
一种偏心加工用夹具.pdf

依波****bc

1/9

2/9
3/9
4/9
5/9
6/9

7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种偏心加工用夹具.pdf
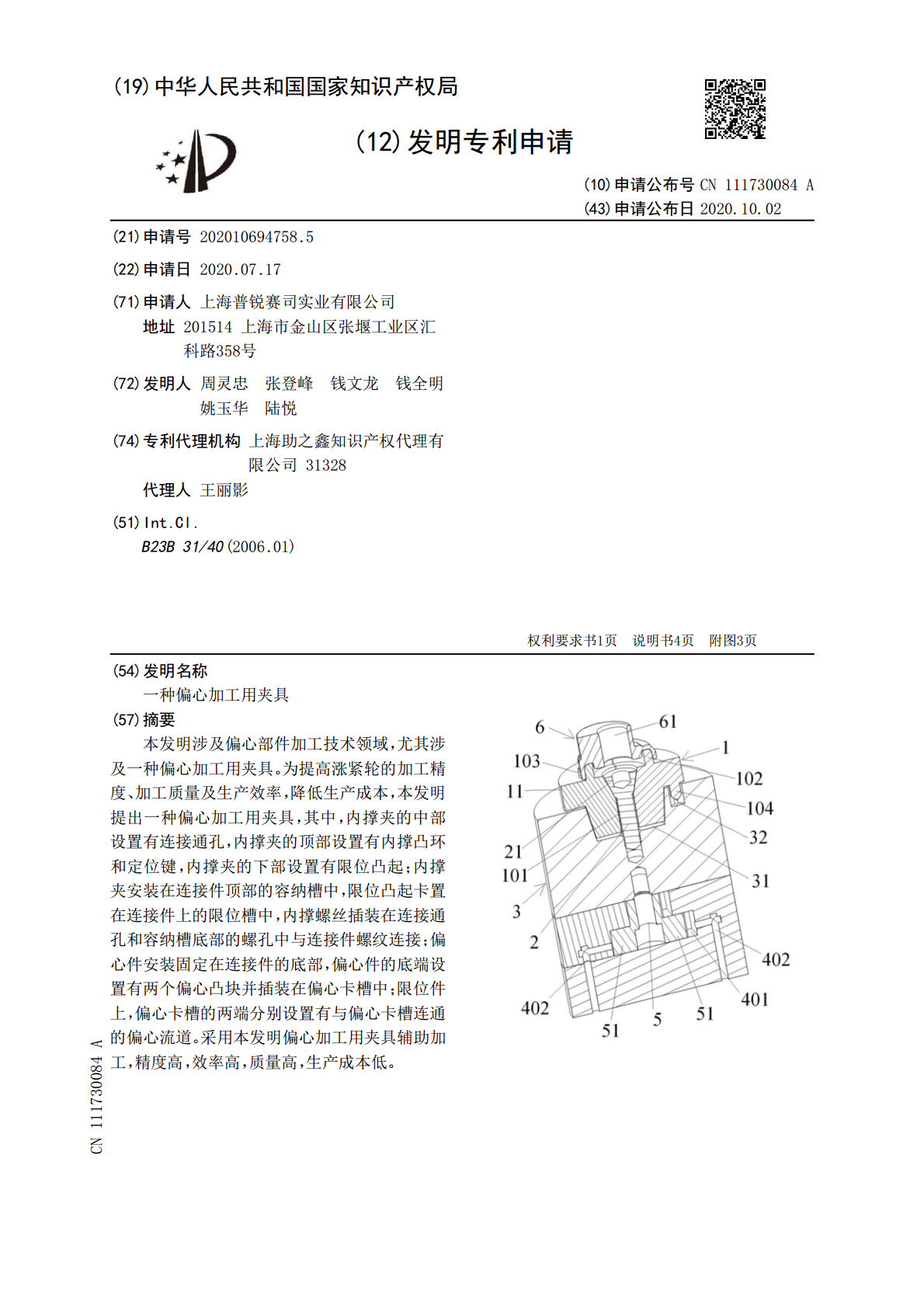
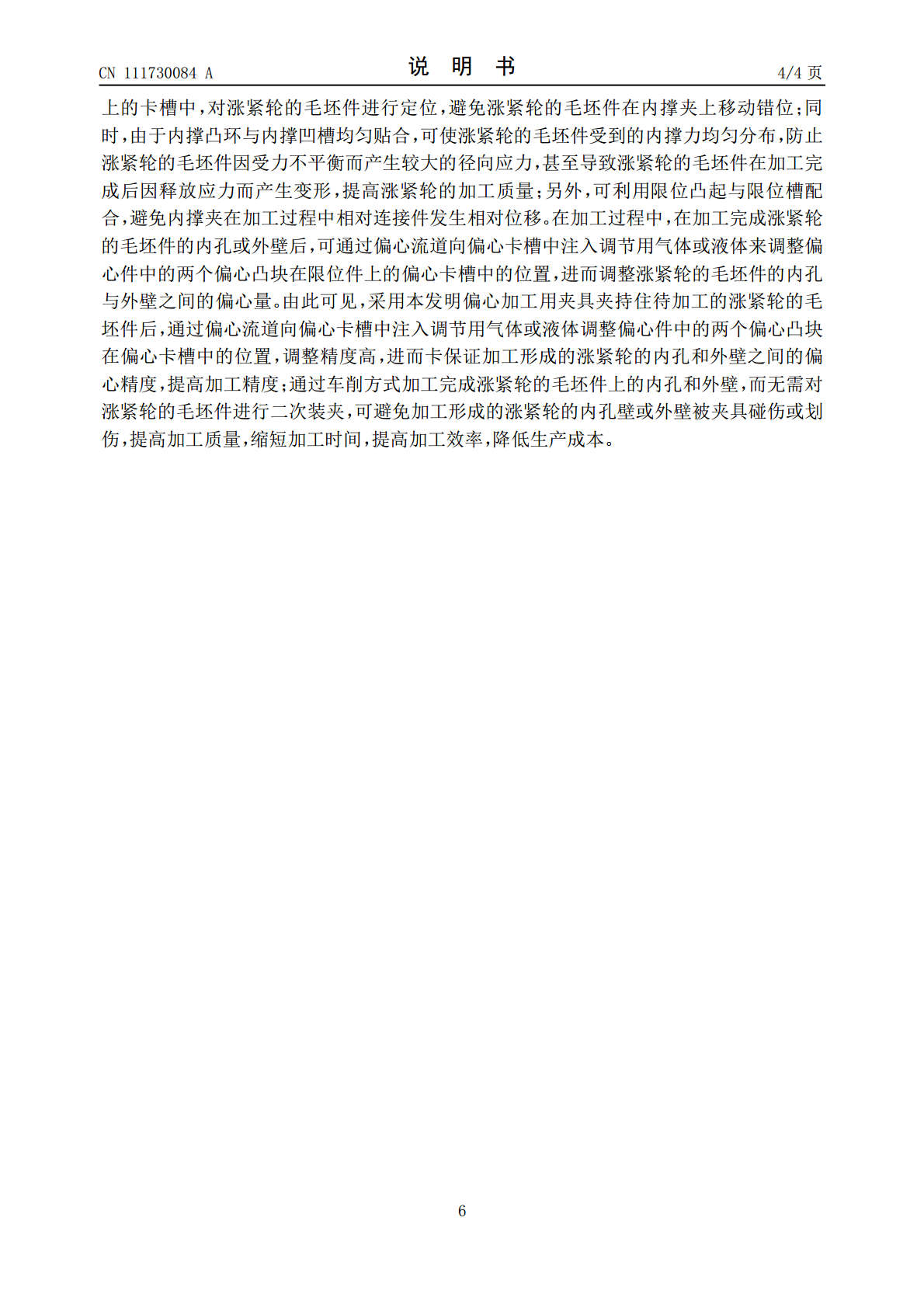
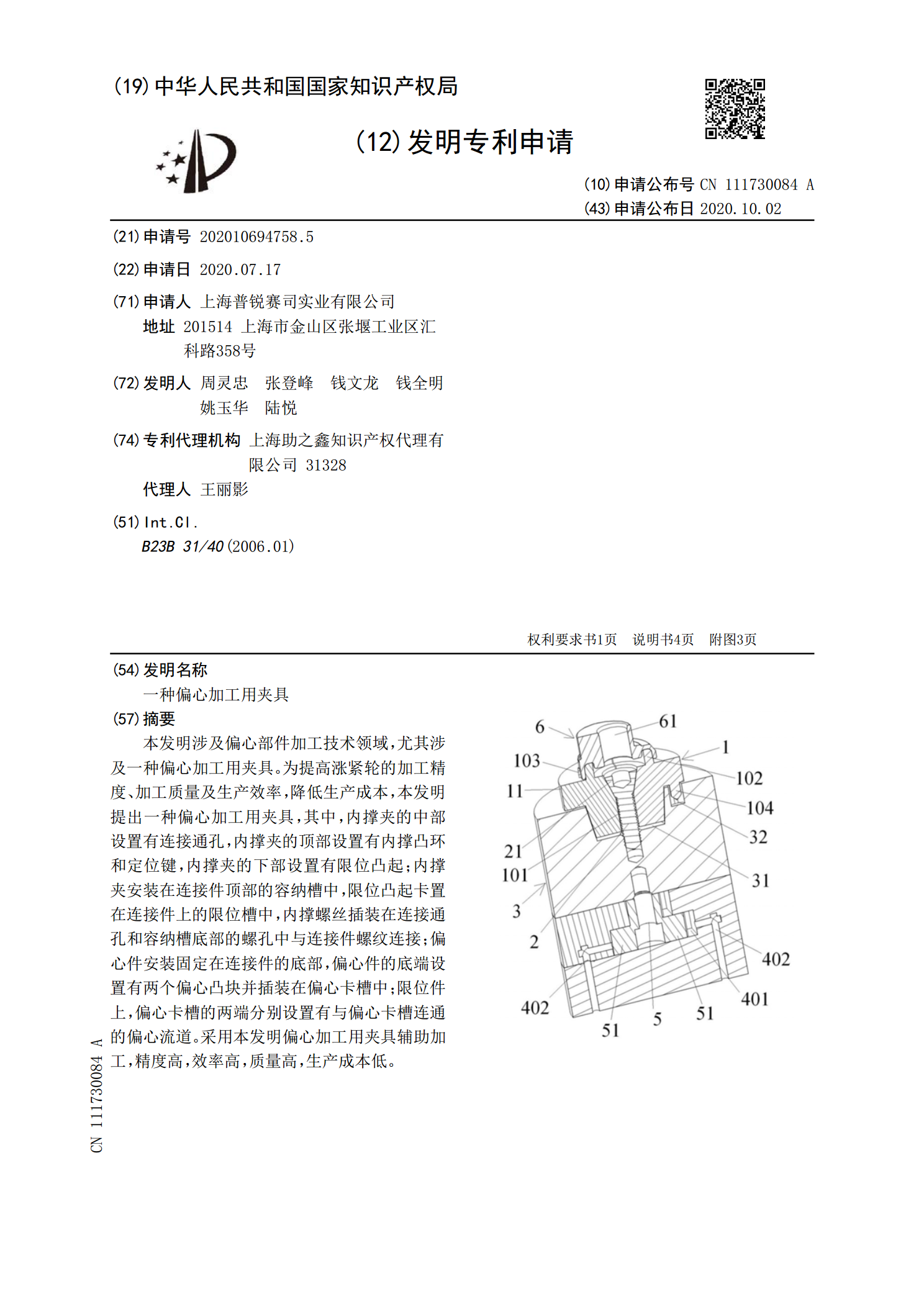
本发明涉及偏心部件加工技术领域,尤其涉及一种偏心加工用夹具。为提高涨紧轮的加工精度、加工质量及生产效率,降低生产成本,本发明提出一种偏心加工用夹具,其中,内撑夹的中部设置有连接通孔,内撑夹的顶部设置有内撑凸环和定位键,内撑夹的下部设置有限位凸起;内撑夹安装在连接件顶部的容纳槽中,限位凸起卡置在连接件上的限位槽中,内撑螺丝插装在连接通孔和容纳槽底部的螺孔中与连接件螺纹连接;偏心件安装固定在连接件的底部,偏心件的底端设置有两个偏心凸块并插装在偏心卡槽中;限位件上,偏心卡槽的两端分别设置有与偏心卡槽连通的偏心流

偏心轴承磨加工用夹具优化设计.pptx
汇报人:CONTENTS夹具优化设计概述夹具在偏心轴承磨加工中的重要性夹具优化设计的目标夹具优化设计的基本原则夹具结构优化设计夹具结构设计要点夹具结构改进方案夹具结构优化实例分析夹具材料优化选择夹具常用材料及其特点夹具材料的优化选择标准新型夹具材料的选用及展望夹具制造工艺改进夹具制造工艺现状分析夹具制造工艺改进措施夹具制造工艺改进实例夹具使用性能提升夹具使用性能的影响因素提升夹具使用性能的措施夹具使用性能提升实例分析夹具优化设计效果评估夹具优化设计效果评估方法夹具优化设计经济效益评估夹具优化设计社会效益评

偏心轴承磨加工用夹具优化设计.docx
偏心轴承磨加工用夹具优化设计标题:偏心轴承磨加工用夹具优化设计摘要:本论文主要研究了偏心轴承磨加工用夹具的优化设计。通过分析夹具在偏心轴承磨加工过程中的工作原理和特点,结合夹具设计的基本原则,提出了一种新型的夹具设计方案。通过优化设计夹具结构和参数,提高了夹具的刚度和稳定性,并提高了加工效率和加工质量。本研究对于提高偏心轴承磨加工的精度和效率具有一定的指导意义。关键词:偏心轴承;磨加工;夹具;优化设计;刚度;稳定性1.引言偏心轴承在工程应用中具有重要的作用,其磨加工过程对于产品质量和加工效率的影响至关重要

一种偏心轮的粗车偏心孔夹具.pdf
本发明公开了一种偏心轮的粗车偏心孔夹具,包括:座体,一侧与车床连接;两个支撑件,对称间隔连接在座体的另一侧上;至少一弹性夹头,悬挂在支撑件上,中间部位环绕偏心轮的外圆,偏心轮悬挂定位在弹性夹头上;至少一第一螺栓件,连接弹性夹头的一侧和其中一个支撑件;以及至少一第二螺栓件,连接弹性夹头的另一侧和另一个支撑件,并且第二螺栓件旋紧时,联动弹性夹头抱紧定位偏心轮;从而克服了装夹不方便,加工精度不统一的技术问题。

一种用于加工偏心套的夹具.pdf
本发明提供一种用于加工偏心套的夹具,包括连接盘、与所述连接盘安装在一起的固定盘、与所述固定盘安装在一起的转动套以及安装在所述转动套中的中心轴,所述转动套为锥形的转动套,所述转动套转动时改变所述中心轴的定位中心与机床旋转中心的距离和角度。本发明的转动套相对固定盘转动,在转动套上的分度齿轮切削过程中,夹具会产生离心力,由于转动套相对固定盘的偏移量较小,所以产生的离心力也较小,对加工精度影响几乎为零,因此,本发明提供的偏心套夹具在加工偏心套时的精度较高,对工件装夹可靠,一个夹具即可完成偏心套的加工,加工效率高且