
一种工件凹凸面加工工艺.pdf

星菱****23

1/10

2/10

3/10

4/10

5/10

6/10
7/10
8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种工件凹凸面加工工艺.pdf
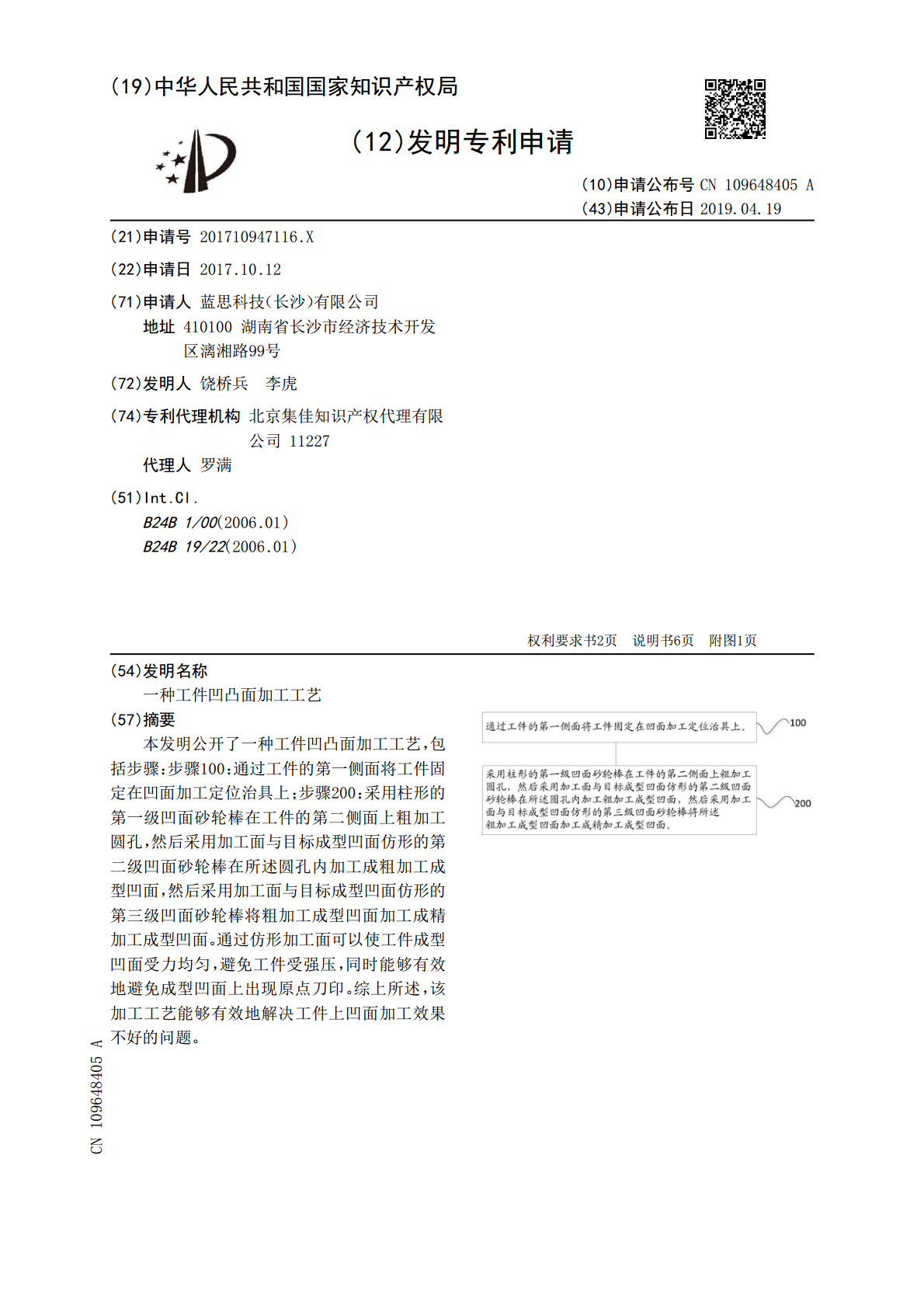
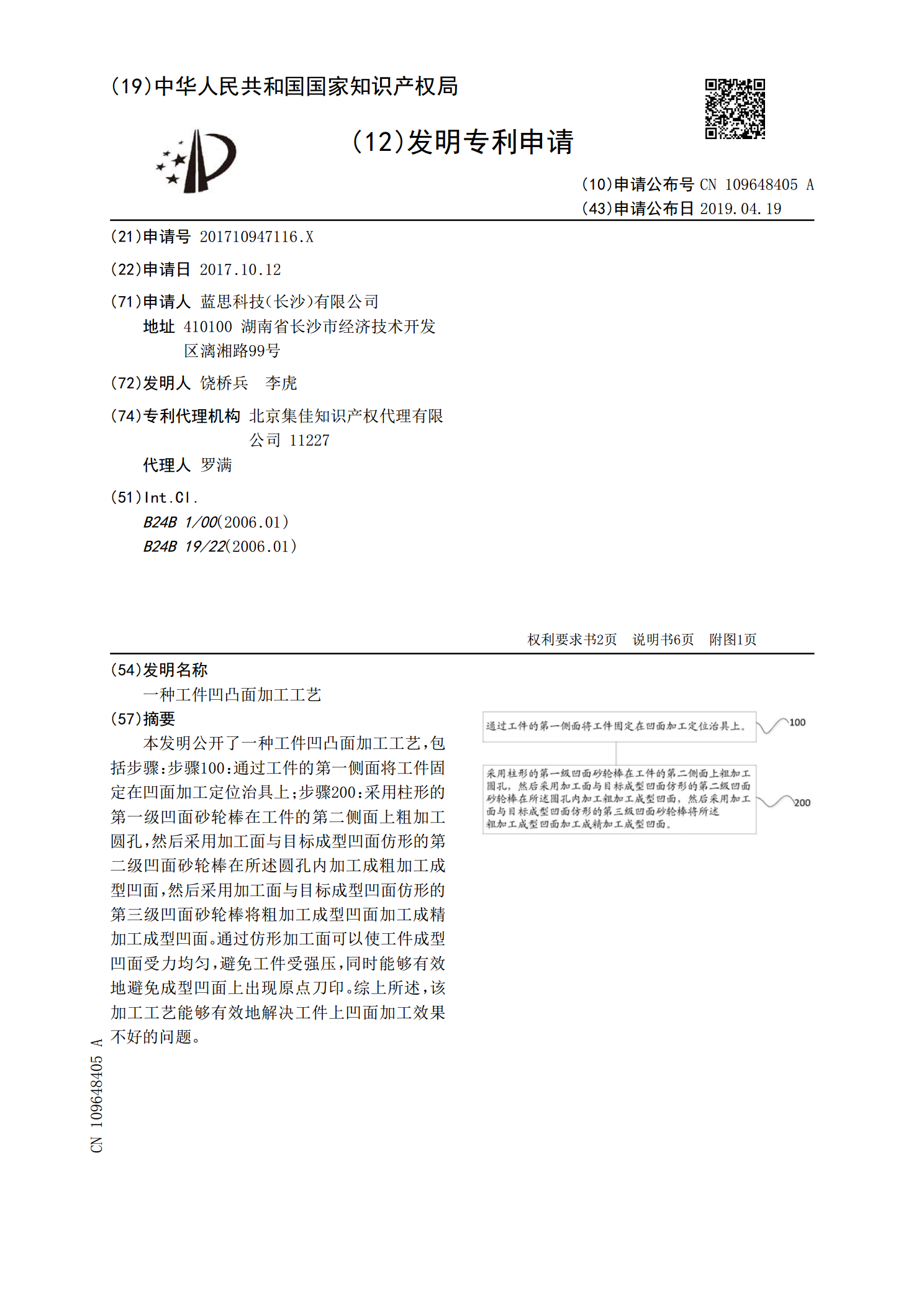
本发明公开了一种工件凹凸面加工工艺,包括步骤:步骤100:通过工件的第一侧面将工件固定在凹面加工定位治具上;步骤200:采用柱形的第一级凹面砂轮棒在工件的第二侧面上粗加工圆孔,然后采用加工面与目标成型凹面仿形的第二级凹面砂轮棒在所述圆孔内加工成粗加工成型凹面,然后采用加工面与目标成型凹面仿形的第三级凹面砂轮棒将粗加工成型凹面加工成精加工成型凹面。通过仿形加工面可以使工件成型凹面受力均匀,避免工件受强压,同时能够有效地避免成型凹面上出现原点刀印。综上所述,该加工工艺能够有效地解决工件上凹面加工效果不好的问题

一种凹模加工工艺.pdf
本发明提供一种凹模加工工艺,其包括以下步骤:a、备料,下料并制备相应的毛坯;b、钳工,钳工划线打孔攻丝。c、穿孔机,穿孔机打穿丝孔;d、磨床粗加工,磨床对毛坯件进行粗加工,六面角尺并留有0.1mm‑0.3mm的余量;e、热处理,热处理保证硬度58‑62HRC;f、磨床精加工,磨床精加工,六面角尺到尺寸要求;g、线切割,线切割凹模孔;h、精修,配合凸模精修凹模孔,控制好间隙。发明一种凹模加工工艺,加工工序安排合理,加工的精度高。

一种典型内衬工件加工工艺.pdf
本发明是一种典型内衬工件加工工艺,应用于IC装备制造领域及其他反应腔内衬工件的机械制造领域。包括以下步骤:1)粗加工零件内外形单边余量2mm;2)预留工艺凸台作为辅助支撑,并在凸台上加工螺纹及定位销孔;3)使用工装装夹,精加工零件;4)精加工时采用短刃缩径刀具加工侧壁避免振刀。采用零点定位工装底座及侧顶、反把工装,完成零件正反面及预留的工艺凸台、工艺孔加工,装夹简单快速,定位误差小,加工效率高,在普通三轴机床即可完成零件加工。利用反把工装预留凸台、工件大面及工艺孔装夹零件,增加零件的支撑面及零件的装夹刚性
一种主板冲孔凹模加工工艺.pdf
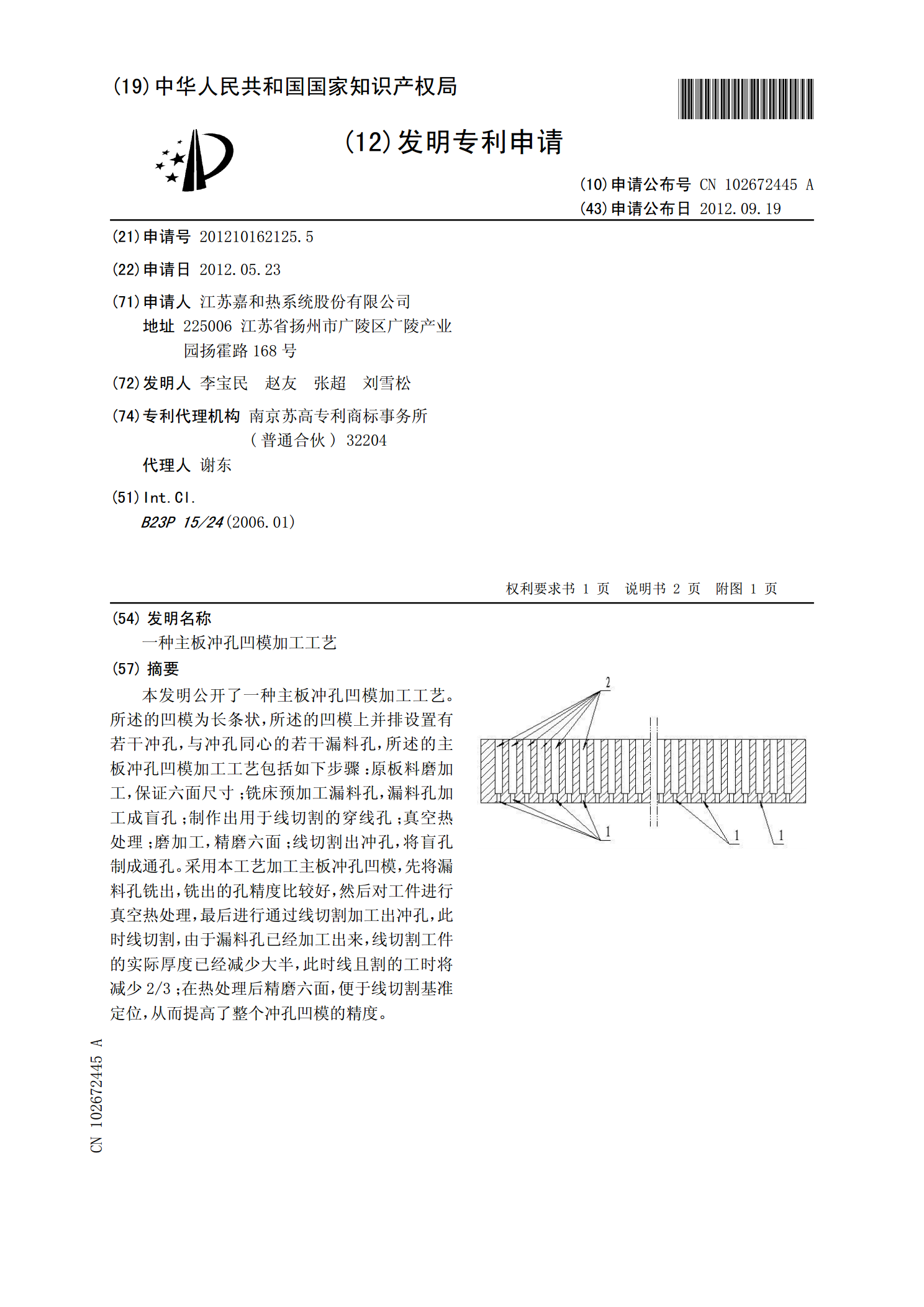
本发明公开了一种主板冲孔凹模加工工艺。所述的凹模为长条状,所述的凹模上并排设置有若干冲孔,与冲孔同心的若干漏料孔,所述的主板冲孔凹模加工工艺包括如下步骤:原板料磨加工,保证六面尺寸;铣床预加工漏料孔,漏料孔加工成盲孔;制作出用于线切割的穿线孔;真空热处理;磨加工,精磨六面;线切割出冲孔,将盲孔制成通孔。采用本工艺加工主板冲孔凹模,先将漏料孔铣出,铣出的孔精度比较好,然后对工件进行真空热处理,最后进行通过线切割加工出冲孔,此时线切割,由于漏料孔已经加工出来,线切割工件的实际厚度已经减少大半,此时线且割的工时

一种高精度工件的机加工工艺.pdf
本发明提供一种高精度工件的机加工工艺,步骤S1、预先将型材加工出基本轮廓和复数个夹持耳部;步骤S2、将所有夹持耳部同一表面铣平作为加工基准面,并保证所有加工基准面平面度总和为工件高精度加工面的平面度的一半;步骤S3、将型材的加工基准面朝下固定于一个旋转工作台上,该旋转工作台上设有贯穿于所述旋转工作台的正、反面的工位通槽,固定时保证工件高精度加工面处于工位通槽的范围内;步骤S4、对型材的正面进行机加工,完成后不拆下型材,直接将旋转工作台翻转180度后,直接透过所述工位通槽加工型材的反面,从而使加工好的正面和