
一种新能源汽车发动机齿轮轴闭式锻压成型工艺.pdf

含秀****66

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种新能源汽车发动机齿轮轴闭式锻压成型工艺.pdf
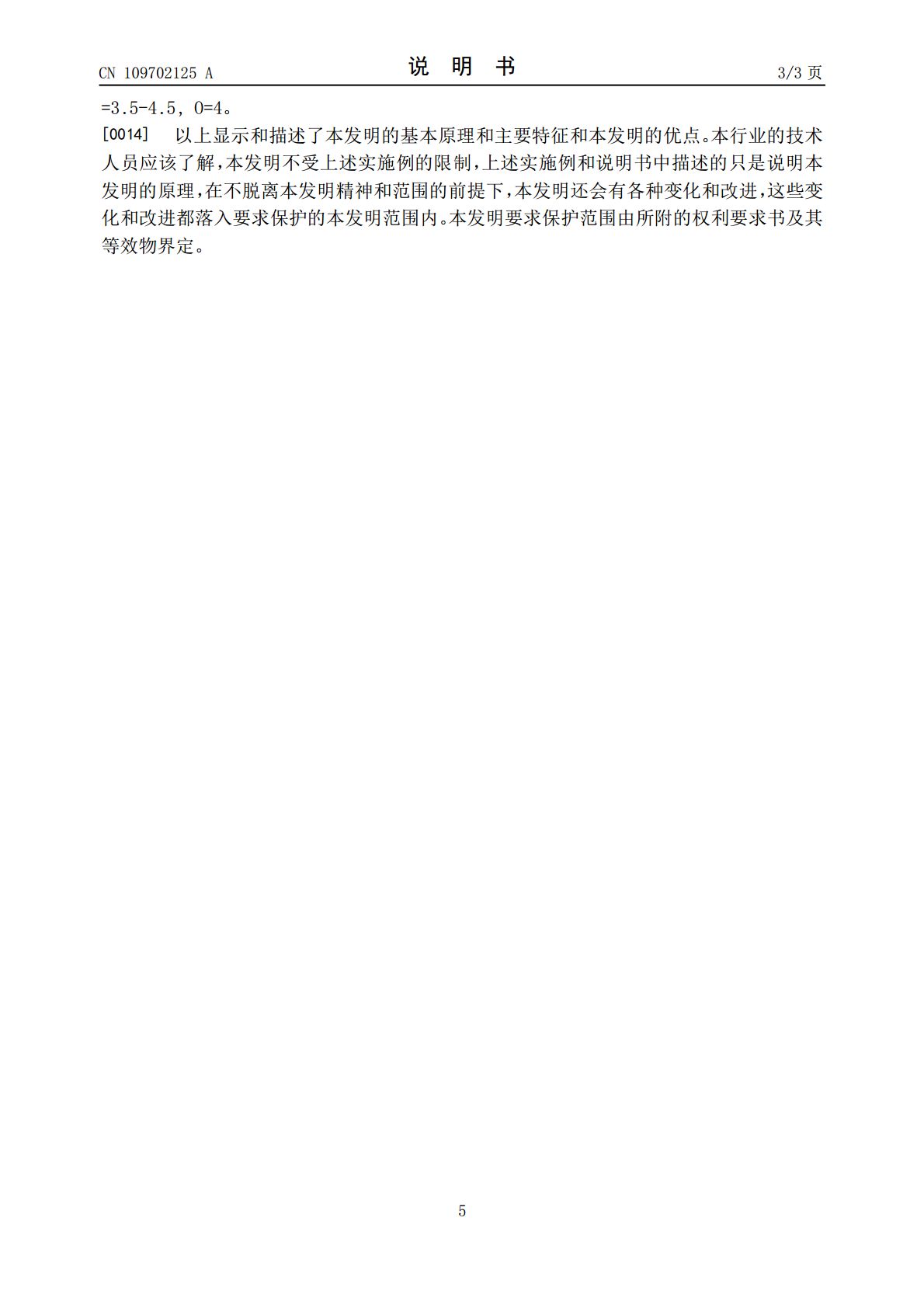
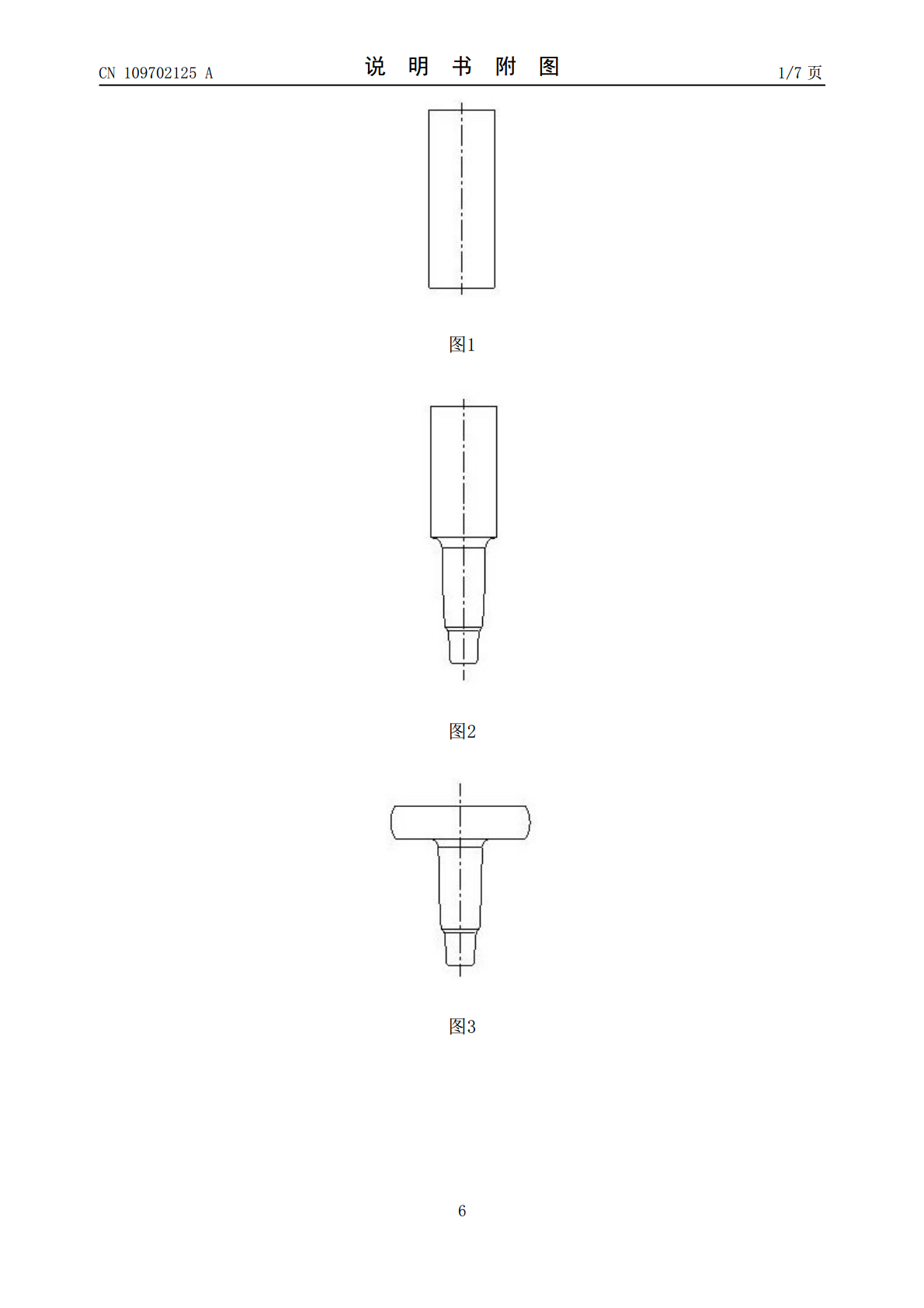
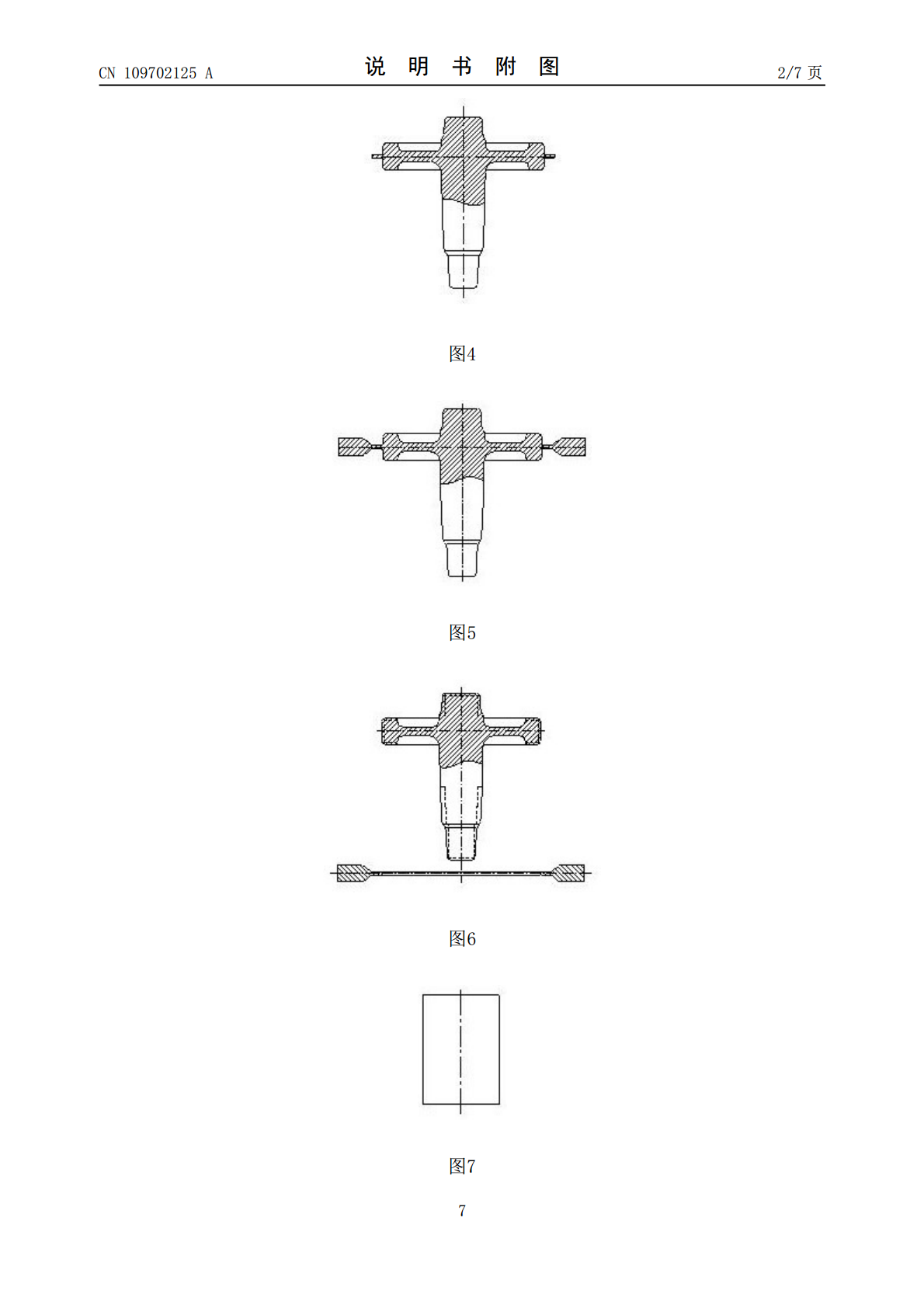
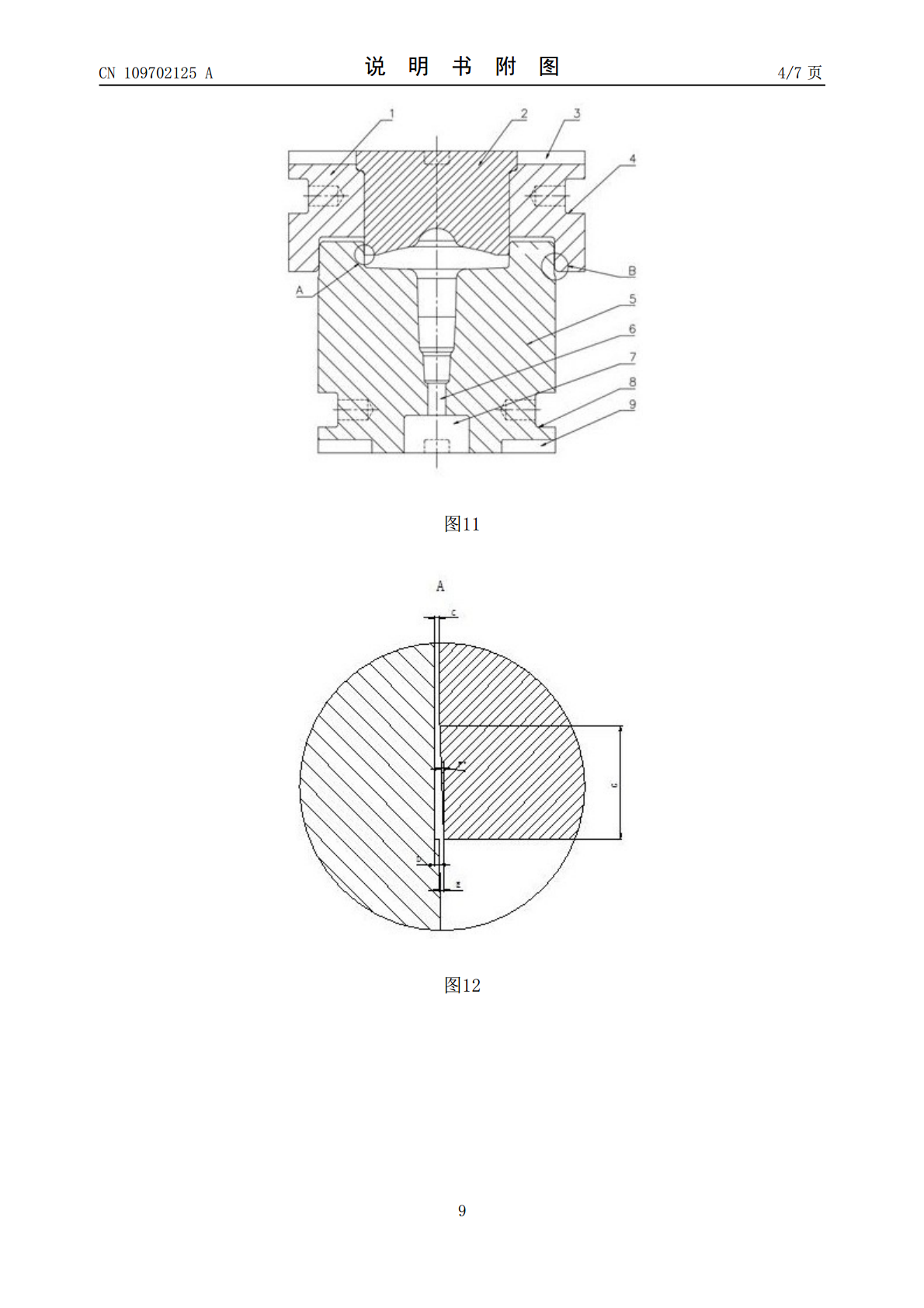
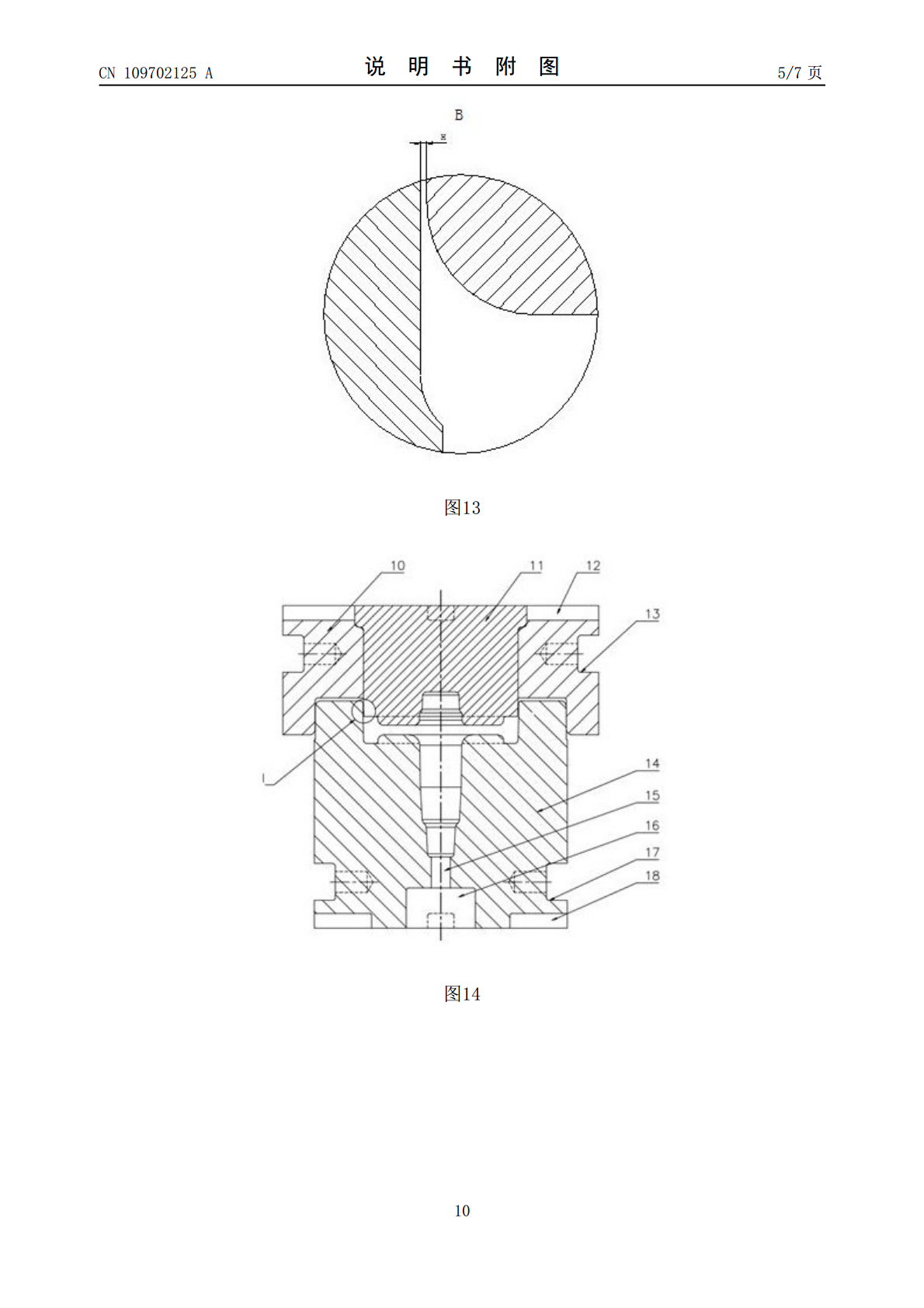
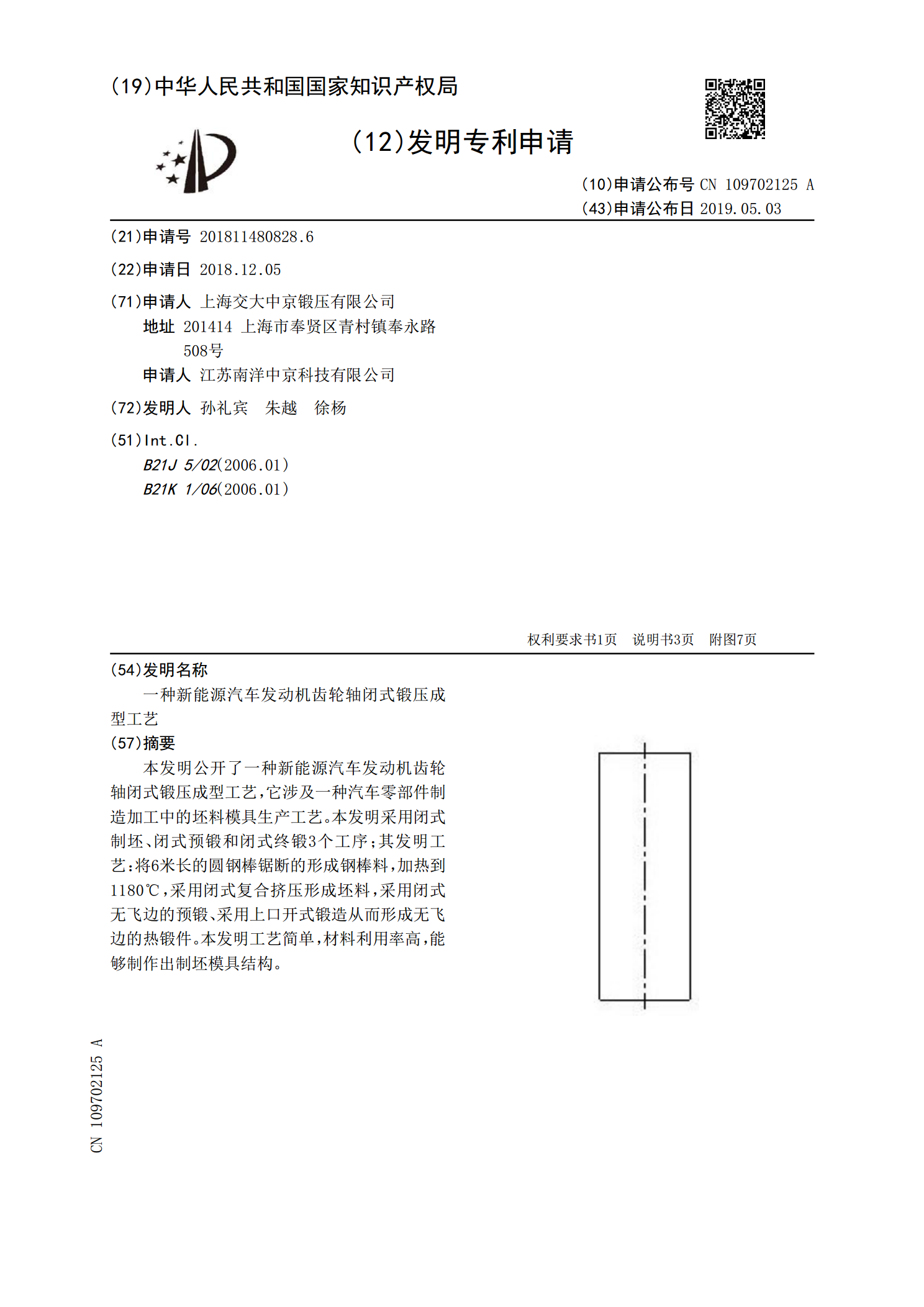
本发明公开了一种新能源汽车发动机齿轮轴闭式锻压成型工艺,它涉及一种汽车零部件制造加工中的坯料模具生产工艺。本发明采用闭式制坯、闭式预锻和闭式终锻3个工序;其发明工艺:将6米长的圆钢棒锯断的形成钢棒料,加热到1180℃,采用闭式复合挤压形成坯料,采用闭式无飞边的预锻、采用上口开式锻造从而形成无飞边的热锻件。本发明工艺简单,材料利用率高,能够制作出制坯模具结构。
新能源汽车发动机齿轮轴闭式锻压成型的坯料模具结构.pdf
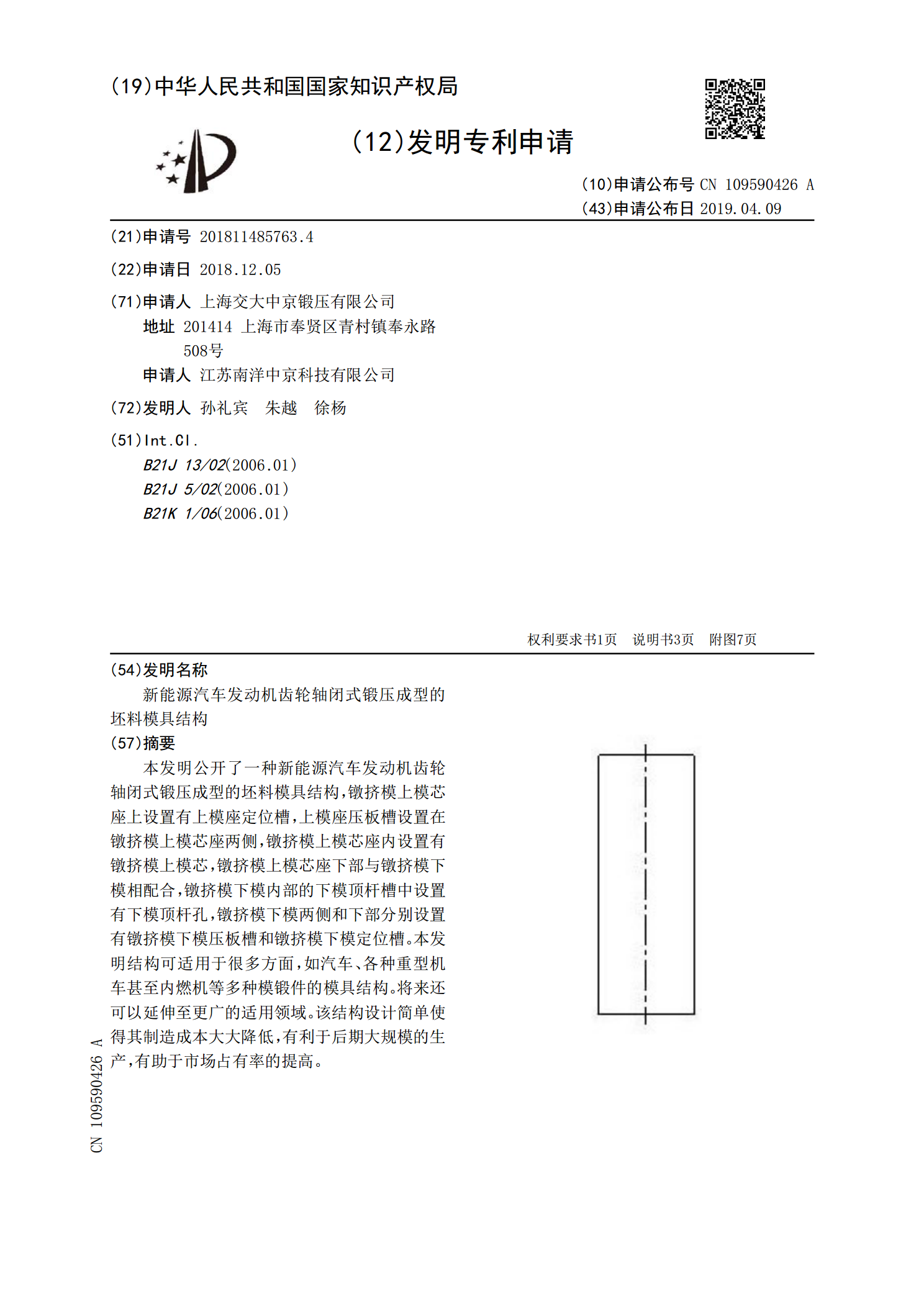
本发明公开了一种新能源汽车发动机齿轮轴闭式锻压成型的坯料模具结构,镦挤模上模芯座上设置有上模座定位槽,上模座压板槽设置在镦挤模上模芯座两侧,镦挤模上模芯座内设置有镦挤模上模芯,镦挤模上模芯座下部与镦挤模下模相配合,镦挤模下模内部的下模顶杆槽中设置有下模顶杆孔,镦挤模下模两侧和下部分别设置有镦挤模下模压板槽和镦挤模下模定位槽。本发明结构可适用于很多方面,如汽车、各种重型机车甚至内燃机等多种模锻件的模具结构。将来还可以延伸至更广的适用领域。该结构设计简单使得其制造成本大大降低,有利于后期大规模的生产,有助于市
一种输出齿轮轴的闭式挤压成型工艺及其锻压模具.pdf
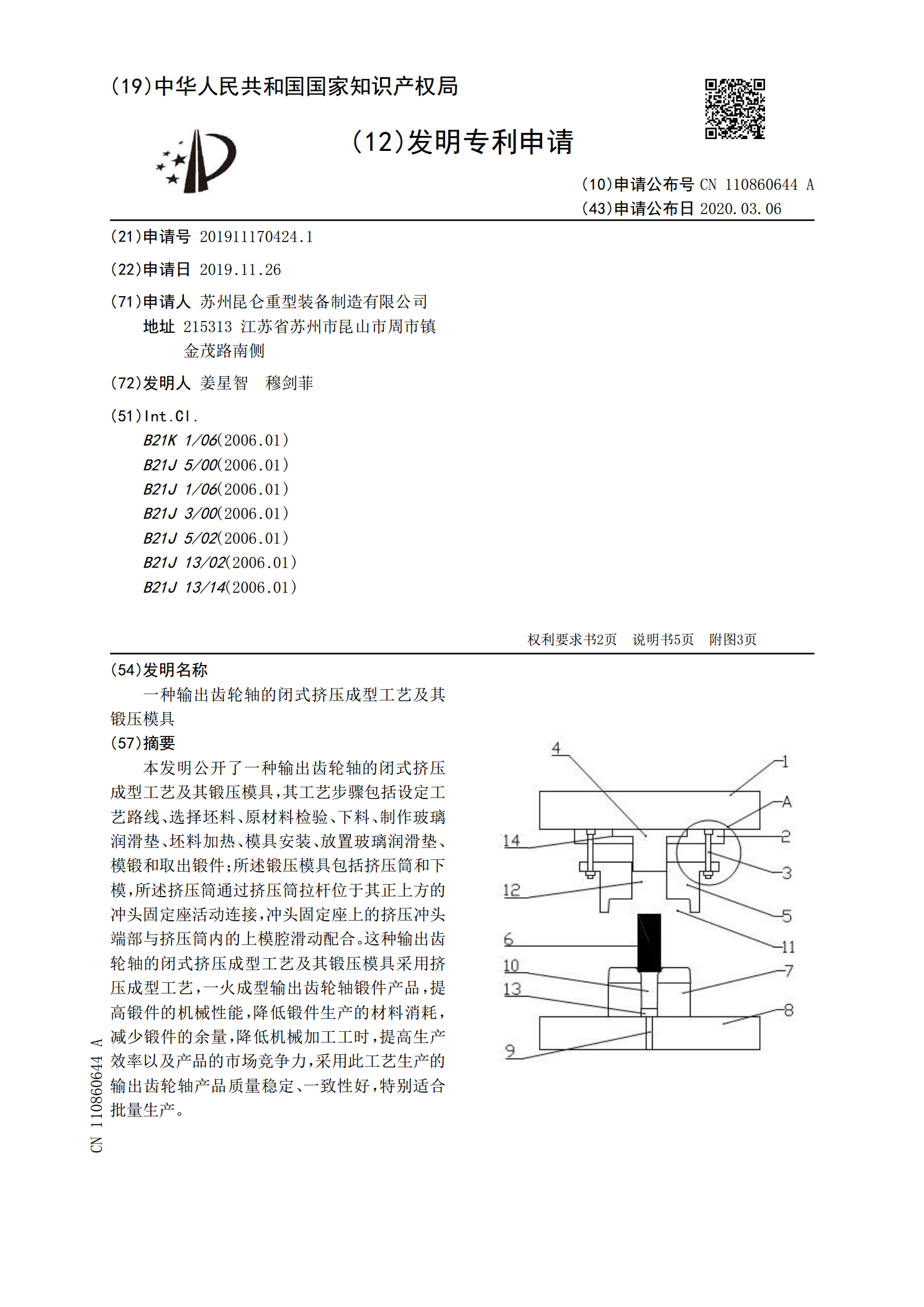
本发明公开了一种输出齿轮轴的闭式挤压成型工艺及其锻压模具,其工艺步骤包括设定工艺路线、选择坯料、原材料检验、下料、制作玻璃润滑垫、坯料加热、模具安装、放置玻璃润滑垫、模锻和取出锻件;所述锻压模具包括挤压筒和下模,所述挤压筒通过挤压筒拉杆位于其正上方的冲头固定座活动连接,冲头固定座上的挤压冲头端部与挤压筒内的上模腔滑动配合。这种输出齿轮轴的闭式挤压成型工艺及其锻压模具采用挤压成型工艺,一火成型输出齿轮轴锻件产品,提高锻件的机械性能,降低锻件生产的材料消耗,减少锻件的余量,降低机械加工工时,提高生产效率以及产

一种齿轮轴向闭式辗压成型工艺.pdf
本发明属于齿轮成型工艺技术领域,具体涉及一种齿轮轴向闭式辗压成型工艺,包括:1)齿轮预制坯模具及齿轮模具设计,2)齿轮预制坯轴向闭式辗压成型,3)齿轮轴向闭式辗压成型,4)对步骤3获得的带毛边槽及无连皮的齿轮毛坯进行切边、热处理、表面处理,获得最终的齿轮构件,成型效率高、精度高、生产简单并且能够在低载荷下制造出复杂形状齿轮。
半闭式汽车变速箱齿轮锻压成型模具.pdf
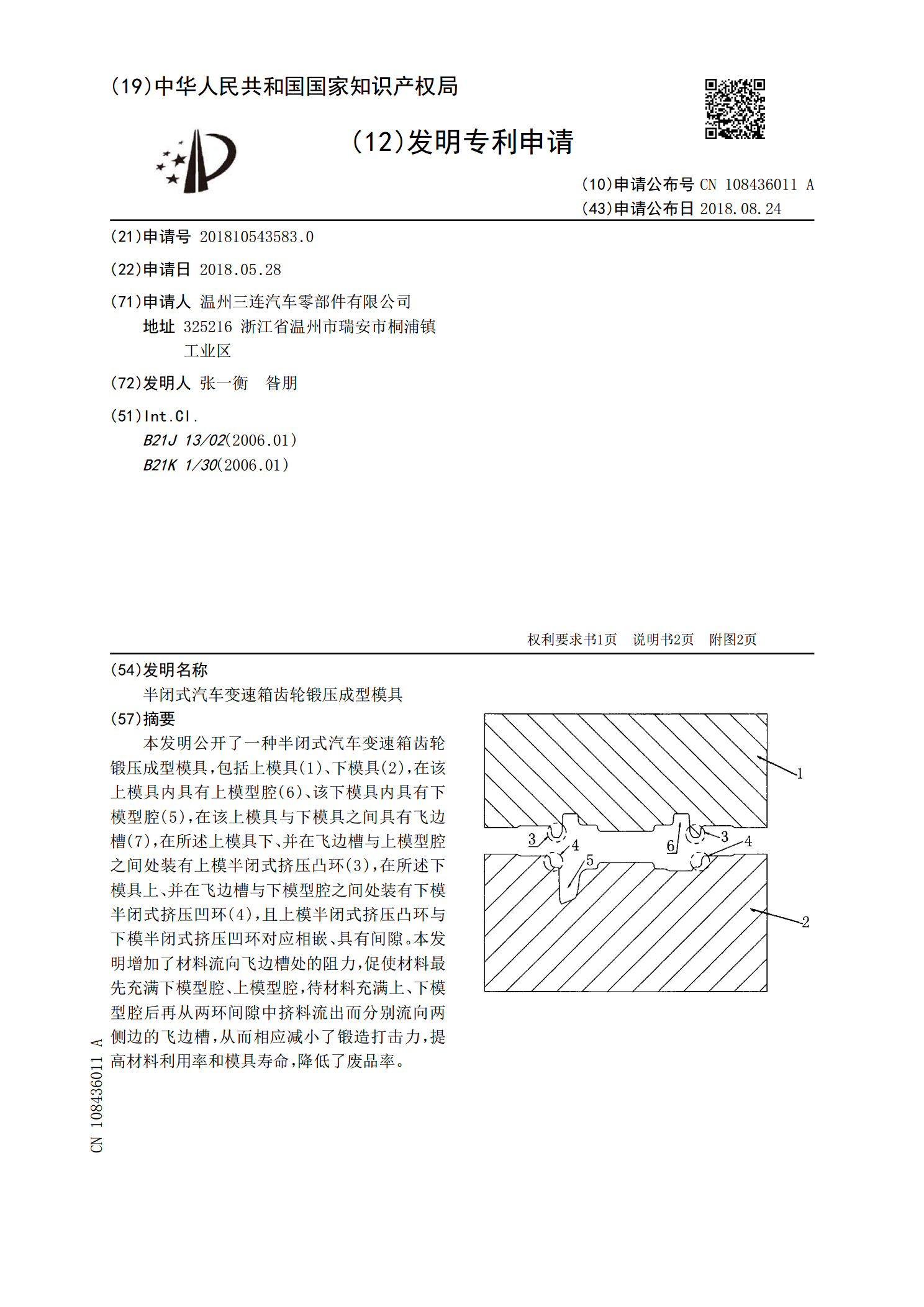
本发明公开了一种半闭式汽车变速箱齿轮锻压成型模具,包括上模具(1)、下模具(2),在该上模具内具有上模型腔(6)、该下模具内具有下模型腔(5),在该上模具与下模具之间具有飞边槽(7),在所述上模具下、并在飞边槽与上模型腔之间处装有上模半闭式挤压凸环(3),在所述下模具上、并在飞边槽与下模型腔之间处装有下模半闭式挤压凹环(4),且上模半闭式挤压凸环与下模半闭式挤压凹环对应相嵌、具有间隙。本发明增加了材料流向飞边槽处的阻力,促使材料最先充满下模型腔、上模型腔,待材料充满上、下模型腔后再从两环间隙中挤料流出而分