
一种方便加工偏心孔的夹具.pdf

冬易****娘子


1/7
2/7

3/7

4/7
5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种方便加工偏心孔的夹具.pdf
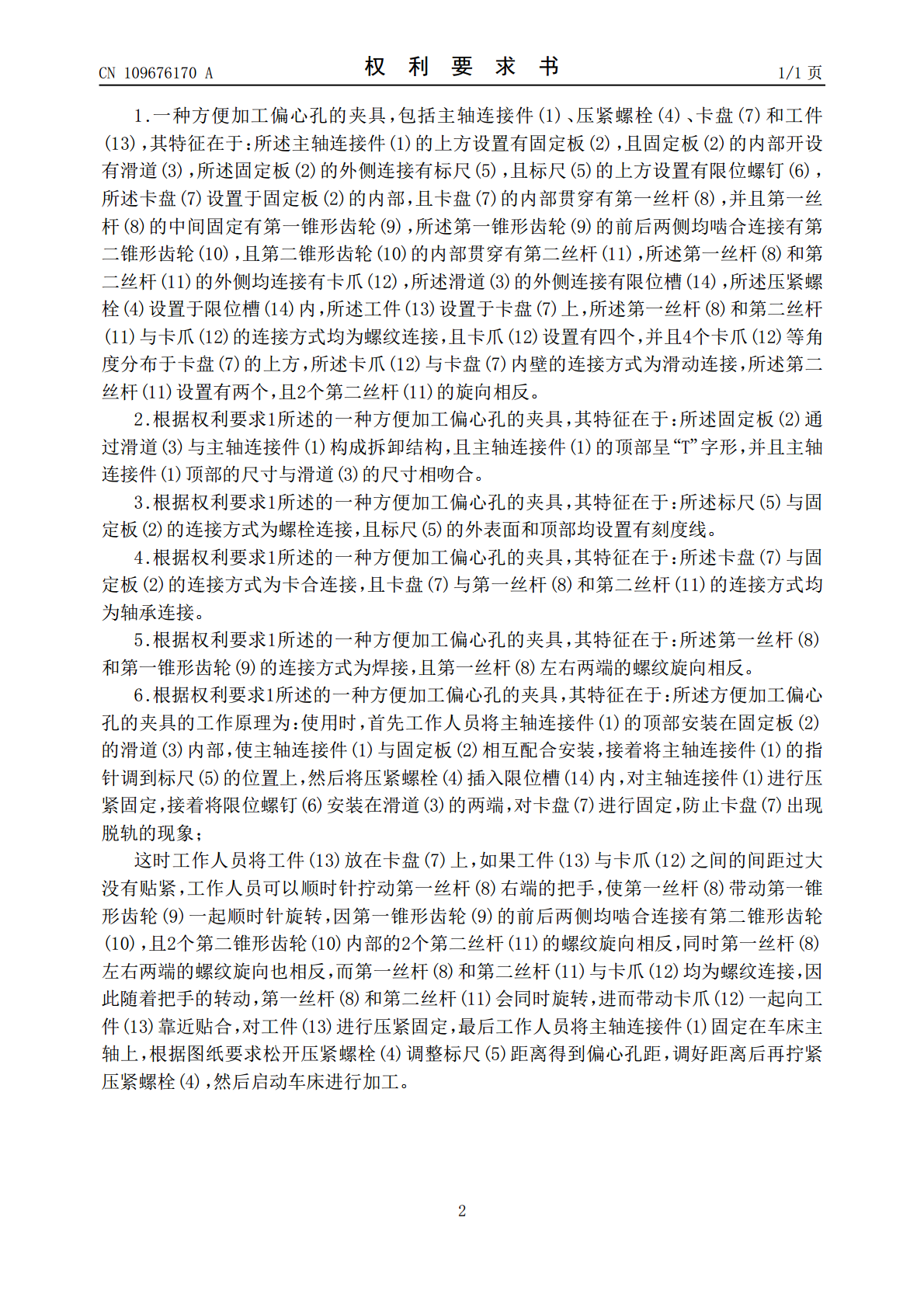
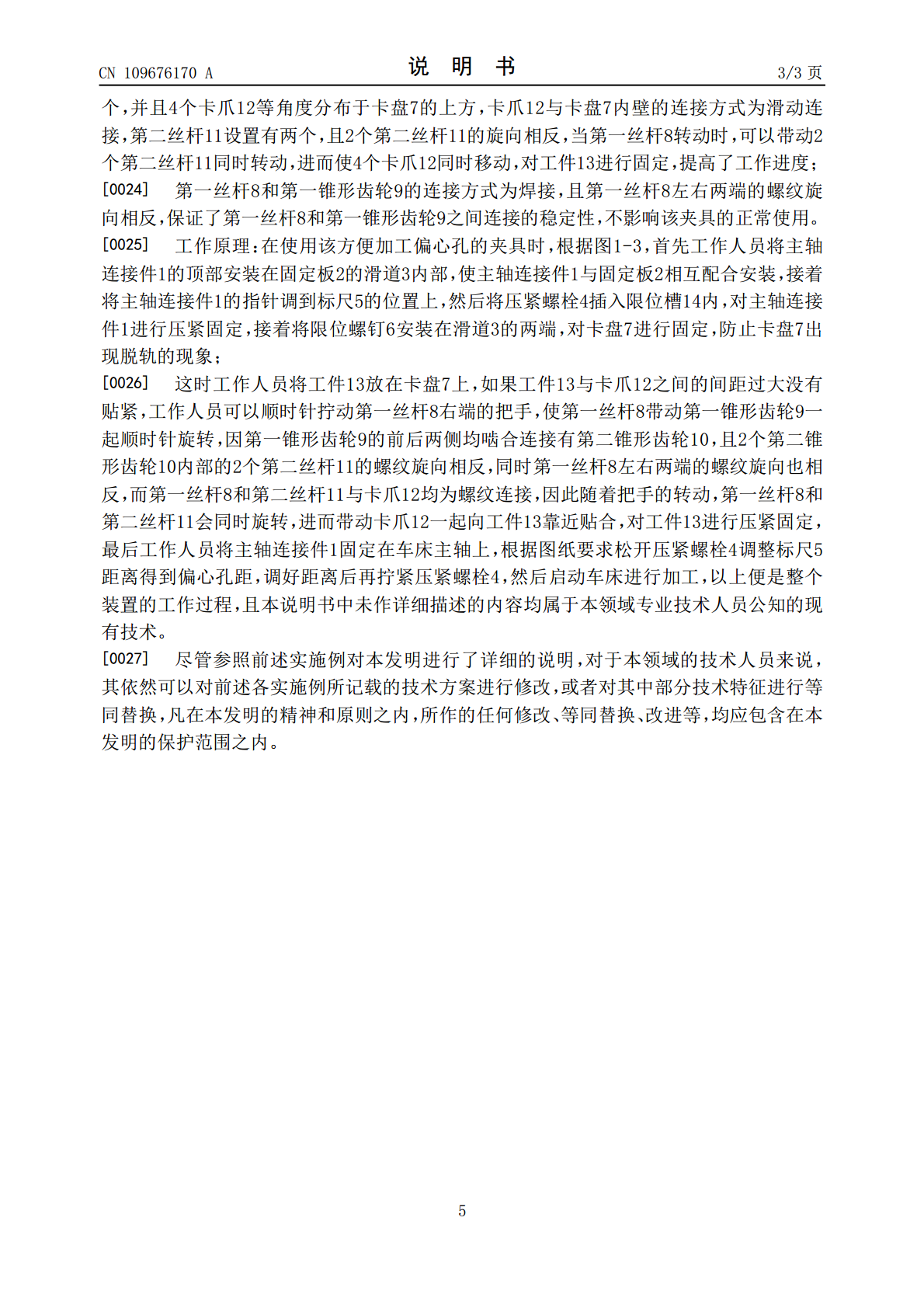
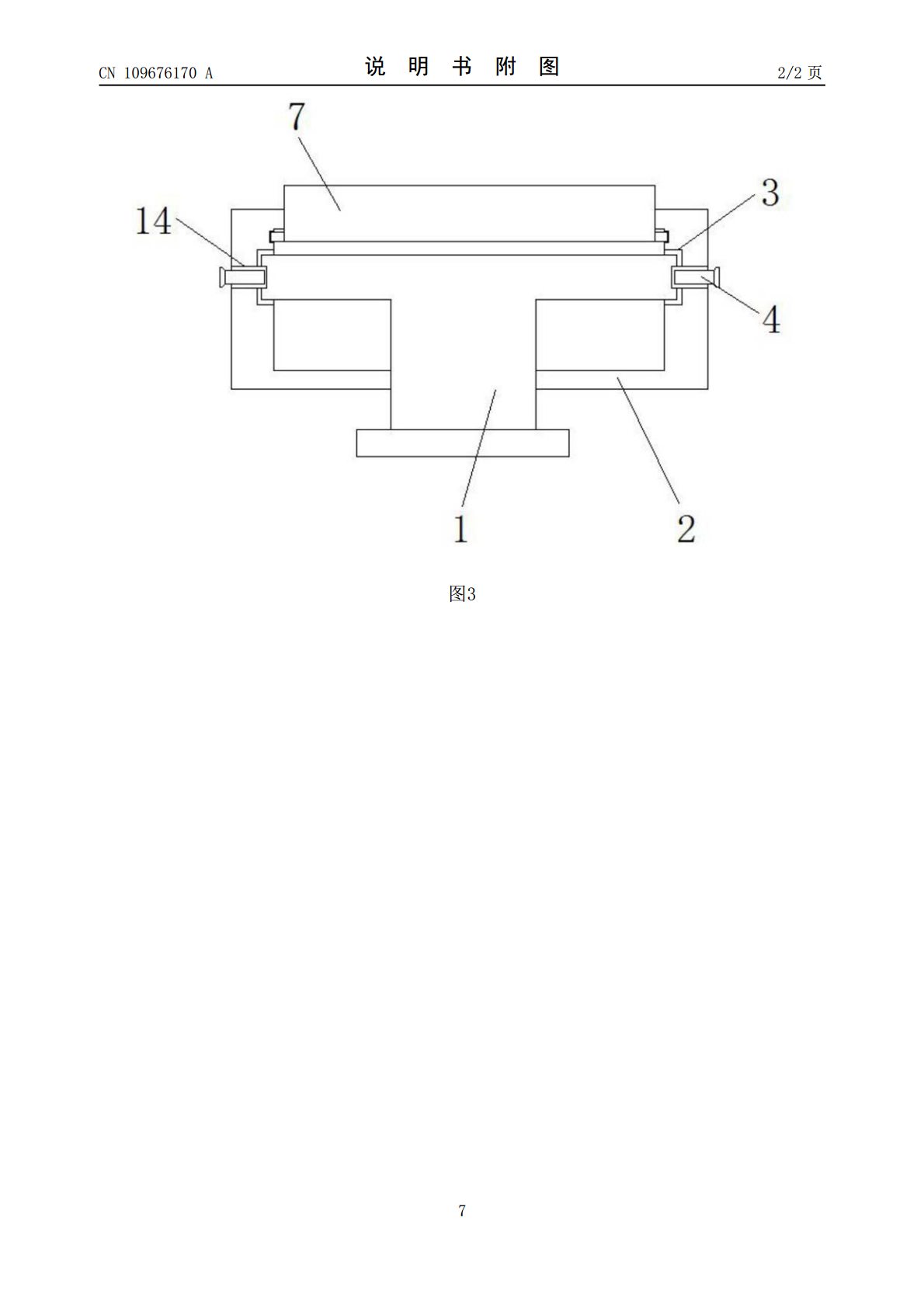
本发明公开了一种方便加工偏心孔的夹具,包括主轴连接件、压紧螺栓、卡盘和工件,所述主轴连接件的上方设置有固定板,且固定板的内部开设有滑道,所述固定板的外侧连接有标尺,且标尺的上方设置有限位螺钉,所述卡盘设置于固定板的内部,且卡盘的内部贯穿有第一丝杆,并且第一丝杆的中间固定有第一锥形齿轮,所述滑道的外侧连接有限位槽,所述压紧螺栓设置于限位槽内。该方便加工偏心孔的夹具,设置有卡盘、滑道和标尺,使原来加工偏心孔和偏心圆的繁琐计算变的直观简单,而且操作时非常方便,在一个工件上开多个偏心孔也可以通过调整角度和标尺进行
一种偏心孔加工夹具.pdf
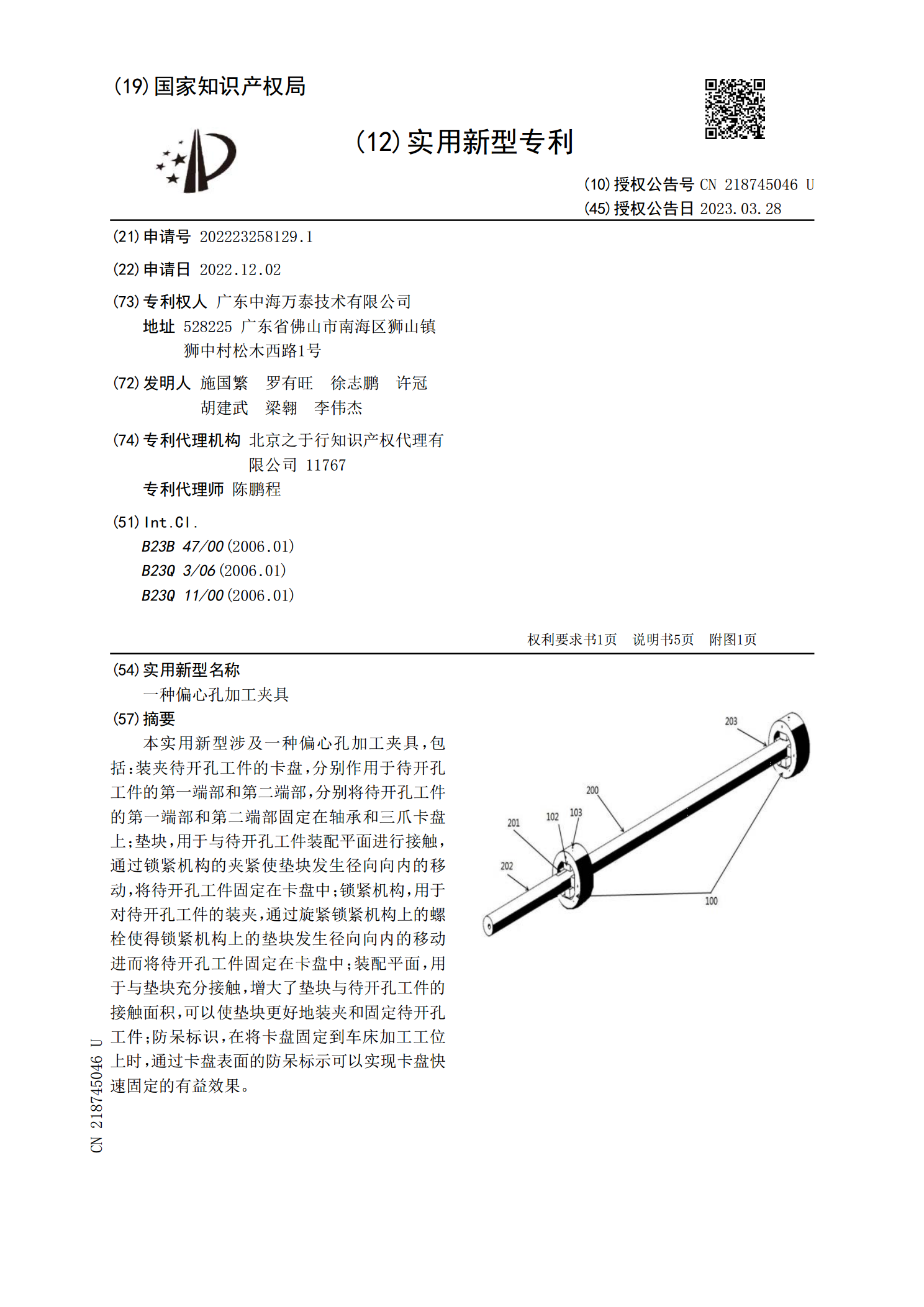
本实用新型涉及一种偏心孔加工夹具,包括:装夹待开孔工件的卡盘,分别作用于待开孔工件的第一端部和第二端部,分别将待开孔工件的第一端部和第二端部固定在轴承和三爪卡盘上;垫块,用于与待开孔工件装配平面进行接触,通过锁紧机构的夹紧使垫块发生径向向内的移动,将待开孔工件固定在卡盘中;锁紧机构,用于对待开孔工件的装夹,通过旋紧锁紧机构上的螺栓使得锁紧机构上的垫块发生径向向内的移动进而将待开孔工件固定在卡盘中;装配平面,用于与垫块充分接触,增大了垫块与待开孔工件的接触面积,可以使垫块更好地装夹和固定待开孔工件;防呆标识

一种用于齿轮偏心孔加工的夹具.pdf
本发明公开了一种用于齿轮偏心孔加工的夹具,包括夹具本体,以及将所述齿轮固定在所述夹具本体上的固定装置,其特征在于,所述夹具本体为圆板形,所述夹具本体上偏心设置有一固定杆,所述齿轮正确安装时,所述齿轮的中心孔穿过所述固定杆且所述偏心孔与所述夹具本体同心。在本发明中,固定杆穿过齿轮的中心孔,使齿轮偏心孔的中心与夹具本体的回转中心重合,再通过固定装置将齿轮固定在夹具本体上,此时夹具本体旋转时将带动齿轮的偏心块绕其自身的中心做回转运动,便于对偏心孔进行加工。

一种偏心轮的粗车偏心孔夹具.pdf
本发明公开了一种偏心轮的粗车偏心孔夹具,包括:座体,一侧与车床连接;两个支撑件,对称间隔连接在座体的另一侧上;至少一弹性夹头,悬挂在支撑件上,中间部位环绕偏心轮的外圆,偏心轮悬挂定位在弹性夹头上;至少一第一螺栓件,连接弹性夹头的一侧和其中一个支撑件;以及至少一第二螺栓件,连接弹性夹头的另一侧和另一个支撑件,并且第二螺栓件旋紧时,联动弹性夹头抱紧定位偏心轮;从而克服了装夹不方便,加工精度不统一的技术问题。
一种偏心加工用夹具.pdf
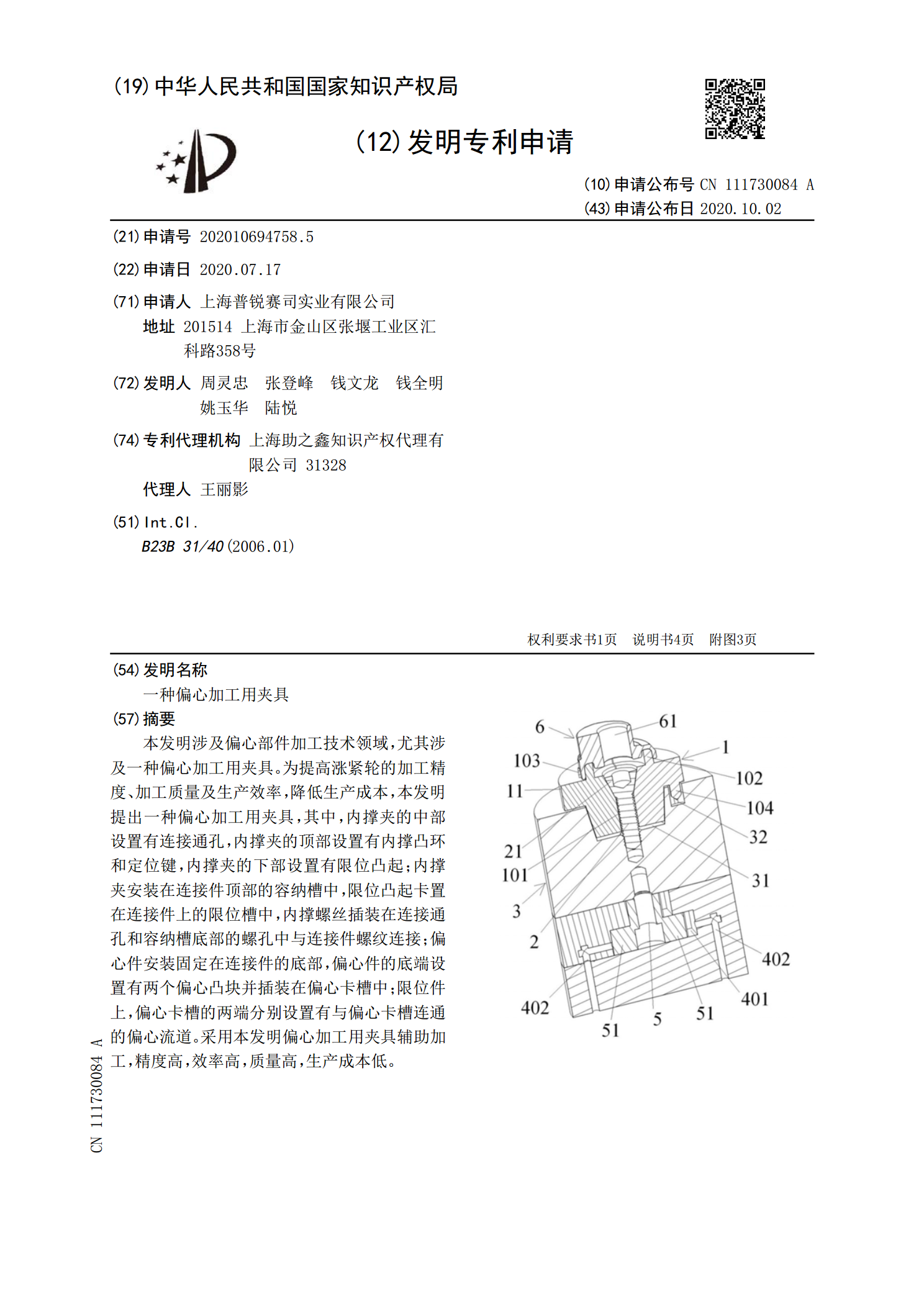
本发明涉及偏心部件加工技术领域,尤其涉及一种偏心加工用夹具。为提高涨紧轮的加工精度、加工质量及生产效率,降低生产成本,本发明提出一种偏心加工用夹具,其中,内撑夹的中部设置有连接通孔,内撑夹的顶部设置有内撑凸环和定位键,内撑夹的下部设置有限位凸起;内撑夹安装在连接件顶部的容纳槽中,限位凸起卡置在连接件上的限位槽中,内撑螺丝插装在连接通孔和容纳槽底部的螺孔中与连接件螺纹连接;偏心件安装固定在连接件的底部,偏心件的底端设置有两个偏心凸块并插装在偏心卡槽中;限位件上,偏心卡槽的两端分别设置有与偏心卡槽连通的偏心流