
转子铁心外圆去除凹槽内侧毛刺的工艺方法.pdf

霞英****娘子


1/6
2/6

3/6

4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
转子铁心外圆去除凹槽内侧毛刺的工艺方法.pdf
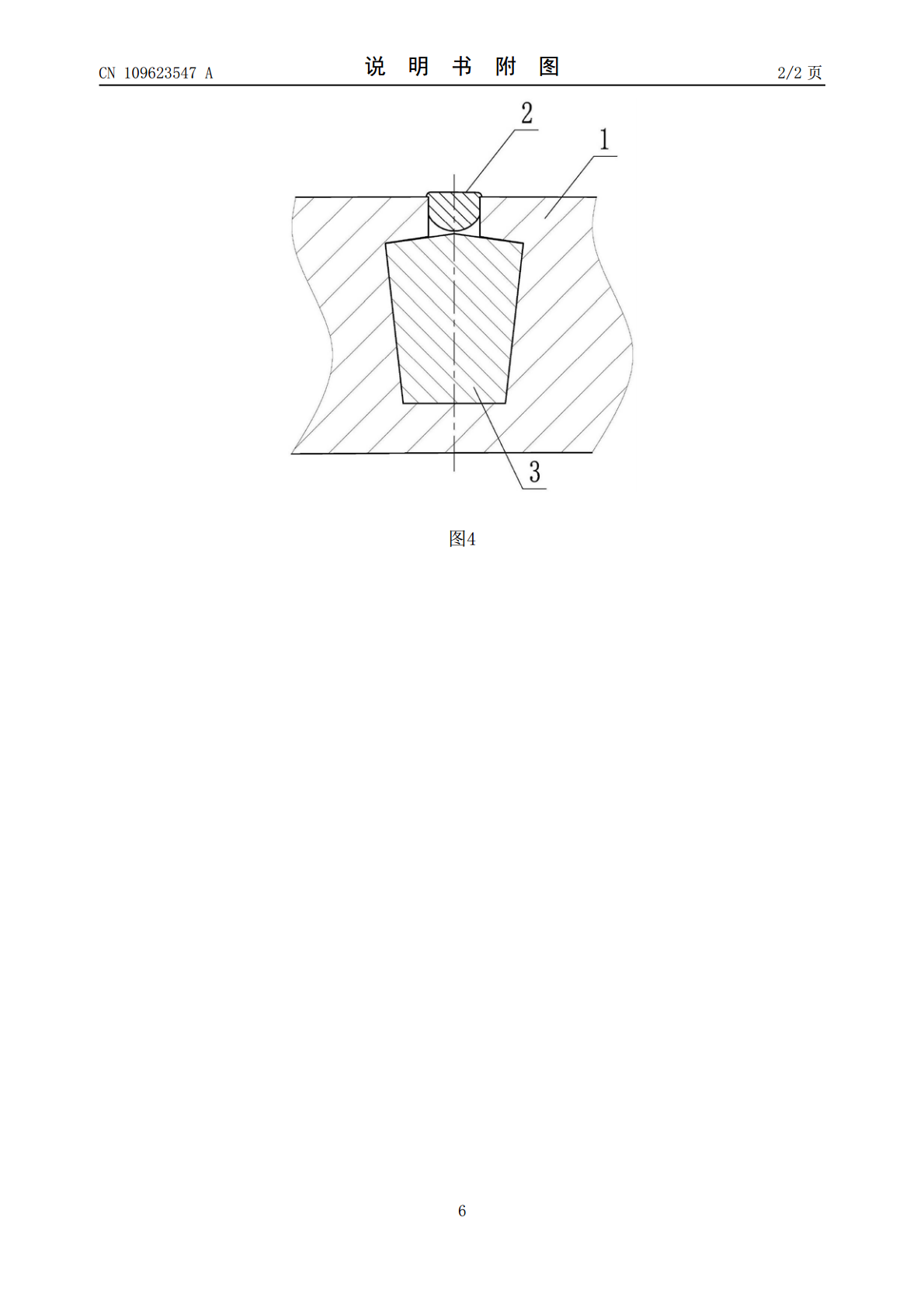
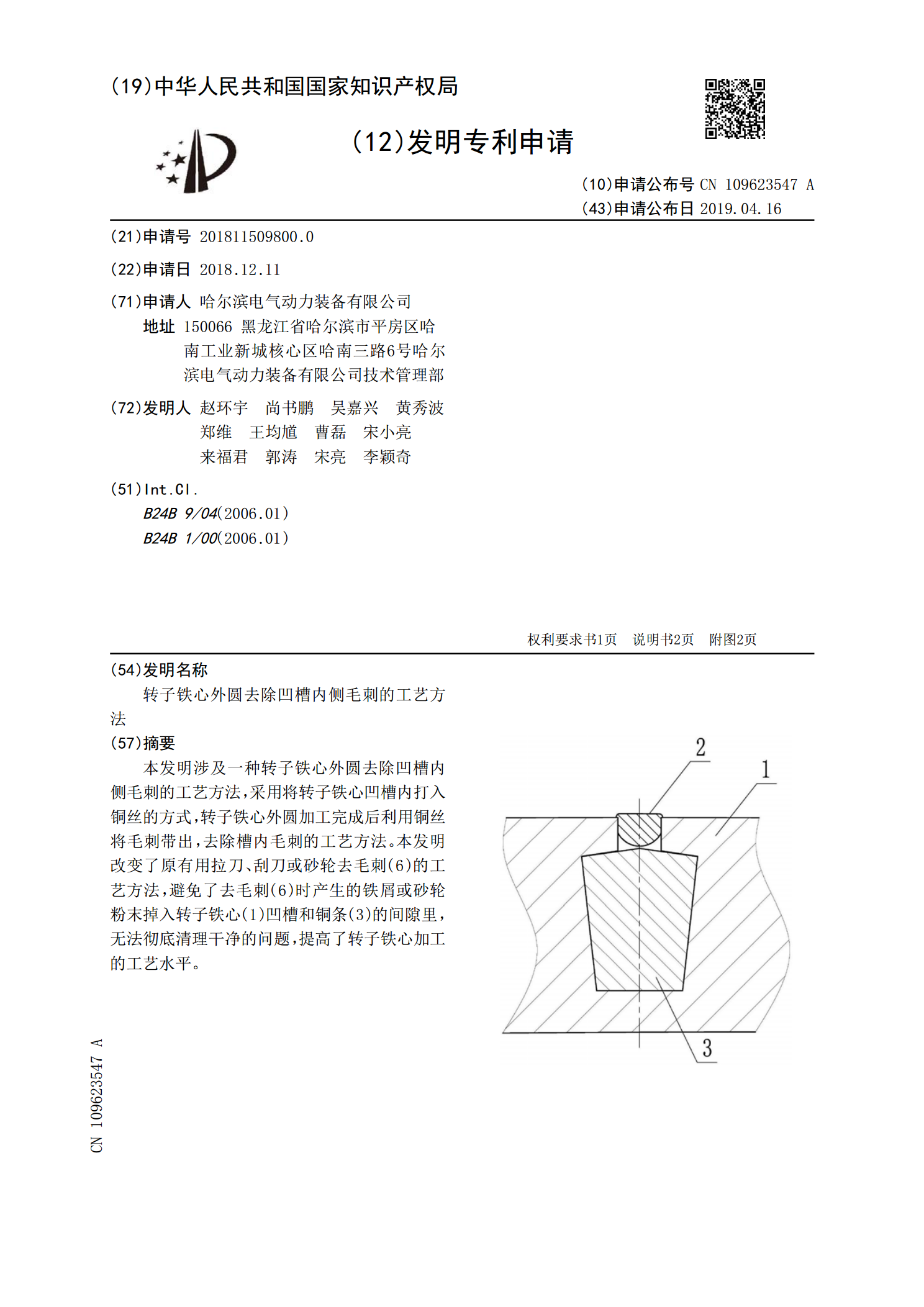
本发明涉及一种转子铁心外圆去除凹槽内侧毛刺的工艺方法,采用将转子铁心凹槽内打入铜丝的方式,转子铁心外圆加工完成后利用铜丝将毛刺带出,去除槽内毛刺的工艺方法。本发明改变了原有用拉刀、刮刀或砂轮去毛刺(6)的工艺方法,避免了去毛刺(6)时产生的铁屑或砂轮粉末掉入转子铁心(1)凹槽和铜条(3)的间隙里,无法彻底清理干净的问题,提高了转子铁心加工的工艺水平。
转子铁心外圆加工防护装置.pdf
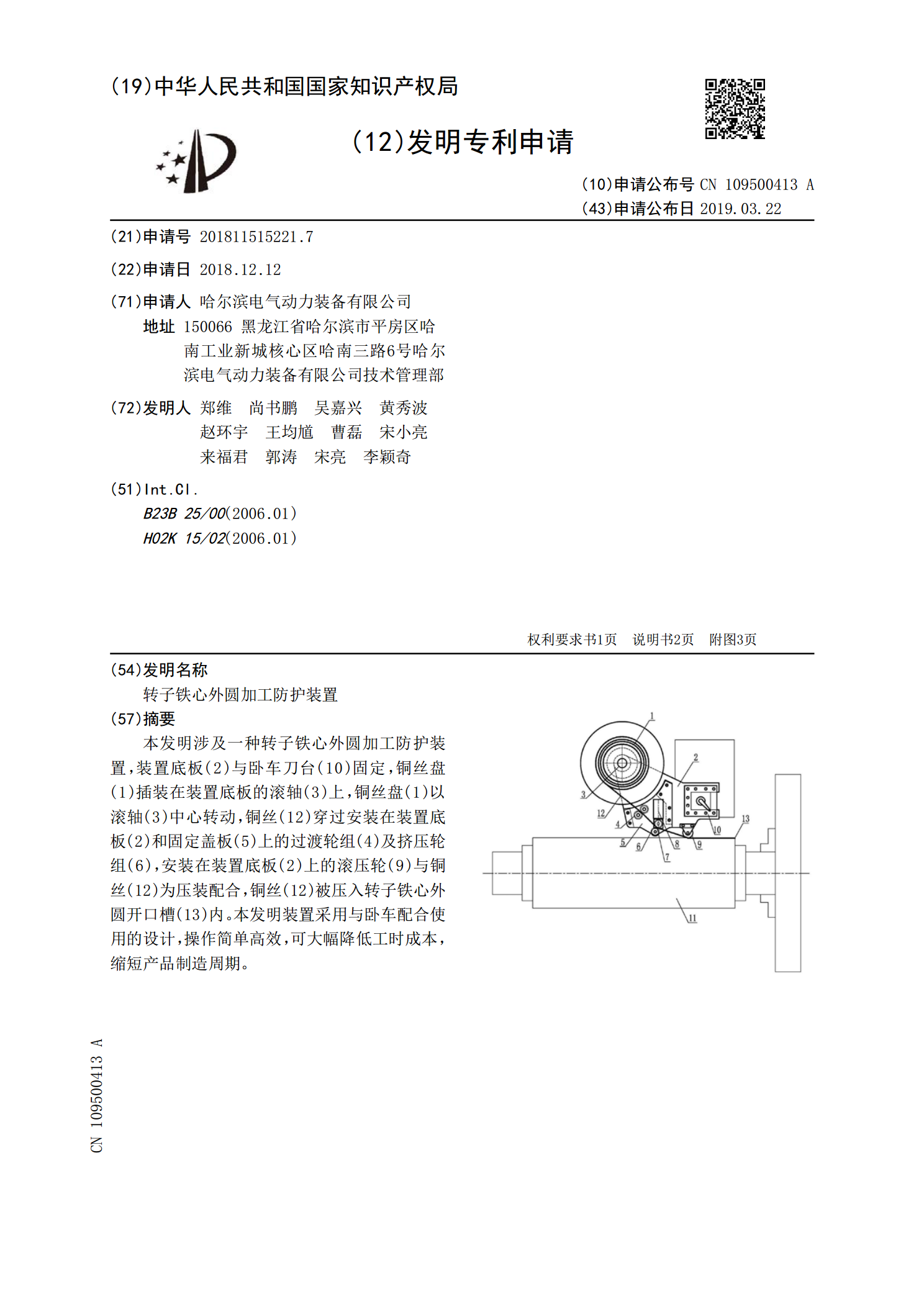
本发明涉及一种转子铁心外圆加工防护装置,装置底板(2)与卧车刀台(10)固定,铜丝盘(1)插装在装置底板的滚轴(3)上,铜丝盘(1)以滚轴(3)中心转动,铜丝(12)穿过安装在装置底板(2)和固定盖板(5)上的过渡轮组(4)及挤压轮组(6),安装在装置底板(2)上的滚压轮(9)与铜丝(12)为压装配合,铜丝(12)被压入转子铁心外圆开口槽(13)内。本发明装置采用与卧车配合使用的设计,操作简单高效,可大幅降低工时成本,缩短产品制造周期。

汽轮发电机定子铁心有取向硅钢片去除水平毛刺工艺方法.pdf
本发明公开一种汽轮发电机定子铁心有取向硅钢片去除水平毛刺工艺方法,利用定位胎具将冲片叠放整齐,使用合适的研磨工具对冲制后的断裂面进行去毛刺处理,最后将脱落的毛刺清理干净。本发明使得这种新材料(有取向硅钢片)在电机行业得以应用,解决了普通毛刺机无法去除的这种特殊毛刺,避免了电机铁心发热现象的发生。

浅谈电机转子外圆免加工工艺.docx
浅谈电机转子外圆免加工工艺【摘要】通过该工艺方法的实施,有效提高了电机转子外圆的加工效率,消除因加工转子外圆造成的质量隐患。【关键词】转子外圆;电机;免加工【Abtract】Throughtheimplementationofthiproce,theefficiencyofmachiningtheoutercircleofrotoriimprovedeffectively;eliminatethequalityhiddentroublecauedbymachiningoutercircleofmotorr

浅谈电机转子外圆免加工工艺.docx
浅谈电机转子外圆免加工工艺【摘要】通过该工艺方法的实施,有效提高了电机转子外圆的加工效率,消除因加工转子外圆造成的质量隐患。【关键词】转子外圆;电机;免加工【Abtract】Throughtheimplementationofthiproce,theefficiencyofmachiningtheoutercircleofrotoriimprovedeffectively;eliminatethequalityhiddentroublecauedbymachiningoutercircleofmotorr