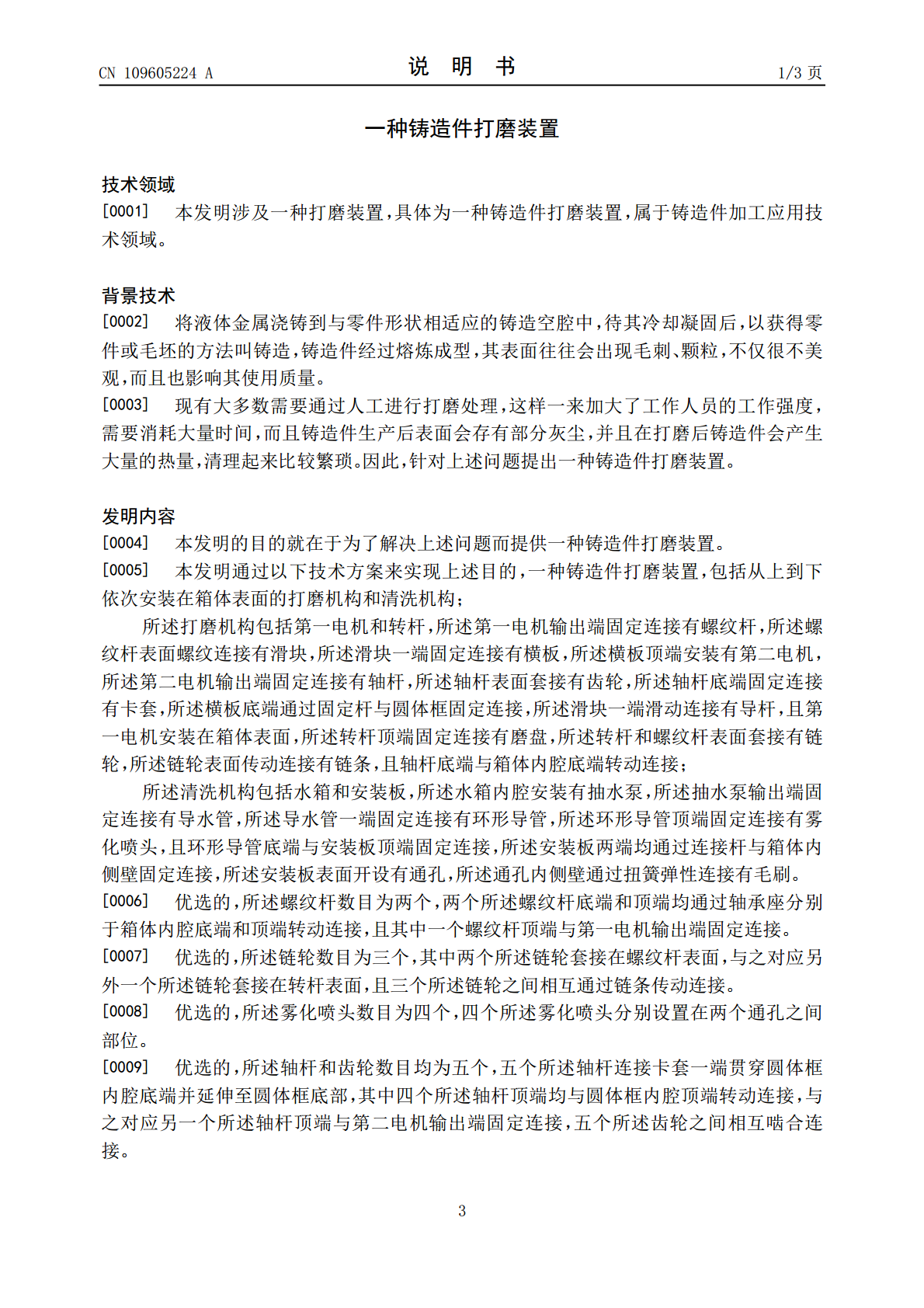
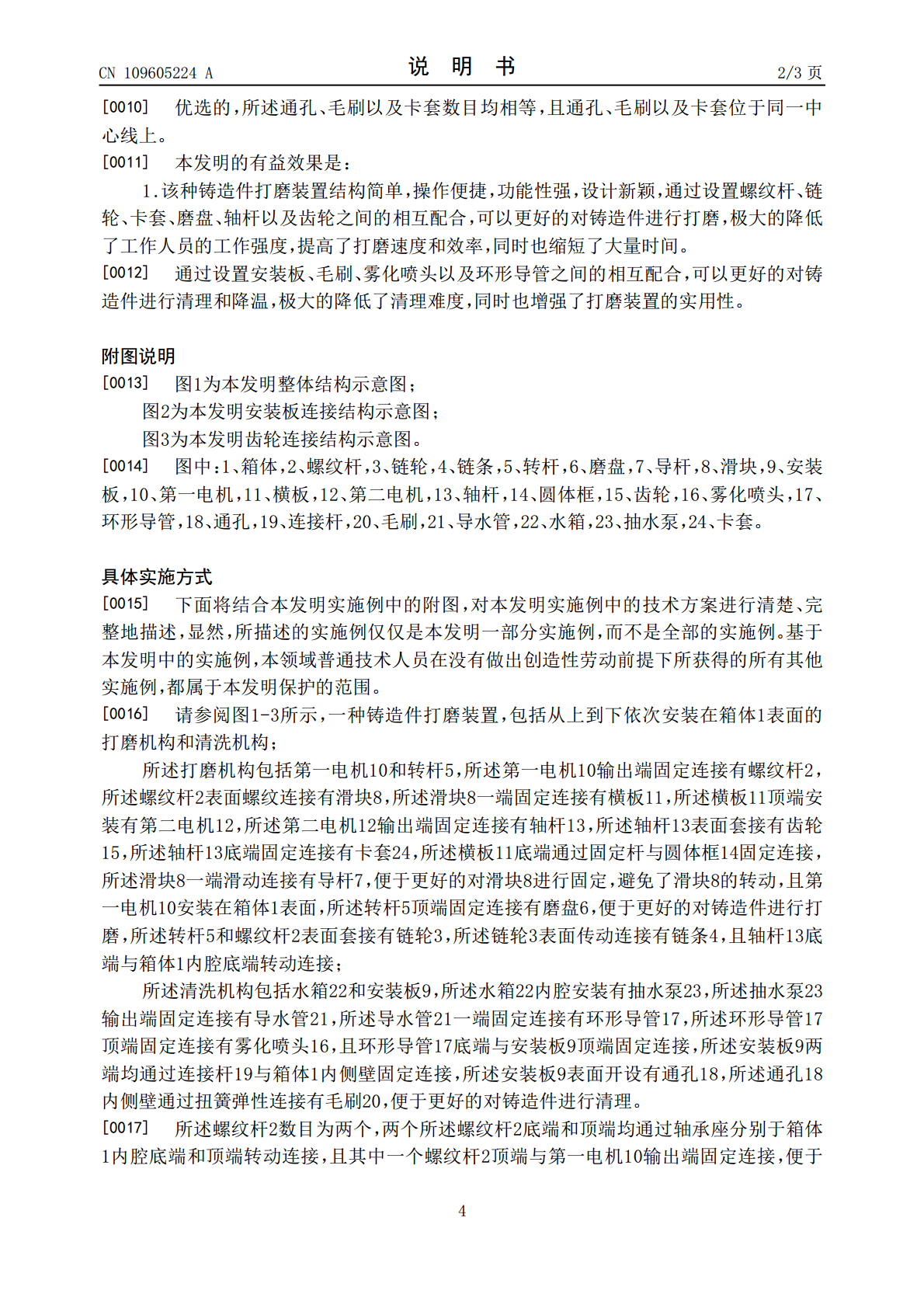
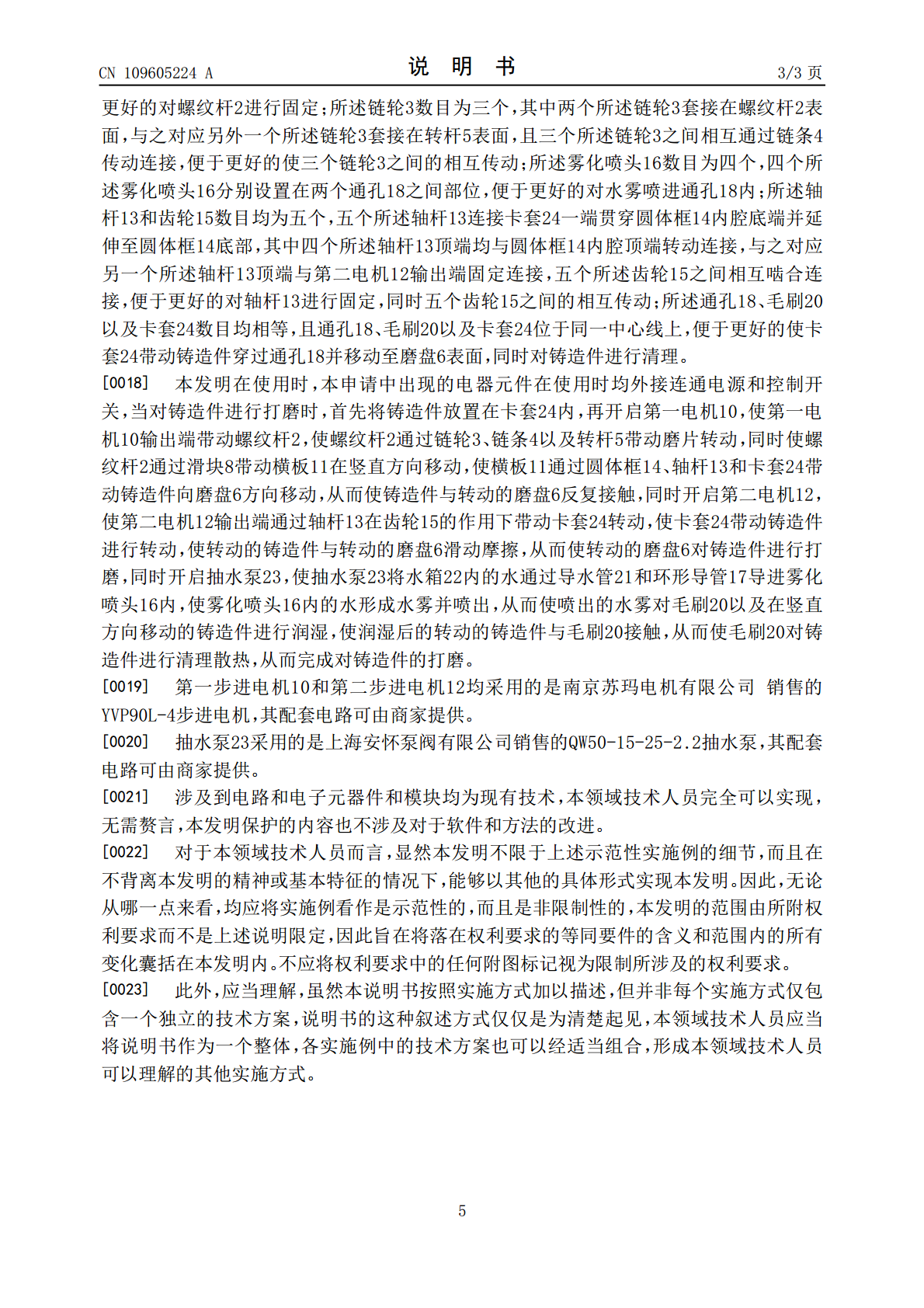
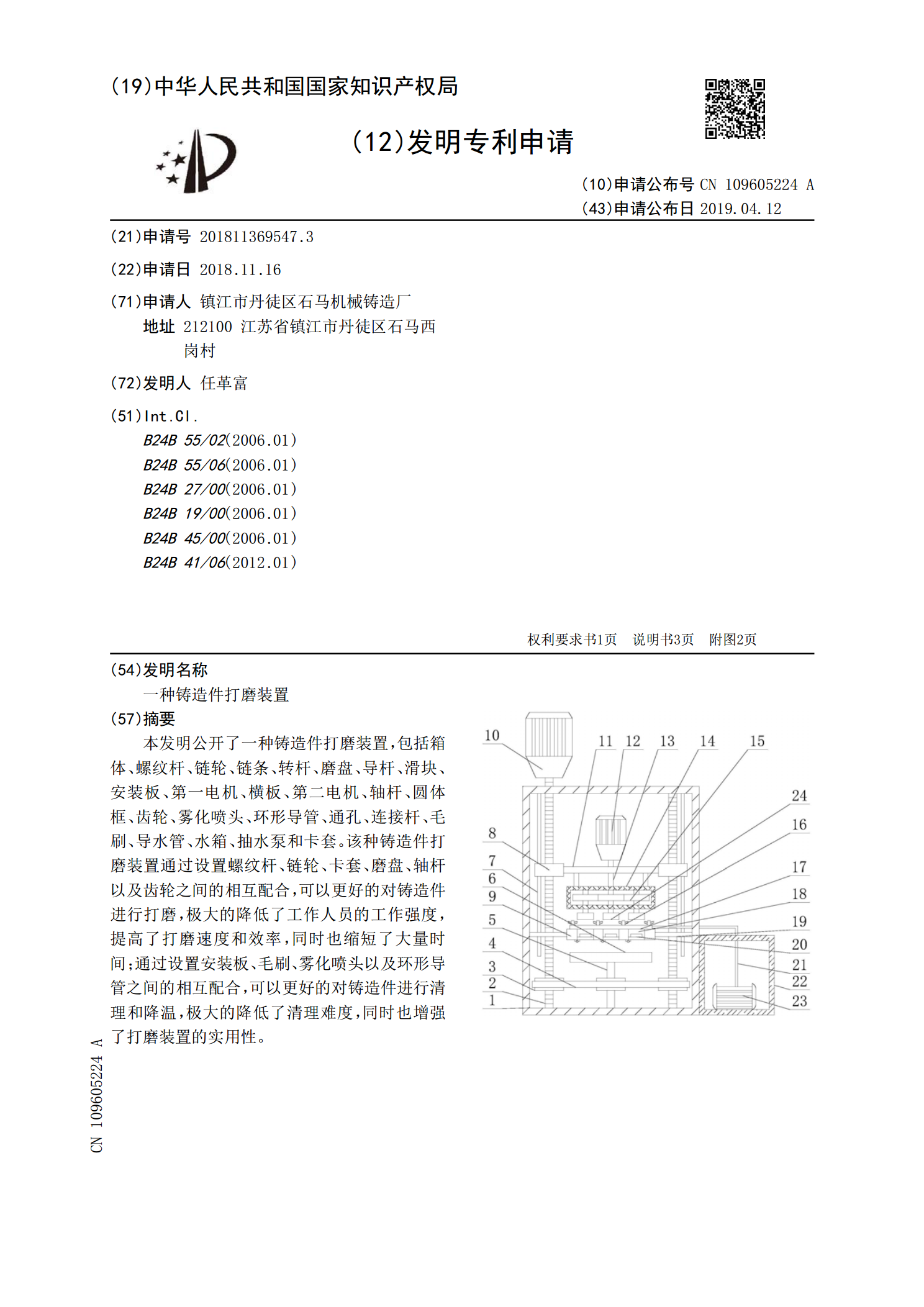
本发明公开了一种铸造件打磨装置,包括箱体、螺纹杆、链轮、链条、转杆、磨盘、导杆、滑块、安装板、第一电机、横板、第二电机、轴杆、圆体框、齿轮、雾化喷头、环形导管、通孔、连接杆、毛刷、导水管、水箱、抽水泵和卡套。该种铸造件打磨装置通过设置螺纹杆、链轮、卡套、磨盘、轴杆以及齿轮之间的相互配合,可以更好的对铸造件进行打磨,极大的降低了工作人员的工作强度,提高了打磨速度和效率,同时也缩短了大量时间;通过设置安装板、毛刷、雾化喷头以及环形导管之间的相互配合,可以更好的对铸造件进行清理和降温,极大的降低了清理难度,同时
铸造件打磨装置.pdf
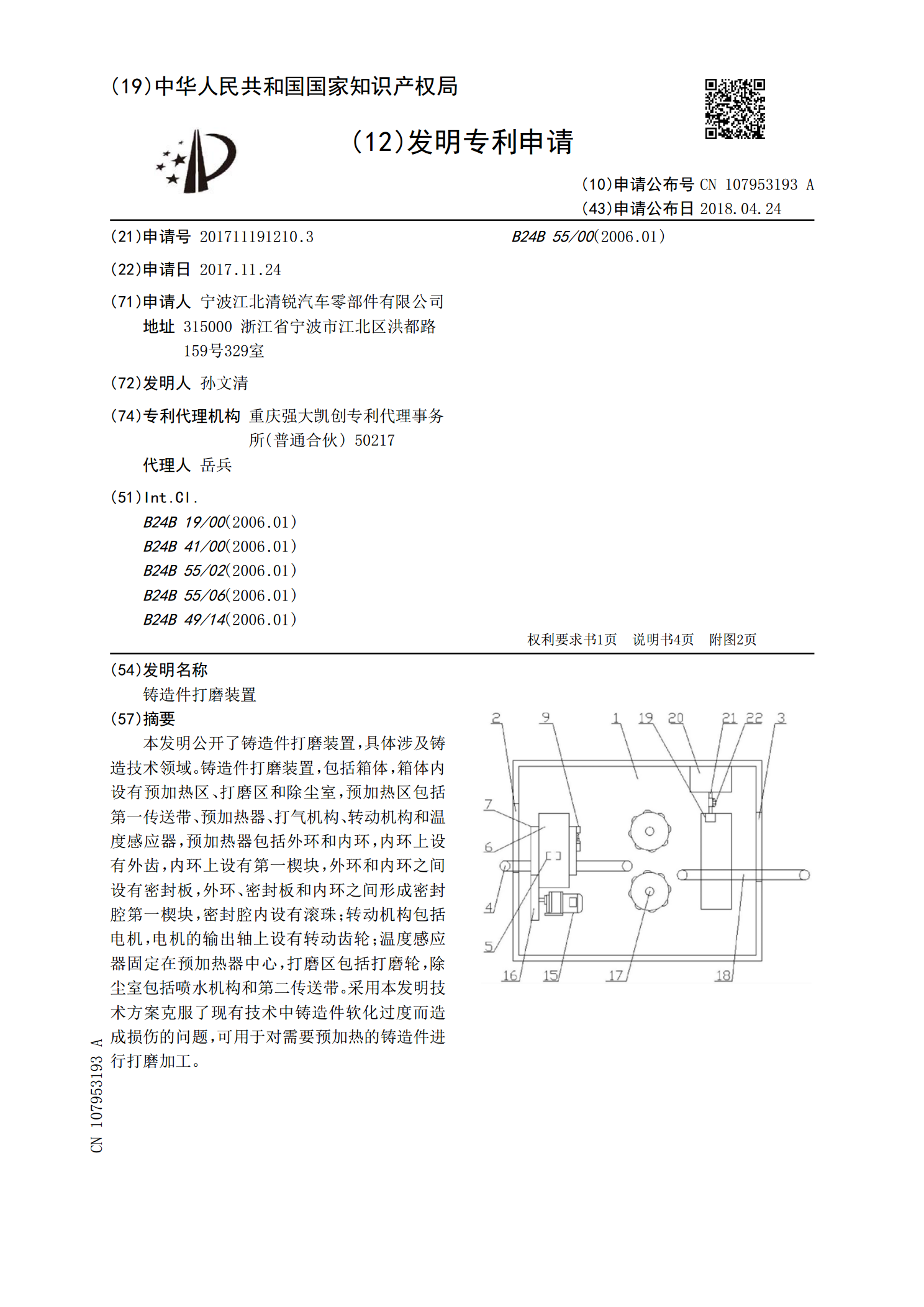
本发明公开了铸造件打磨装置,具体涉及铸造技术领域。铸造件打磨装置,包括箱体,箱体内设有预加热区、打磨区和除尘室,预加热区包括第一传送带、预加热器、打气机构、转动机构和温度感应器,预加热器包括外环和内环,内环上设有外齿,内环上设有第一楔块,外环和内环之间设有密封板,外环、密封板和内环之间形成密封腔第一楔块,密封腔内设有滚珠;转动机构包括电机,电机的输出轴上设有转动齿轮;温度感应器固定在预加热器中心,打磨区包括打磨轮,除尘室包括喷水机构和第二传送带。采用本发明技术方案克服了现有技术中铸造件软化过度而造成损伤的
一种铸造件的打磨装置.pdf
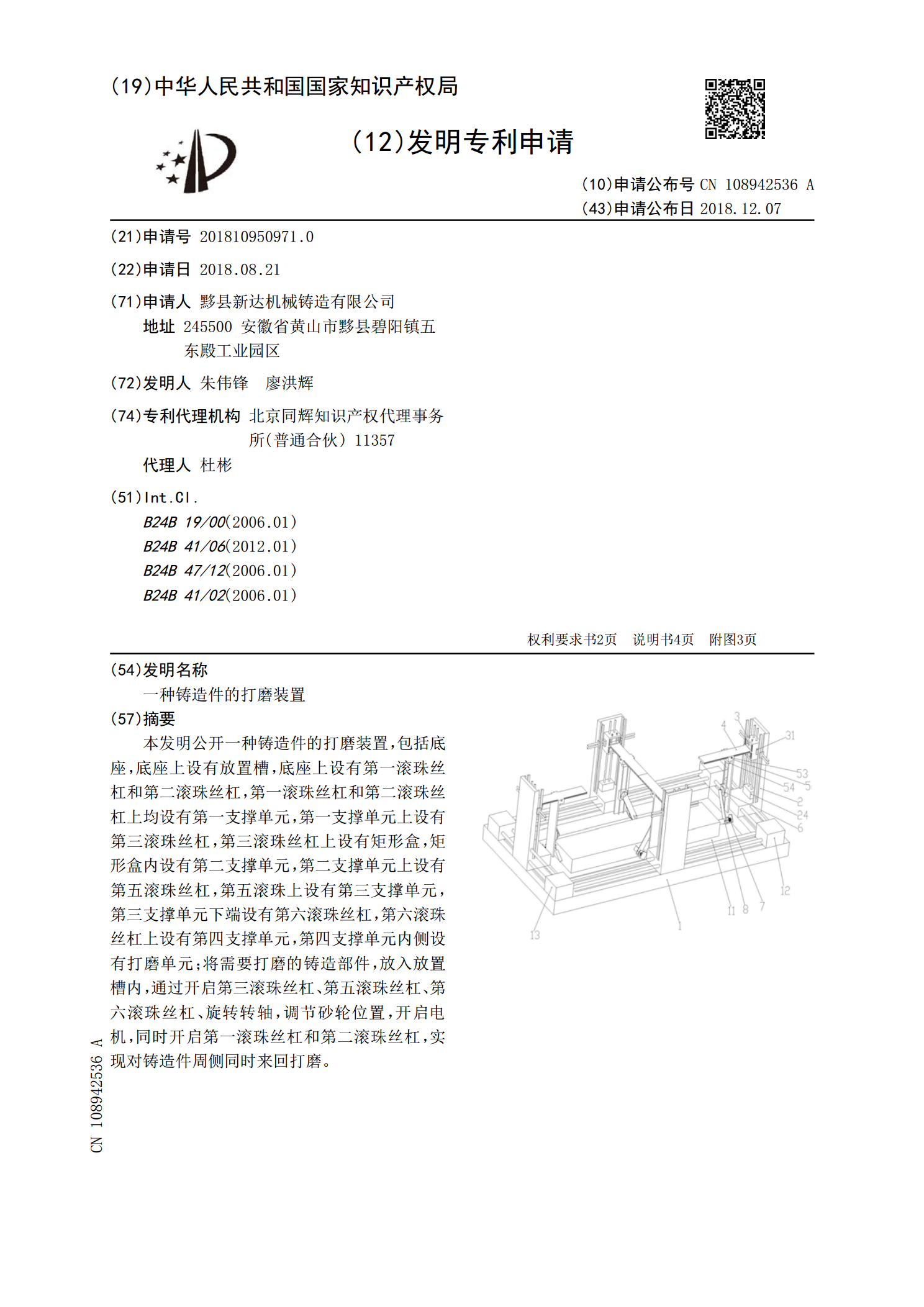
本发明公开一种铸造件的打磨装置,包括底座,底座上设有放置槽,底座上设有第一滚珠丝杠和第二滚珠丝杠,第一滚珠丝杠和第二滚珠丝杠上均设有第一支撑单元,第一支撑单元上设有第三滚珠丝杠,第三滚珠丝杠上设有矩形盒,矩形盒内设有第二支撑单元,第二支撑单元上设有第五滚珠丝杠,第五滚珠上设有第三支撑单元,第三支撑单元下端设有第六滚珠丝杠,第六滚珠丝杠上设有第四支撑单元,第四支撑单元内侧设有打磨单元;将需要打磨的铸造部件,放入放置槽内,通过开启第三滚珠丝杠、第五滚珠丝杠、第六滚珠丝杠、旋转转轴,调节砂轮位置,开启电机,同时