
漆包机双轴收线机全自动排线装置.pdf

是你****平呀

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
漆包机双轴收线机全自动排线装置.pdf
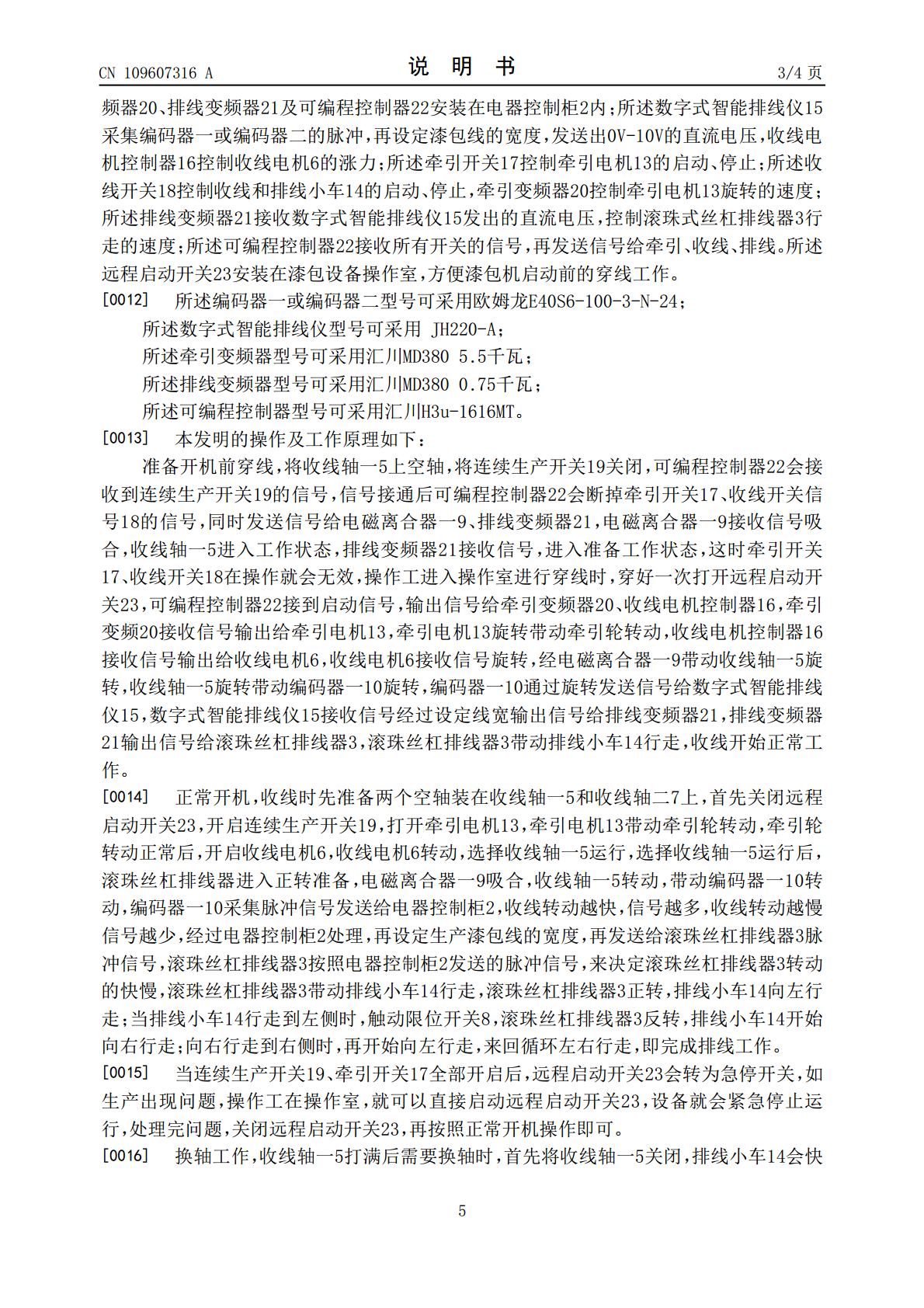
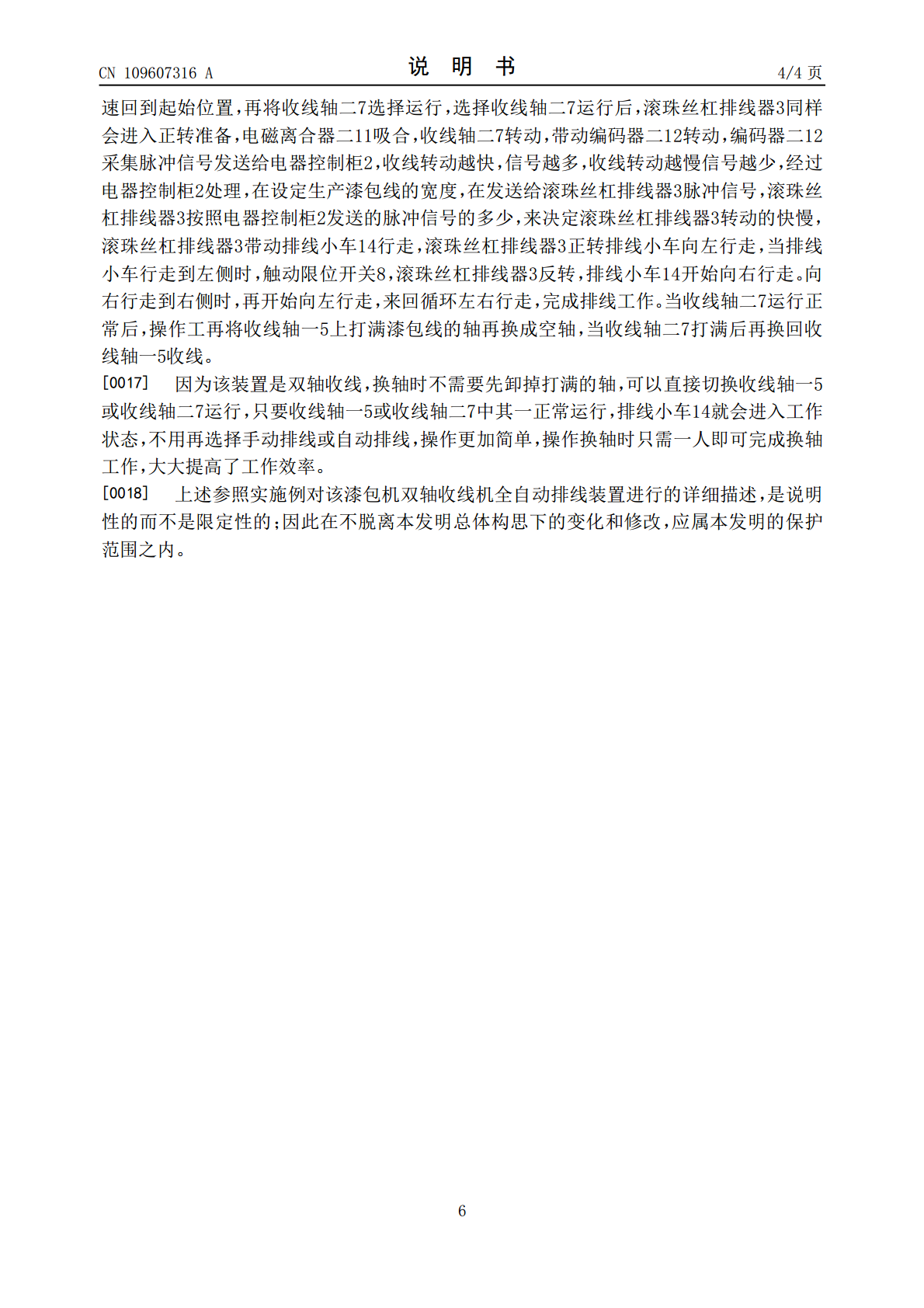
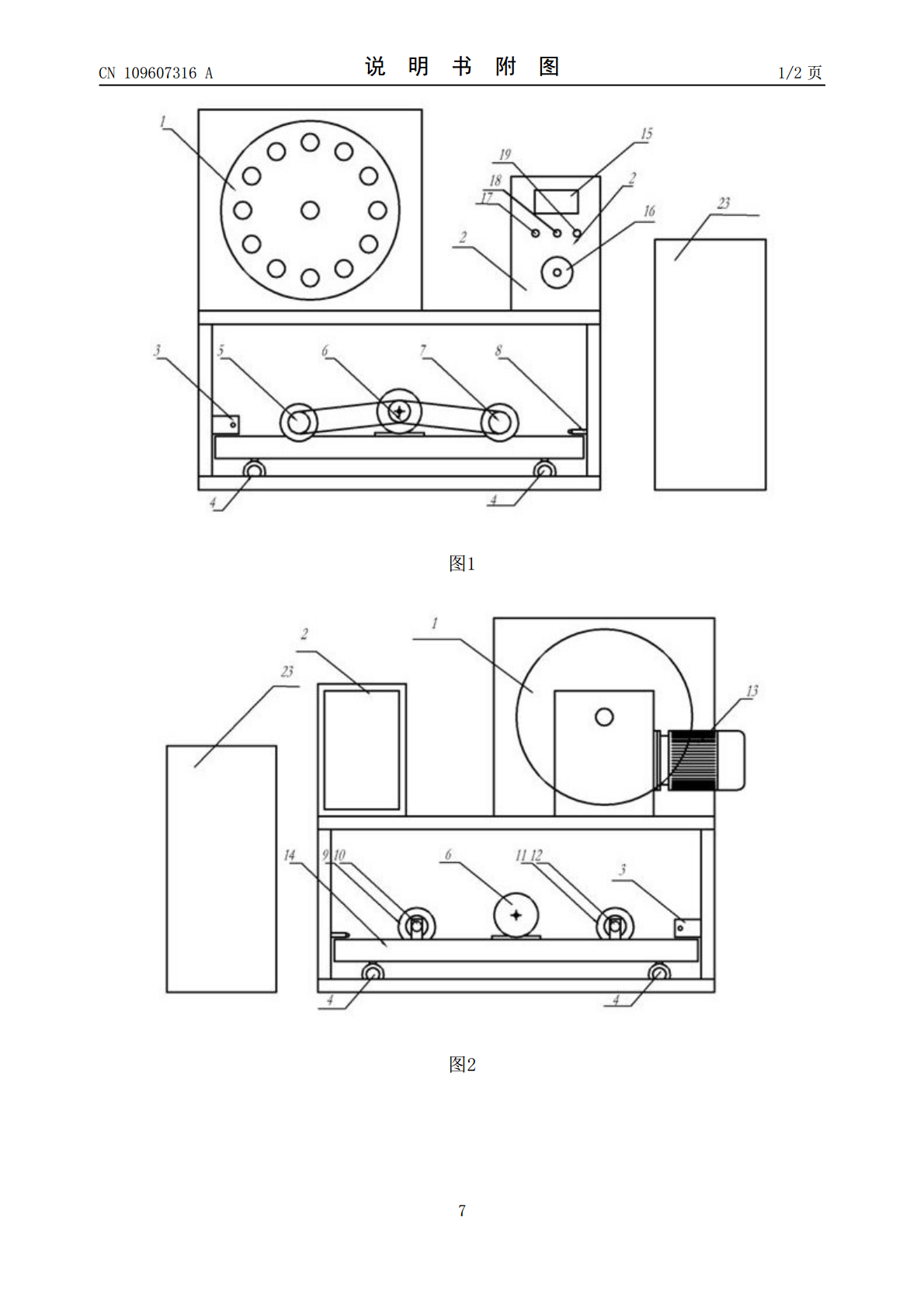
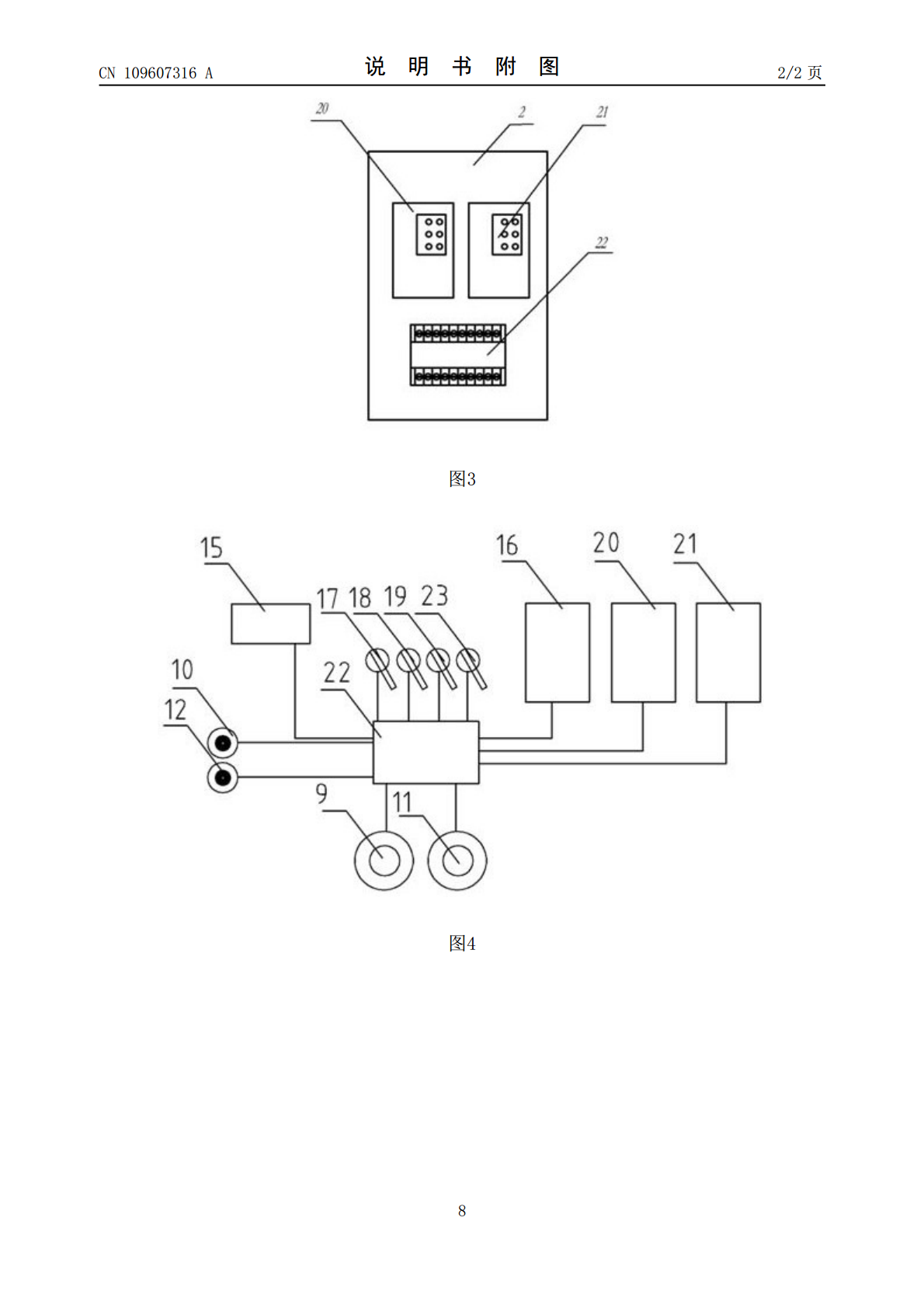
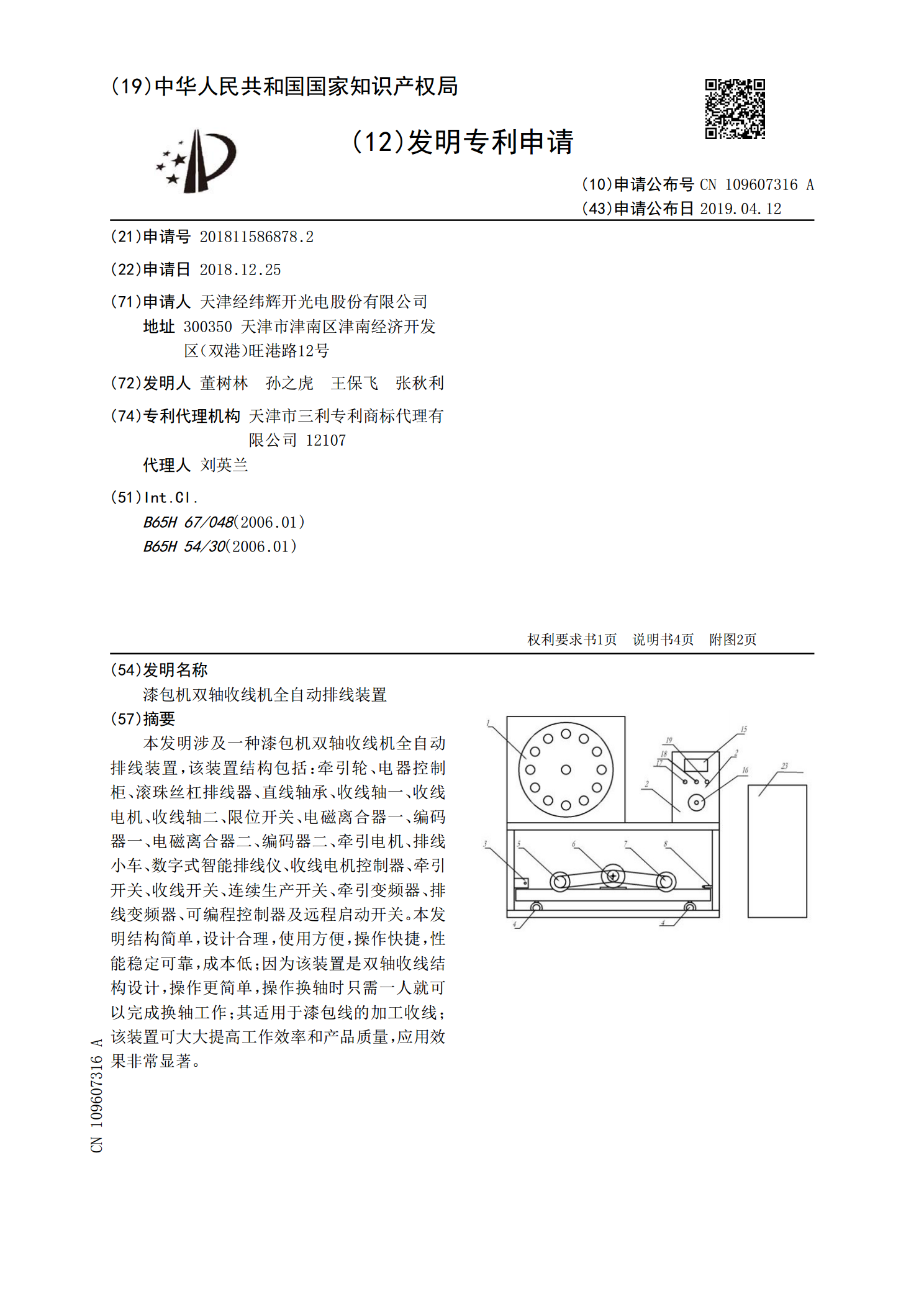
本发明涉及一种漆包机双轴收线机全自动排线装置,该装置结构包括:牵引轮、电器控制柜、滚珠丝杠排线器、直线轴承、收线轴一、收线电机、收线轴二、限位开关、电磁离合器一、编码器一、电磁离合器二、编码器二、牵引电机、排线小车、数字式智能排线仪、收线电机控制器、牵引开关、收线开关、连续生产开关、牵引变频器、排线变频器、可编程控制器及远程启动开关。本发明结构简单,设计合理,使用方便,操作快捷,性能稳定可靠,成本低;因为该装置是双轴收线结构设计,操作更简单,操作换轴时只需一人就可以完成换轴工作;其适用于漆包线的加工收线;

漆包机的拉丝及收线装置.pdf
漆包机的拉丝及收线装置,包括收线电机、收线定速轮电机以及拉丝电机;收线电机的输出端通过传动装置与收线盘的转轴连接;收线定速轮电机的输出端通过传动装置与收线定速轮的转轴连接,收线定速轮的绕线盘通过漆包线线材与收线盘的绕线盘连接;拉丝电机的输出端通过传动装置顺序与第一带轮、第二带轮以及拉丝定速轮的转轴连接;漆包线线材顺序连接下述各轮的轮面:上拉丝塔轮、拉丝模模架、下拉丝塔轮、拉丝定速轮、回线轮以及拉丝定速轮张力控制装置的导轮。本发明中,拉丝定速轮和收线定速轮各自独立,拉丝定速轮采用张力控制,收线定速轮利用电机

卧式漆包机的独立收线装置.pdf
本发明涉及一种卧式漆包机的独立收线装置,包括设置在烘炉下游的若干个牵引轮、用于驱动所述的牵引轮的电机以及收线轴,所述的牵引轮一侧设置有压线轮,漆包线从所述的牵引论与压线轮之间引出后收线在所述的收线轴上,所述的电机为无级可调电机。本发明通过设置单独的牵引轮和电机来同时对不同规格的漆包线进行收线,适合各种大容量、小批量的漆包线收线,结果简单、方便灵活。

高速拉丝漆包机收线轴的压紧装置.pdf
本发明涉及高速拉丝漆包机收线轴的压紧装置,通过调节压臂在一空心轴上的高度,使压臂压紧不同高度规格的收线盘,从而使收线盘在高转速状态下稳定匀速旋转,避免收线轴以及收线盘在高速状态下产生晃动,提高漆包线在收线盘上的排线质量,使排线均匀紧密。

工字轮收线机的排线变速装置.pdf
本发明涉及一种工字轮收线机的排线变速装置,在箱体内转动安装有转轴,转轴的一端伸出箱体,在伸出箱体的转轴上固定有第一同步带轮,在转轴上固定有蜗轮轴,在蜗轮轴上固定有蜗轮,在对应蜗轮轴左右两端部位置的箱体上固定有箱盖,在箱体内转动安装有蜗杆,蜗杆的前端伸出箱体,蜗杆与蜗轮啮合,蜗杆的轴线与蜗轮轴的轴线呈垂直设置,在对应蜗杆后端部位置的箱体上固定有闷盖,在箱体的前端面上固定有透盖,在蜗杆的前端部上固定有第二同步带轮。本发明具有结构简单与使用方便等优点。