
一种全自动组装汽车保险带收缩装置的设备及其组装方法.pdf

文库****坚白


1/10

2/10

3/10

4/10
5/10

6/10
7/10
8/10

9/10

10/10
亲,该文档总共32页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种全自动组装汽车保险带收缩装置的设备及其组装方法.pdf
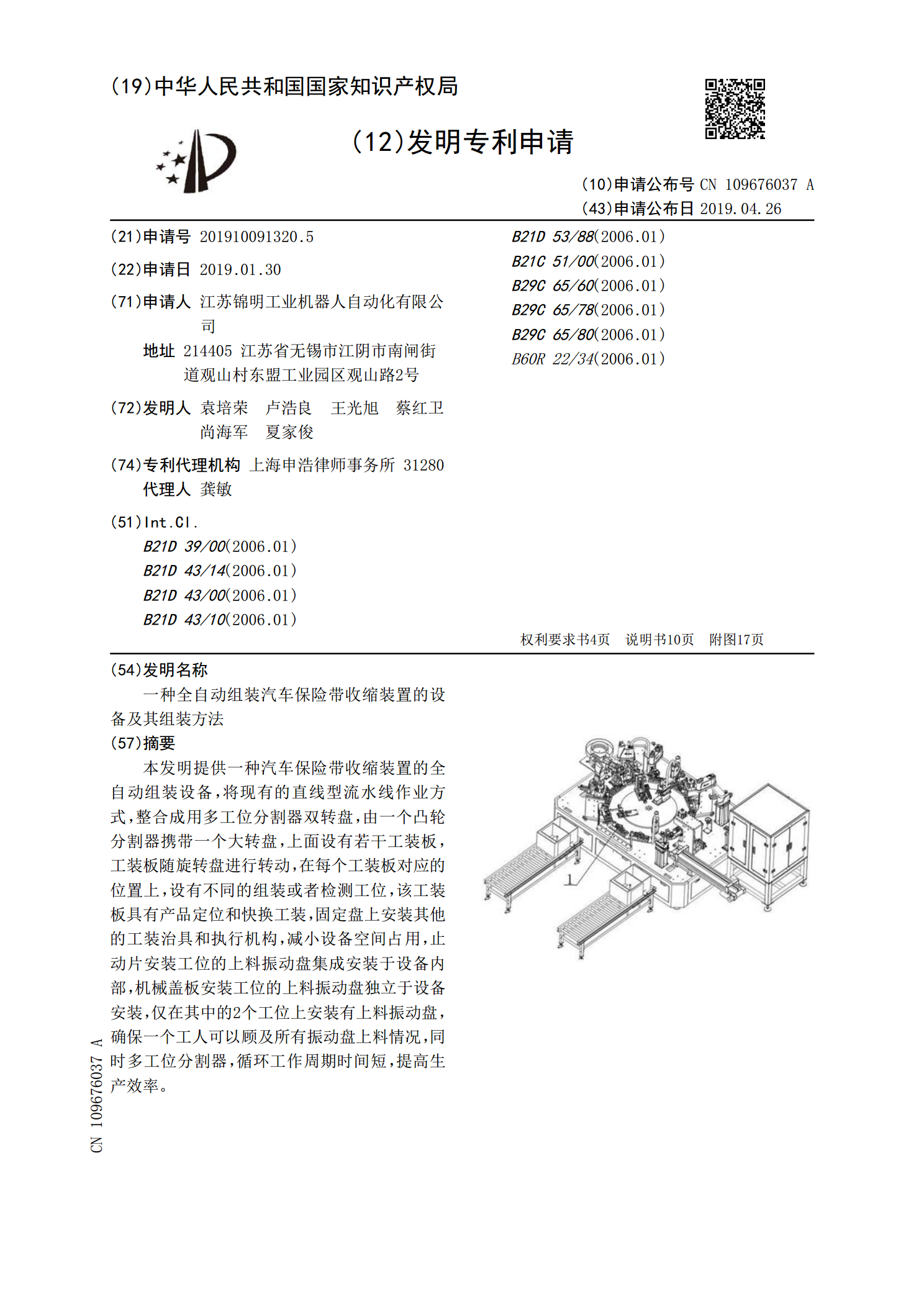
本发明提供一种汽车保险带收缩装置的全自动组装设备,将现有的直线型流水线作业方式,整合成用多工位分割器双转盘,由一个凸轮分割器携带一个大转盘,上面设有若干工装板,工装板随旋转盘进行转动,在每个工装板对应的位置上,设有不同的组装或者检测工位,该工装板具有产品定位和快换工装,固定盘上安装其他的工装治具和执行机构,减小设备空间占用,止动片安装工位的上料振动盘集成安装于设备内部,机械盖板安装工位的上料振动盘独立于设备安装,仅在其中的2个工位上安装有上料振动盘,确保一个工人可以顾及所有振动盘上料情况,同时多工位分割器
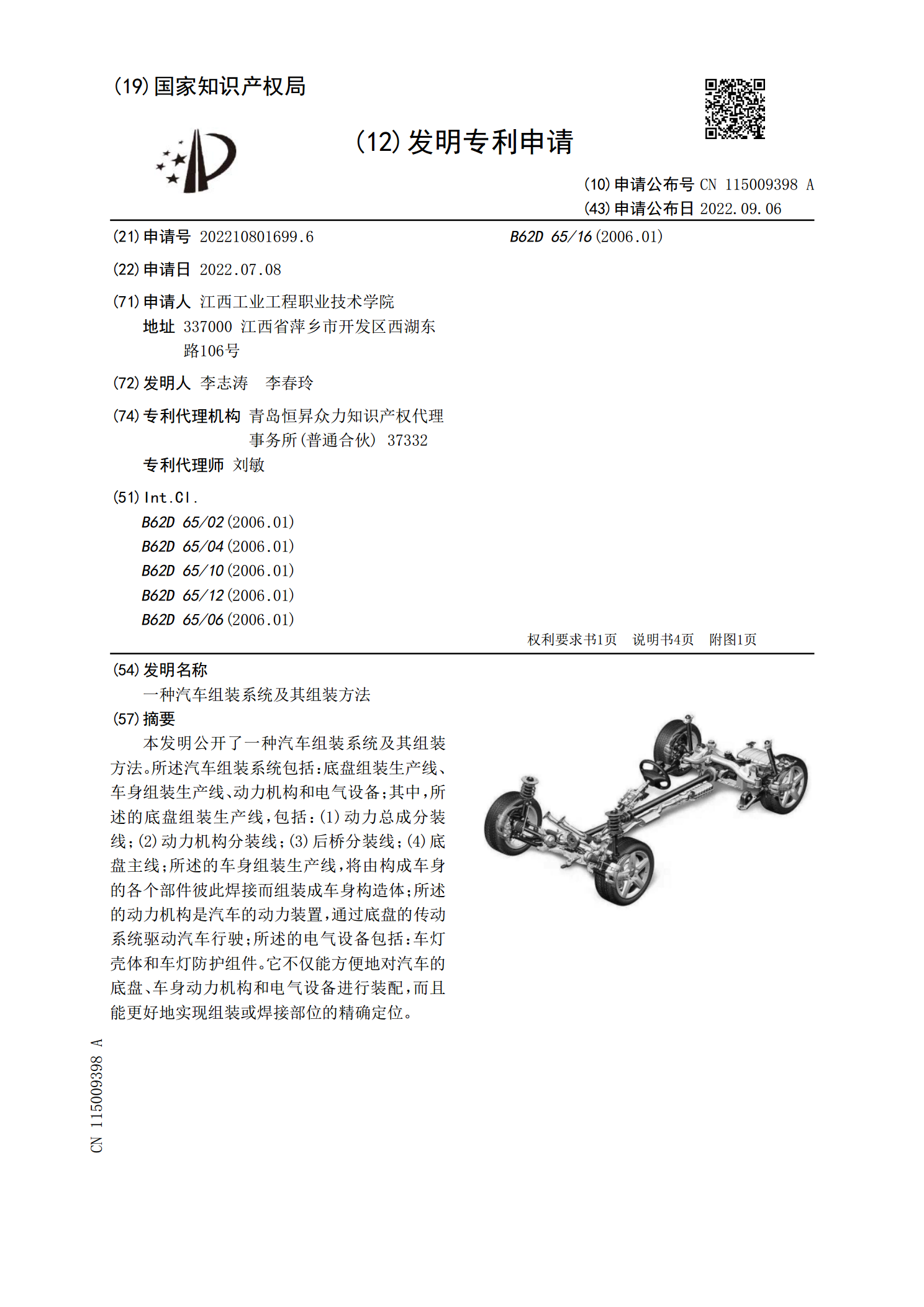
一种汽车组装系统及其组装方法.pdf
本发明公开了一种汽车组装系统及其组装方法。所述汽车组装系统包括:底盘组装生产线、车身组装生产线、动力机构和电气设备;其中,所述的底盘组装生产线,包括:(1)动力总成分装线;(2)动力机构分装线;(3)后桥分装线;(4)底盘主线;所述的车身组装生产线,将由构成车身的各个部件彼此焊接而组装成车身构造体;所述的动力机构是汽车的动力装置,通过底盘的传动系统驱动汽车行驶;所述的电气设备包括:车灯壳体和车灯防护组件。它不仅能方便地对汽车的底盘、车身动力机构和电气设备进行装配,而且能更好地实现组装或焊接部位的精确定位。
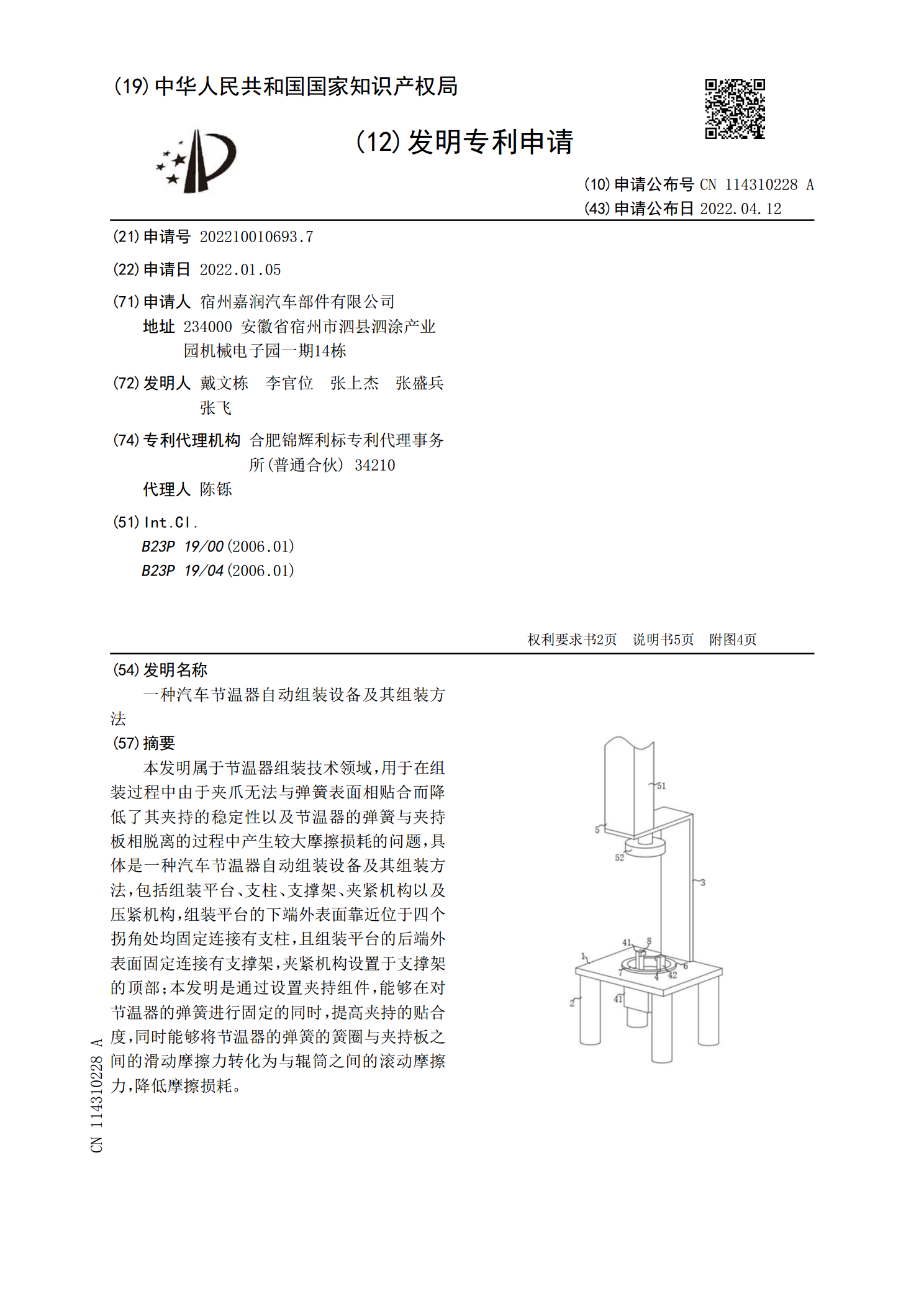
一种汽车节温器自动组装设备及其组装方法.pdf
本发明属于节温器组装技术领域,用于在组装过程中由于夹爪无法与弹簧表面相贴合而降低了其夹持的稳定性以及节温器的弹簧与夹持板相脱离的过程中产生较大摩擦损耗的问题,具体是一种汽车节温器自动组装设备及其组装方法,包括组装平台、支柱、支撑架、夹紧机构以及压紧机构,组装平台的下端外表面靠近位于四个拐角处均固定连接有支柱,且组装平台的后端外表面固定连接有支撑架,夹紧机构设置于支撑架的顶部;本发明是通过设置夹持组件,能够在对节温器的弹簧进行固定的同时,提高夹持的贴合度,同时能够将节温器的弹簧的簧圈与夹持板之间的滑动摩擦力

一种医用配件组装装置及其组装方法.pdf
本发明提供了一种医用配件组装装置及其组装方法,属于医疗器械技术领域。它解决了现有设备存在的对于调节器壳体的组装比较粗糙,无法做到精确组装等技术问题。本医用配件组装装置,包括机架,机架上连接有安装架,安装架上水平滑动连接有移动件,移动件上固定有水平设置的插杆,安装架和移动件之间设有用于驱动移动件往复滑动的第二动力源,通过插杆带动导管移动或通过移动第一夹取机构的位置来实现导管和医用配件的组装。本医用配件的组装方法,其包括如下步骤:a、上料;b、抓料;c、组装;d、下料。本组装装置和组装方法充分利用了插杆的导向
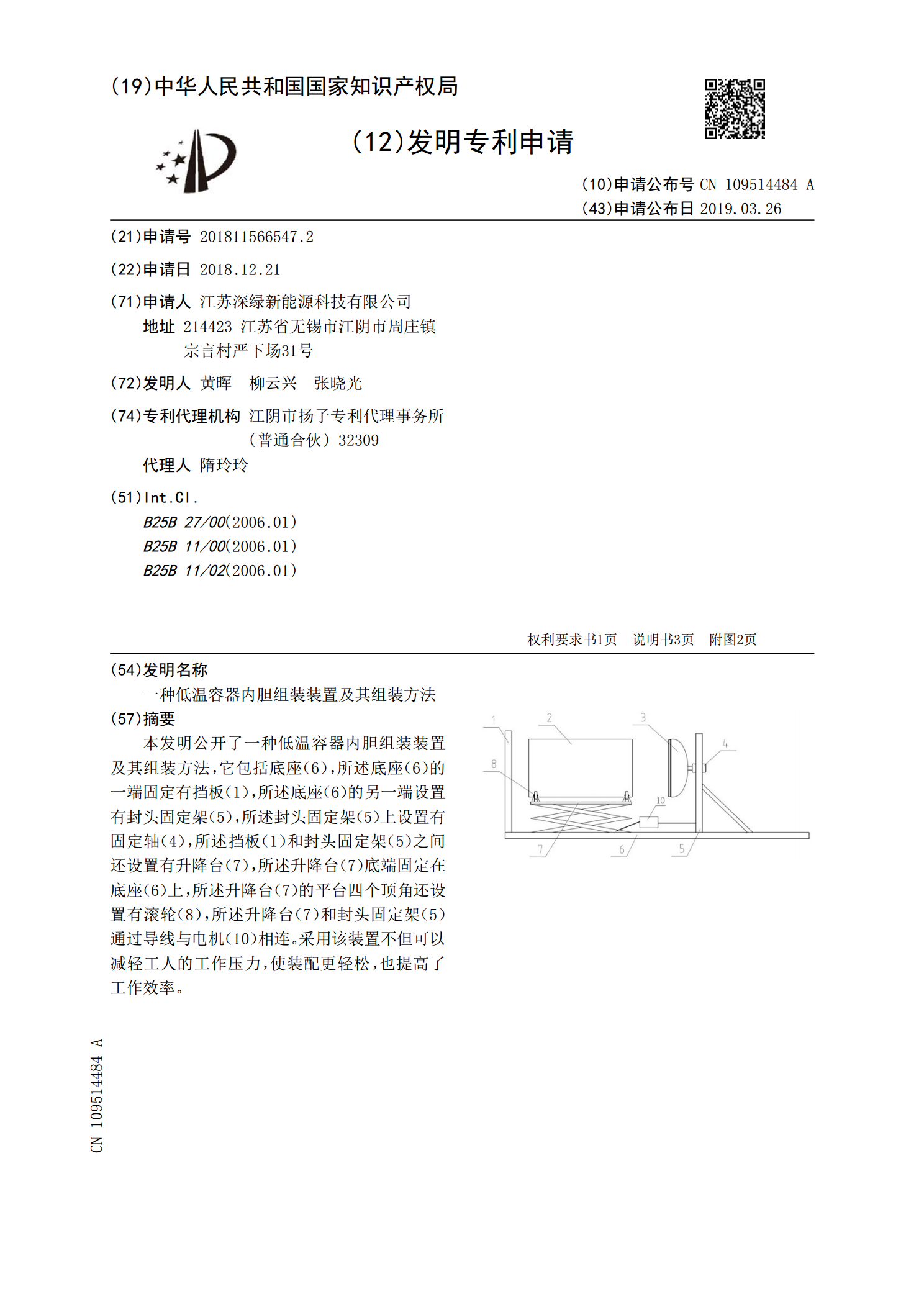
一种低温容器内胆组装装置及其组装方法.pdf
本发明公开了一种低温容器内胆组装装置及其组装方法,它包括底座(6),所述底座(6)的一端固定有挡板(1),所述底座(6)的另一端设置有封头固定架(5),所述封头固定架(5)上设置有固定轴(4),所述挡板(1)和封头固定架(5)之间还设置有升降台(7),所述升降台(7)底端固定在底座(6)上,所述升降台(7)的平台四个顶角还设置有滚轮(8),所述升降台(7)和封头固定架(5)通过导线与电机(10)相连。采用该装置不但可以减轻工人的工作压力,使装配更轻松,也提高了工作效率。