
一种电磁矫形装置及矫形方法.pdf

韶敏****ab

1/10
2/10
3/10
4/10
5/10
6/10

7/10
8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种电磁矫形装置及矫形方法.pdf
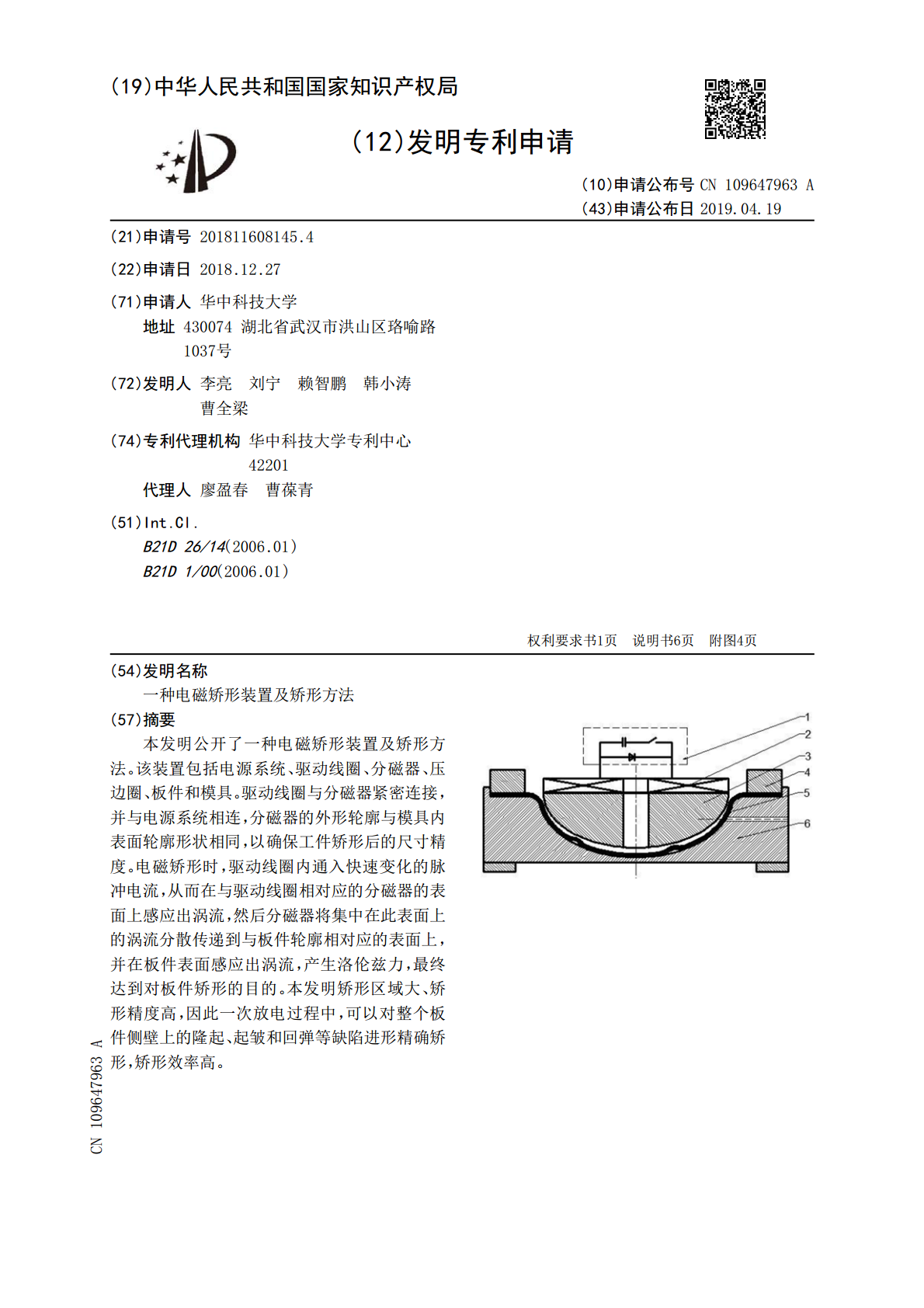
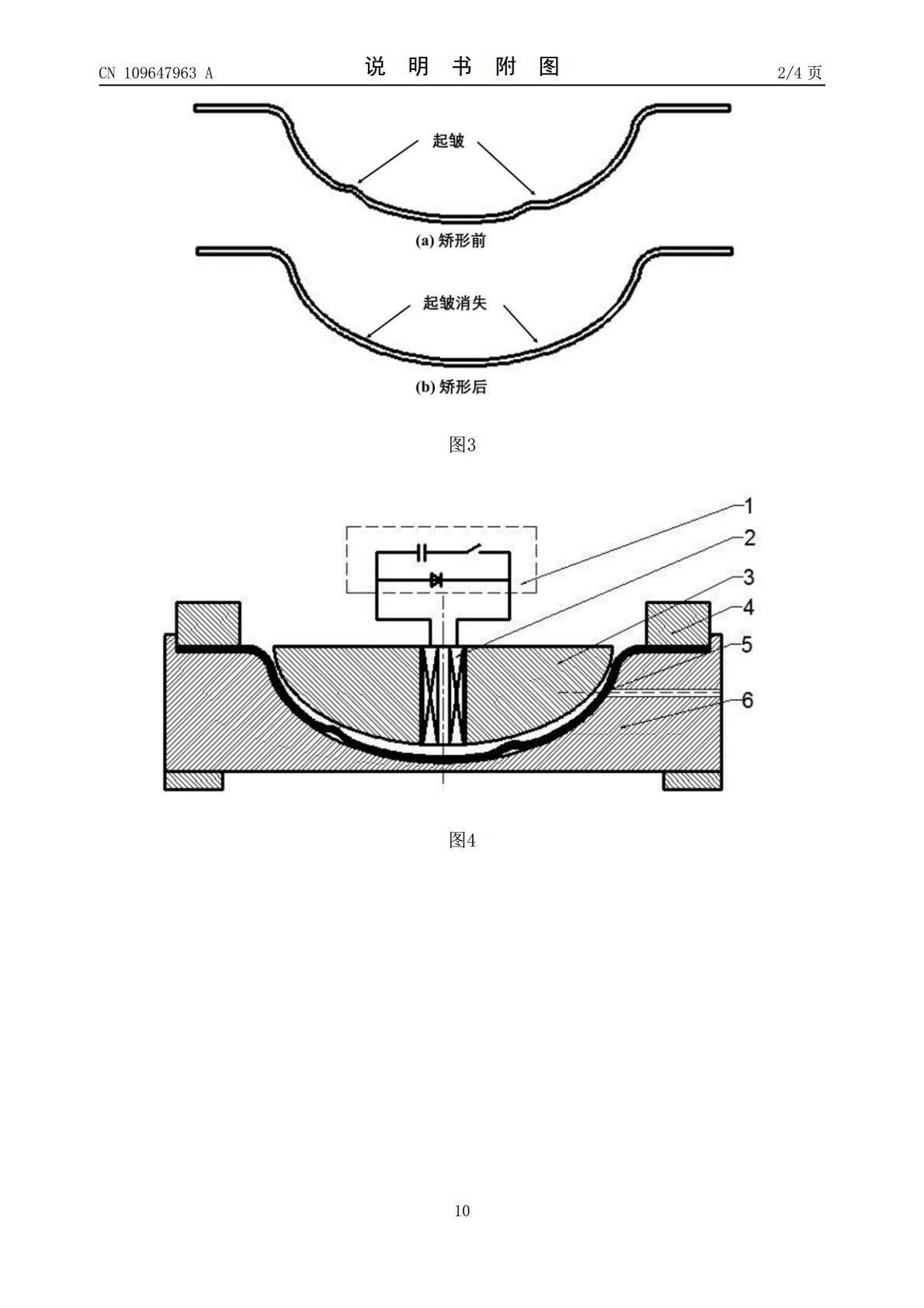
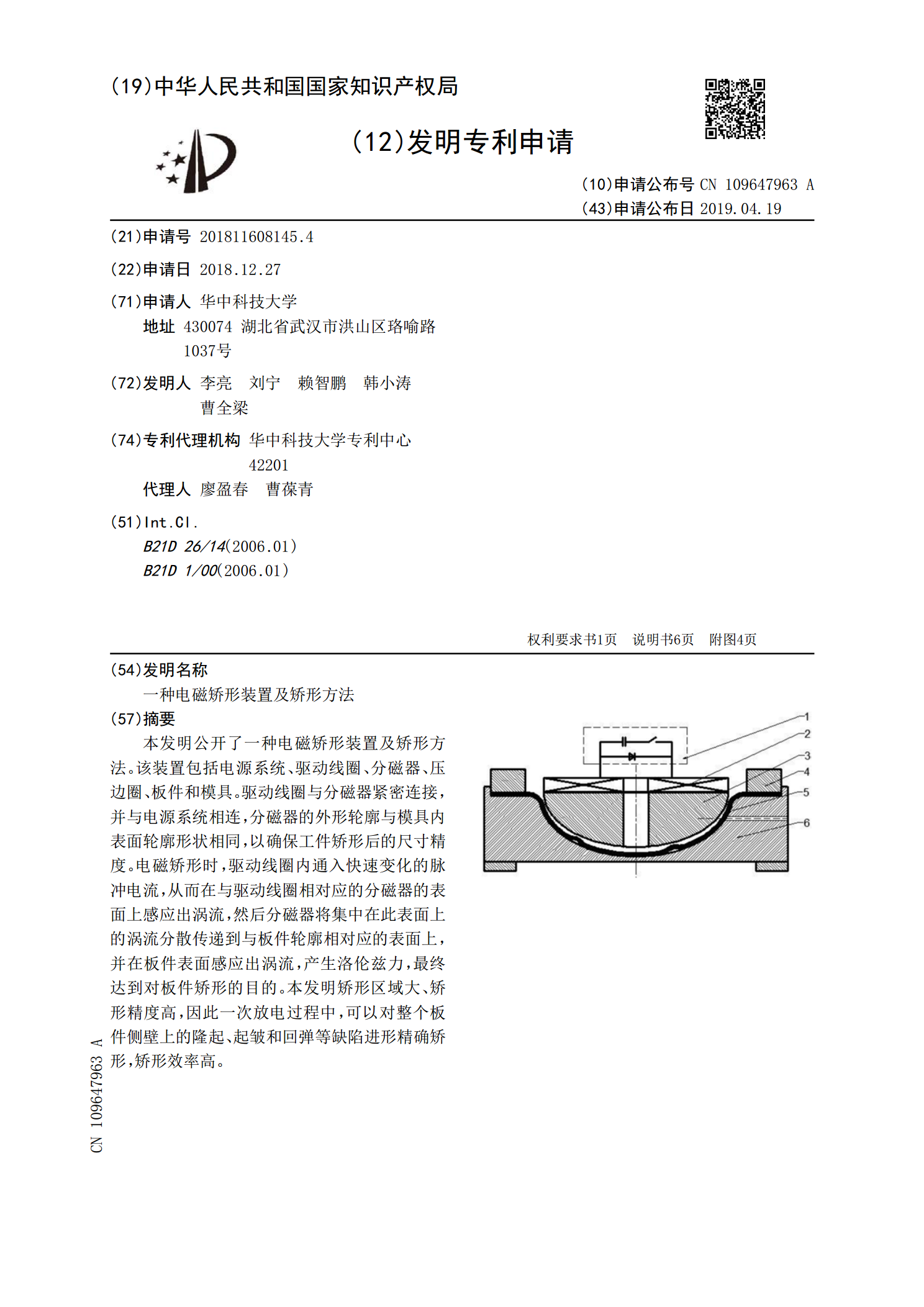
本发明公开了一种电磁矫形装置及矫形方法。该装置包括电源系统、驱动线圈、分磁器、压边圈、板件和模具。驱动线圈与分磁器紧密连接,并与电源系统相连,分磁器的外形轮廓与模具内表面轮廓形状相同,以确保工件矫形后的尺寸精度。电磁矫形时,驱动线圈内通入快速变化的脉冲电流,从而在与驱动线圈相对应的分磁器的表面上感应出涡流,然后分磁器将集中在此表面上的涡流分散传递到与板件轮廓相对应的表面上,并在板件表面感应出涡流,产生洛伦兹力,最终达到对板件矫形的目的。本发明矫形区域大、矫形精度高,因此一次放电过程中,可以对整个板件侧壁上
一种磁软体矫形装置及矫形方法.pdf
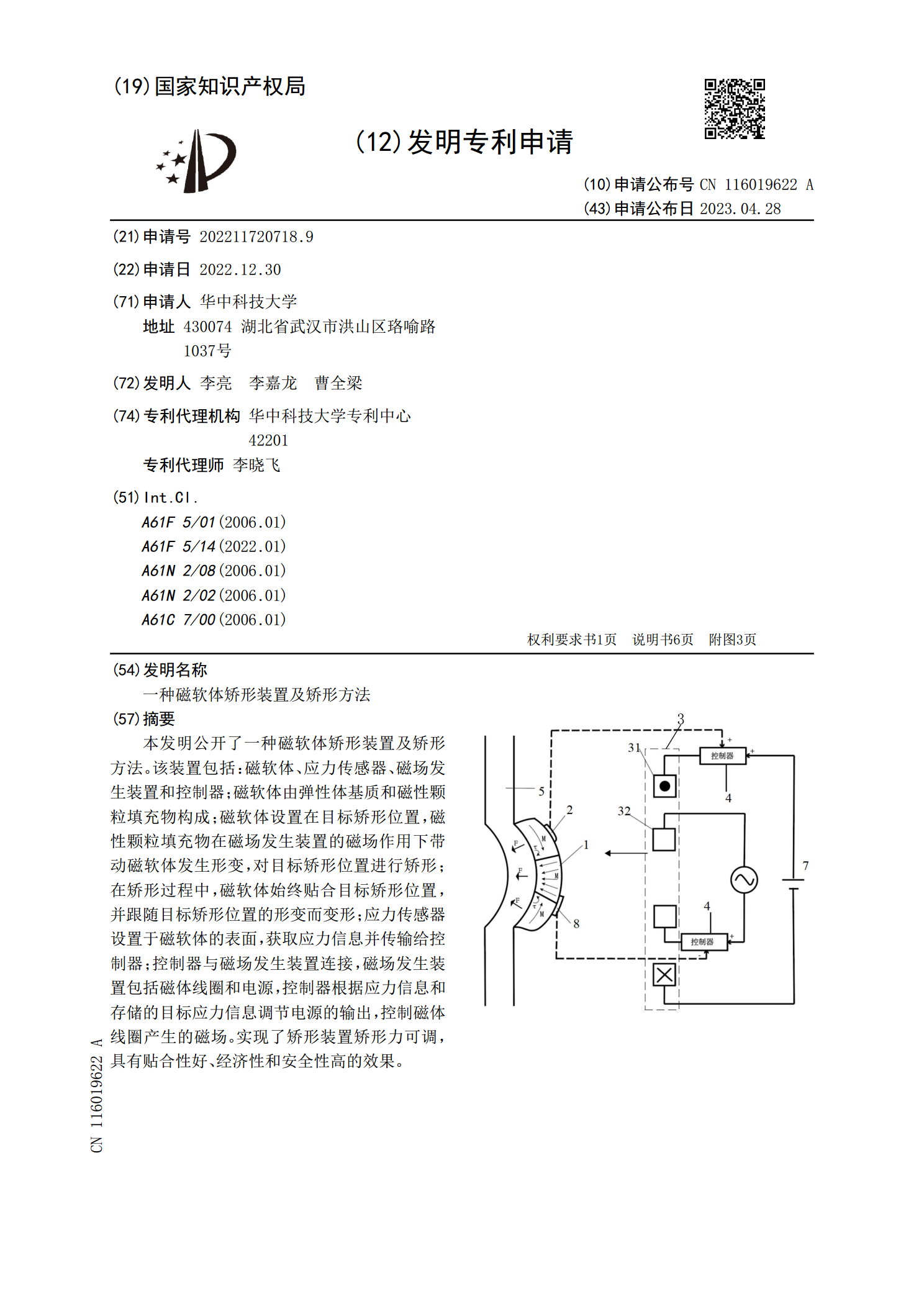
本发明公开了一种磁软体矫形装置及矫形方法。该装置包括:磁软体、应力传感器、磁场发生装置和控制器;磁软体由弹性体基质和磁性颗粒填充物构成;磁软体设置在目标矫形位置,磁性颗粒填充物在磁场发生装置的磁场作用下带动磁软体发生形变,对目标矫形位置进行矫形;在矫形过程中,磁软体始终贴合目标矫形位置,并跟随目标矫形位置的形变而变形;应力传感器设置于磁软体的表面,获取应力信息并传输给控制器;控制器与磁场发生装置连接,磁场发生装置包括磁体线圈和电源,控制器根据应力信息和存储的目标应力信息调节电源的输出,控制磁体线圈产生的磁

一种铸件矫形装置和铸件矫形方法.pdf
本发明公开了一种铸件矫形装置和铸件矫形方法,涉及铸件加工技术领域,包括保护框体,所述保护框体的内部和顶部设置有保护机构,所述保护框体的背面设置有工件加热机构,所述保护机构包括防护加工单元、工件夹持单元和异味处理单元,所述工件加热机构包括快速加热单元和离心夹持单元,所述防护加工单元包括钢化玻璃板、面光源和液压缸主体,所述钢化玻璃板固定安装在保护框体的内壁上。本发明通过保护框体的设计,可在其内腔中完成矫形处理,避免工件在矫形的过程中蹦出而对用户造成伤害的问题,提升生产的安全性,通过钢化玻璃板的设计,便于用户对
一种汽车防撞梁加工矫形装置及其矫形方法.pdf
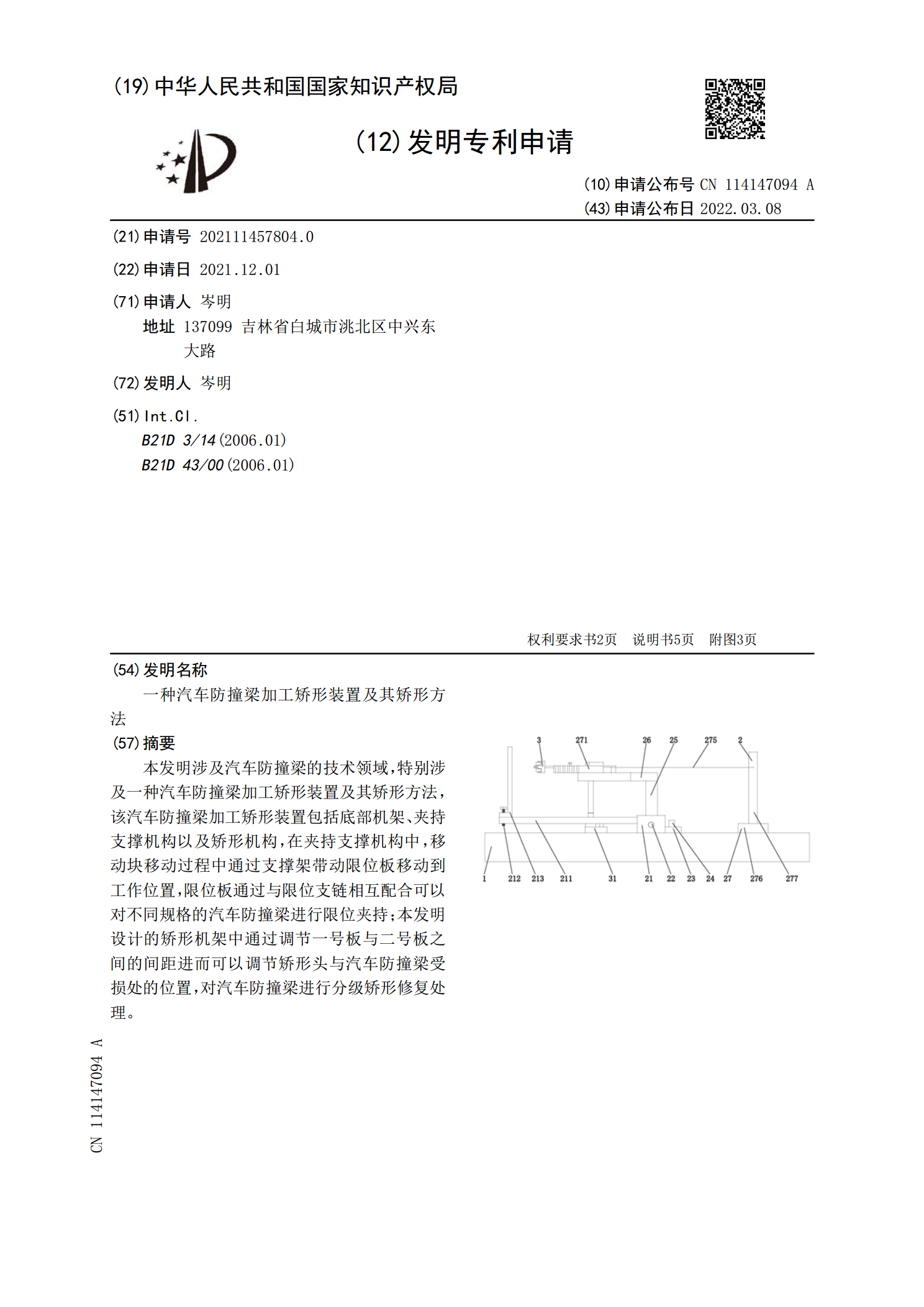
本发明涉及汽车防撞梁的技术领域,特别涉及一种汽车防撞梁加工矫形装置及其矫形方法,该汽车防撞梁加工矫形装置包括底部机架、夹持支撑机构以及矫形机构,在夹持支撑机构中,移动块移动过程中通过支撑架带动限位板移动到工作位置,限位板通过与限位支链相互配合可以对不同规格的汽车防撞梁进行限位夹持;本发明设计的矫形机架中通过调节一号板与二号板之间的间距进而可以调节矫形头与汽车防撞梁受损处的位置,对汽车防撞梁进行分级矫形修复处理。
一种高温珐琅表盘的矫形组件及使用其矫形的矫形方法.pdf
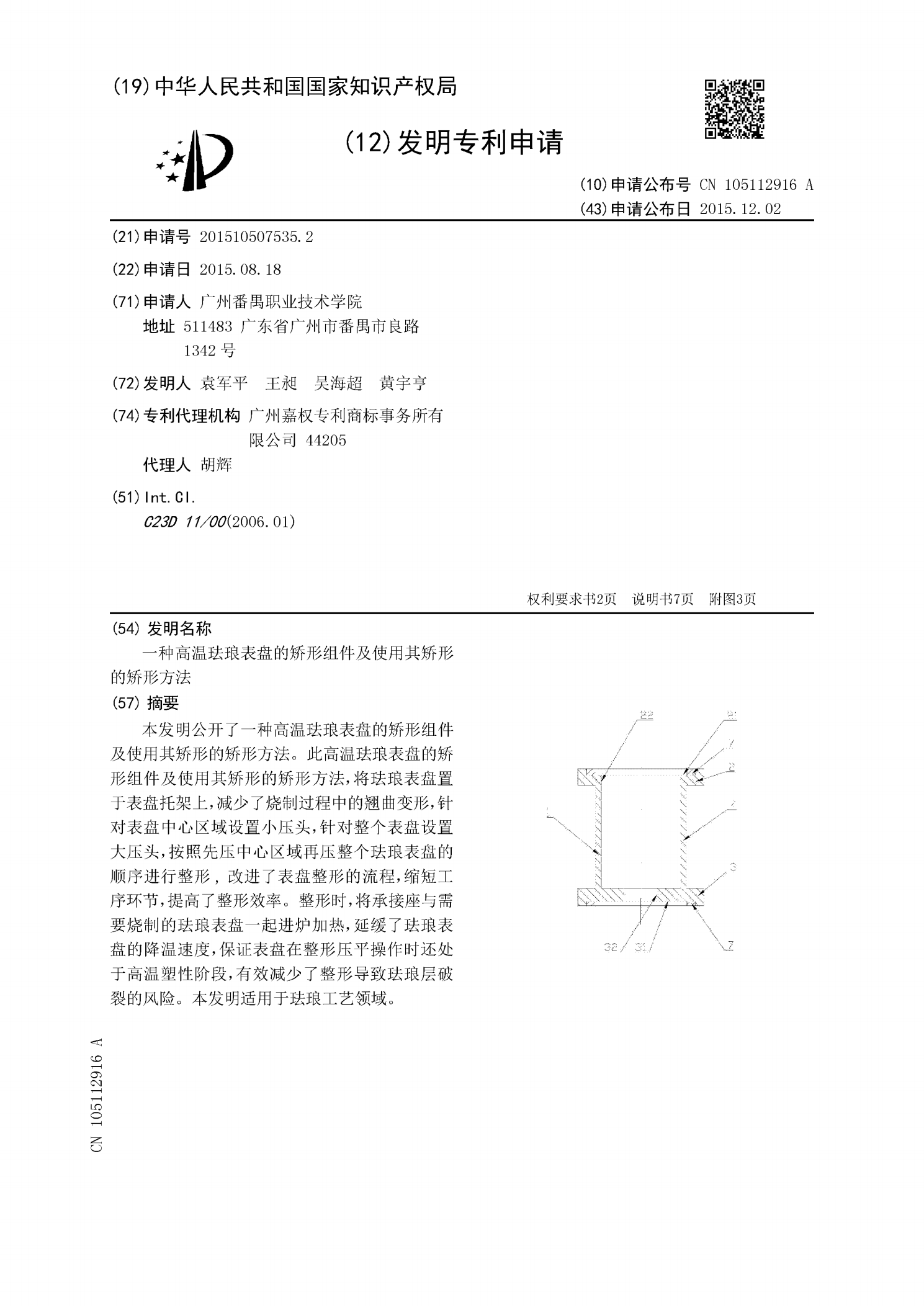
本发明公开了一种高温珐琅表盘的矫形组件及使用其矫形的矫形方法。此高温珐琅表盘的矫形组件及使用其矫形的矫形方法,将珐琅表盘置于表盘托架上,减少了烧制过程中的翘曲变形,针对表盘中心区域设置小压头,针对整个表盘设置大压头,按照先压中心区域再压整个珐琅表盘的顺序进行整形,改进了表盘整形的流程,缩短工序环节,提高了整形效率。整形时,将承接座与需要烧制的珐琅表盘一起进炉加热,延缓了珐琅表盘的降温速度,保证表盘在整形压平操作时还处于高温塑性阶段,有效减少了整形导致珐琅层破裂的风险。本发明适用于珐琅工艺领域。