
一种用于铝-铜异种金属物混合连接的搅拌头及焊接工艺.pdf

一条****贺6

1/10
2/10
3/10
4/10

5/10
6/10
7/10
8/10

9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种用于铝-铜异种金属物混合连接的搅拌头及焊接工艺.pdf
本发明涉异种金属焊接领域,具体为一种用于铝‑铜异种金属物混合连接的搅拌头及焊接工艺。该搅拌头的搅拌针为圆柱状搅拌针,焊接过程中搅拌针边缘轮廓线与异种金属界面相切,搅拌针完全置于铝侧,且使铝合金位于后退侧。搅拌针带动铝侧金属流动且在挤压作用下铜侧金属发生原位变形使内部金属暴露出来,铜的内部金属与铝侧流动金属发生原子间接触,并在摩擦热以及挤压力的作用下扩散作用,最终实现冶金结合。搅拌针不直接作用在铜侧,从而避免了铝、铜之间的混合。

铜与铝钢异种金属焊接基本工艺设计.doc
河南机电高等专科学校毕业论文毕业论文题目:铜和铝/钢异种金属焊接工艺设计系部材料工程系专业焊接技术及自动化班级焊接123班学生姓名学号1213033指导老师周慧琳4月29日 铜和铝/钢异种金属焊接工艺设计摘要多年来,伴随生活水平不停提升,人类生活各个方面已经越来越离不开电冰箱和空调器等制冷设备使用。制冷设备中,换热器性能直接影响设备制冷性能。中国外制冷设备管路系统中蒸发器和冷凝器采取铝管替换铜管己成趋势。但铜管在部分制冷管路构件中仍是不可替换,多年来铜价攀升和铜资源短缺,然而铝/钢资源较丰富,能够成为铜很
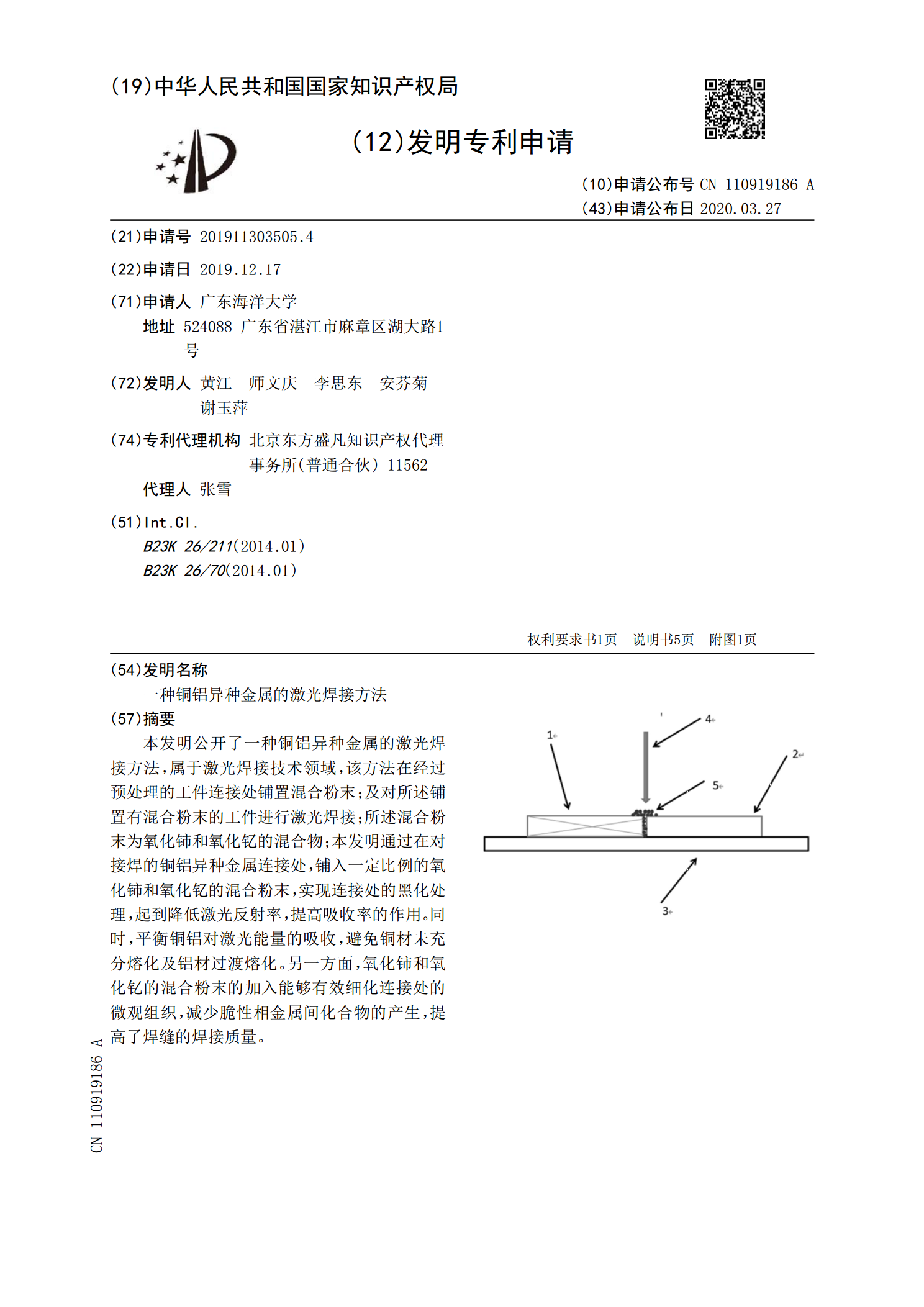
一种铜铝异种金属的激光焊接方法.pdf
本发明公开了一种铜铝异种金属的激光焊接方法,属于激光焊接技术领域,该方法在经过预处理的工件连接处铺置混合粉末;及对所述铺置有混合粉末的工件进行激光焊接;所述混合粉末为氧化铈和氧化钇的混合物;本发明通过在对接焊的铜铝异种金属连接处,铺入一定比例的氧化铈和氧化钇的混合粉末,实现连接处的黑化处理,起到降低激光反射率,提高吸收率的作用。同时,平衡铜铝对激光能量的吸收,避免铜材未充分熔化及铝材过渡熔化。另一方面,氧化铈和氧化钇的混合粉末的加入能够有效细化连接处的微观组织,减少脆性相金属间化合物的产生,提高了焊缝的焊

铝-铜异种金属搅拌摩擦焊接机理和工艺研究的中期报告.docx
铝-铜异种金属搅拌摩擦焊接机理和工艺研究的中期报告摘要:本文主要介绍了铝-铜异种金属搅拌摩擦焊接的机理和工艺研究的中期报告,首先介绍了异种金属的焊接问题,随后介绍了搅拌摩擦焊接的基本原理和特点。然后针对铝-铜异种金属焊接,介绍了材料特性和焊接接头设计,详细分析了焊接工艺参数对焊接接头性能的影响。最后结合实验结果,得出了铝-铜异种金属搅拌摩擦焊接的最佳工艺参数,为后续研究提供了参考。关键词:异种金属,铝-铜,搅拌摩擦焊接,机理,工艺参数1.异种金属焊接问题在现代制造工业中,异种金属的焊接技术应用越来越广泛。
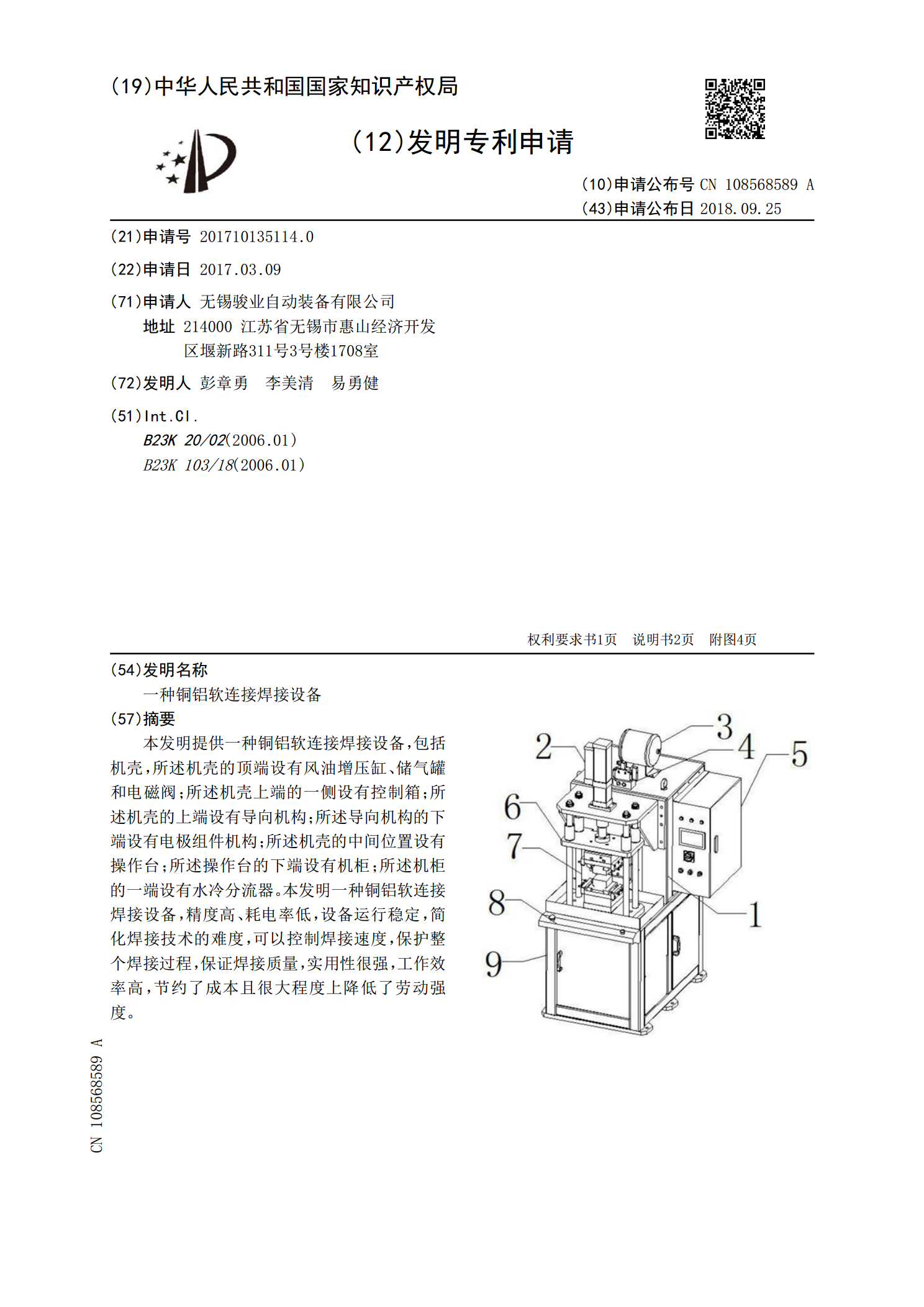
一种铜铝软连接焊接设备.pdf
本发明提供一种铜铝软连接焊接设备,包括机壳,所述机壳的顶端设有风油增压缸、储气罐和电磁阀;所述机壳上端的一侧设有控制箱;所述机壳的上端设有导向机构;所述导向机构的下端设有电极组件机构;所述机壳的中间位置设有操作台;所述操作台的下端设有机柜;所述机柜的一端设有水冷分流器。本发明一种铜铝软连接焊接设备,精度高、耗电率低,设备运行稳定,简化焊接技术的难度,可以控制焊接速度,保护整个焊接过程,保证焊接质量,实用性很强,工作效率高,节约了成本且很大程度上降低了劳动强度。