
一种同步三辊斜轧装置.pdf

光誉****君哥

1/10
2/10
3/10
4/10
5/10
6/10

7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种同步三辊斜轧装置.pdf
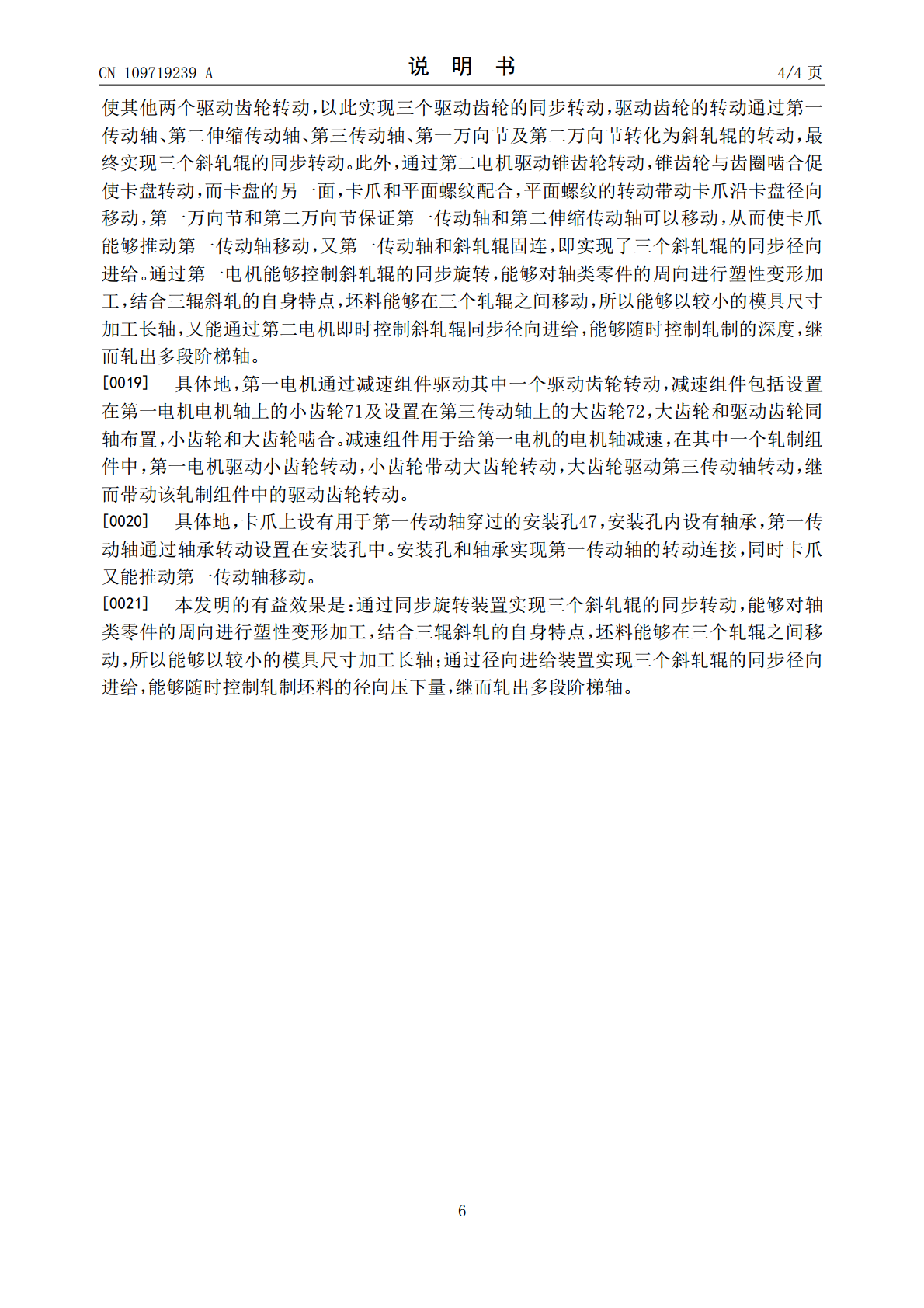
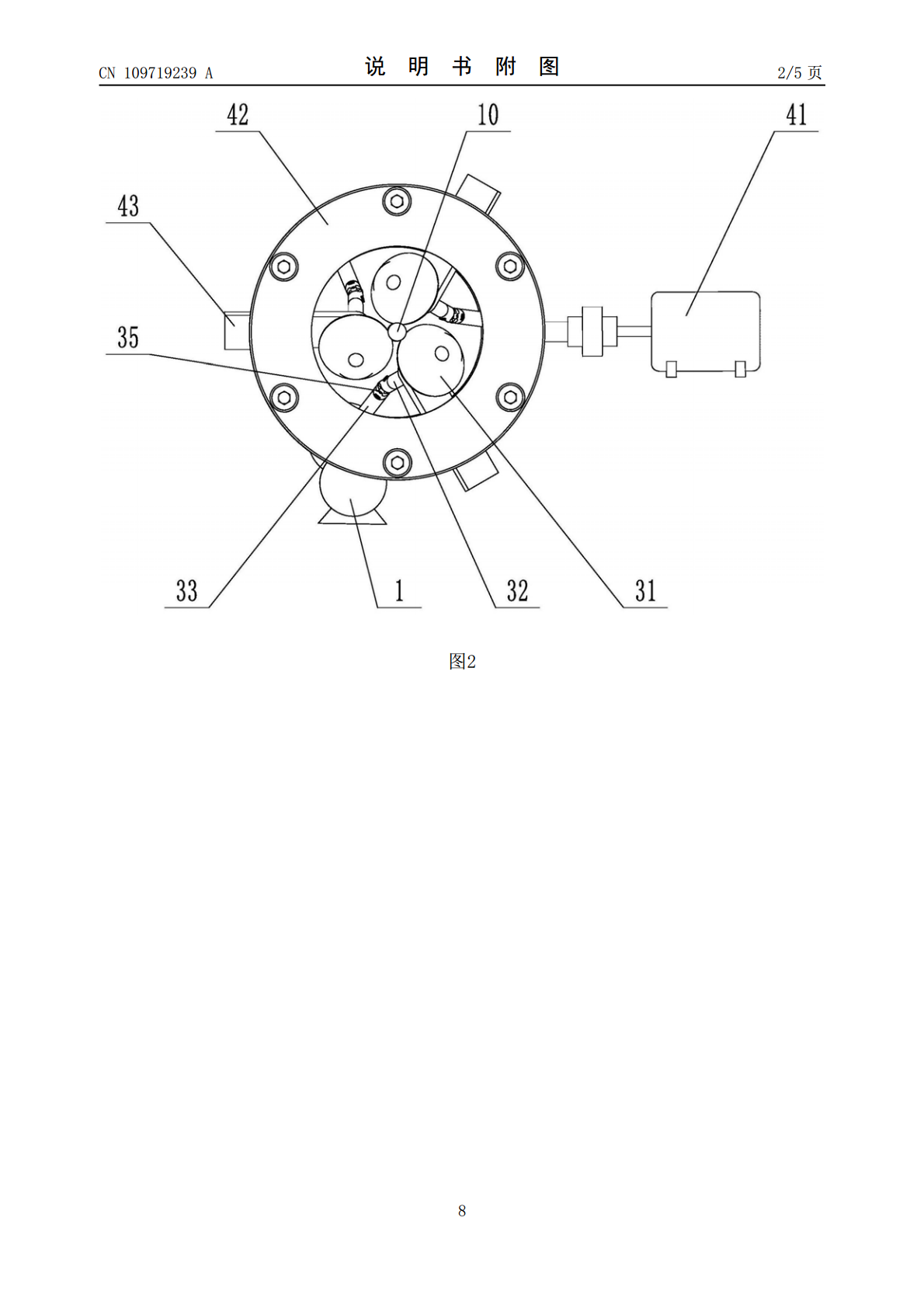
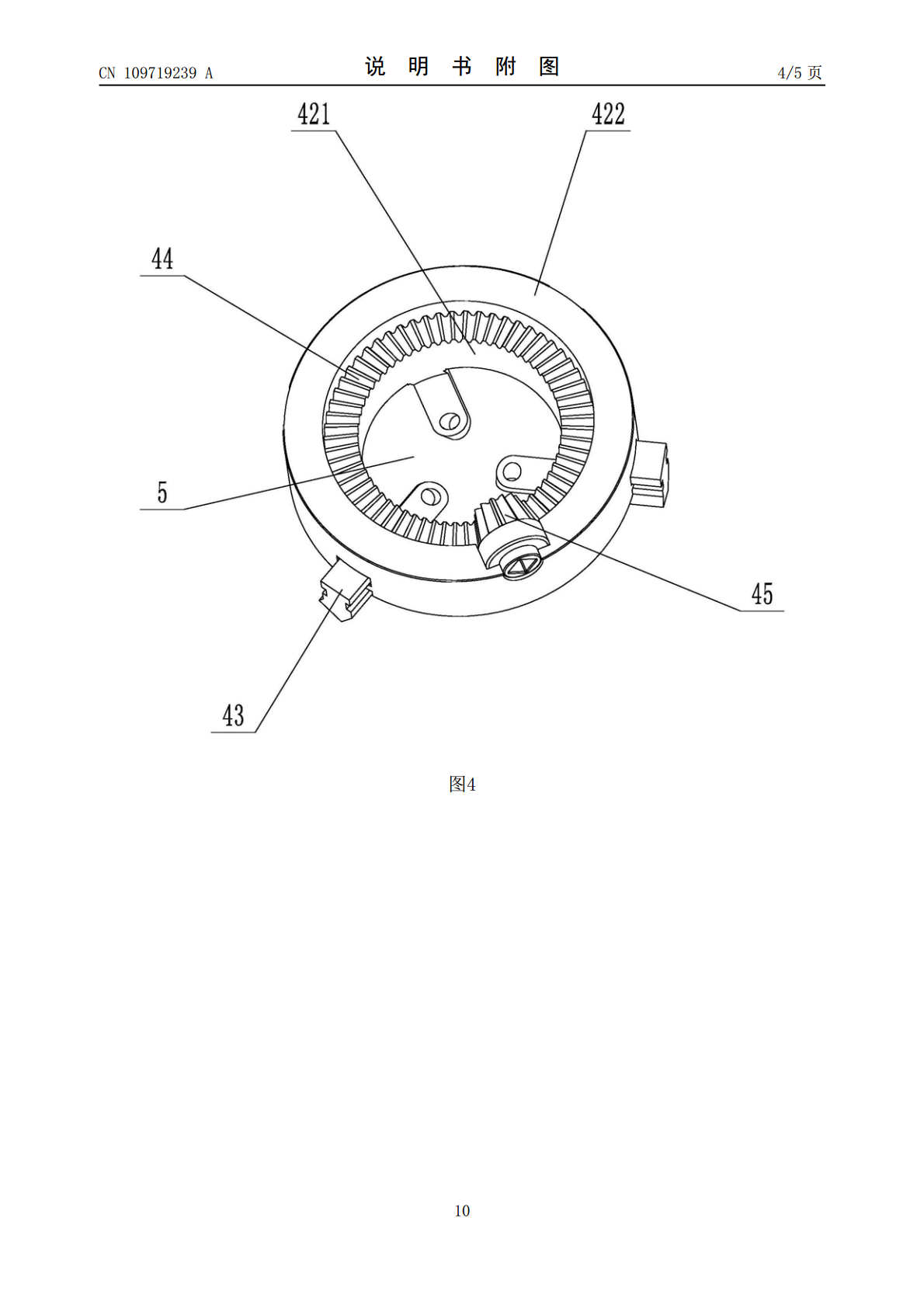
本发明涉及轧制设备领域,尤其涉及一种同步三辊斜轧装置。它包括同步旋转装置及径向进给装置,同步旋转装置包括第一电机、同步齿轮及轧制组件,第一传动轴与第二伸缩传动轴之间、第二伸缩传动轴与第三传动轴之间通过万向节相连,斜轧辊固定在第一传动轴的端部,第三传动轴的端部固定有驱动齿轮,第一电机驱动其中一个驱动齿轮转动;径向进给装置包括第二电机、卡盘及可沿卡盘径向滑动的卡爪,第一传动轴转动设置在卡爪上,卡盘的一侧端面上设有齿圈,第二电机上设有锥齿轮,卡盘的另一侧端面上设有平面螺纹。本发明通过控制斜轧辊的同步旋转和径向进
一种轴类件加工用三辊斜轧装置.pdf
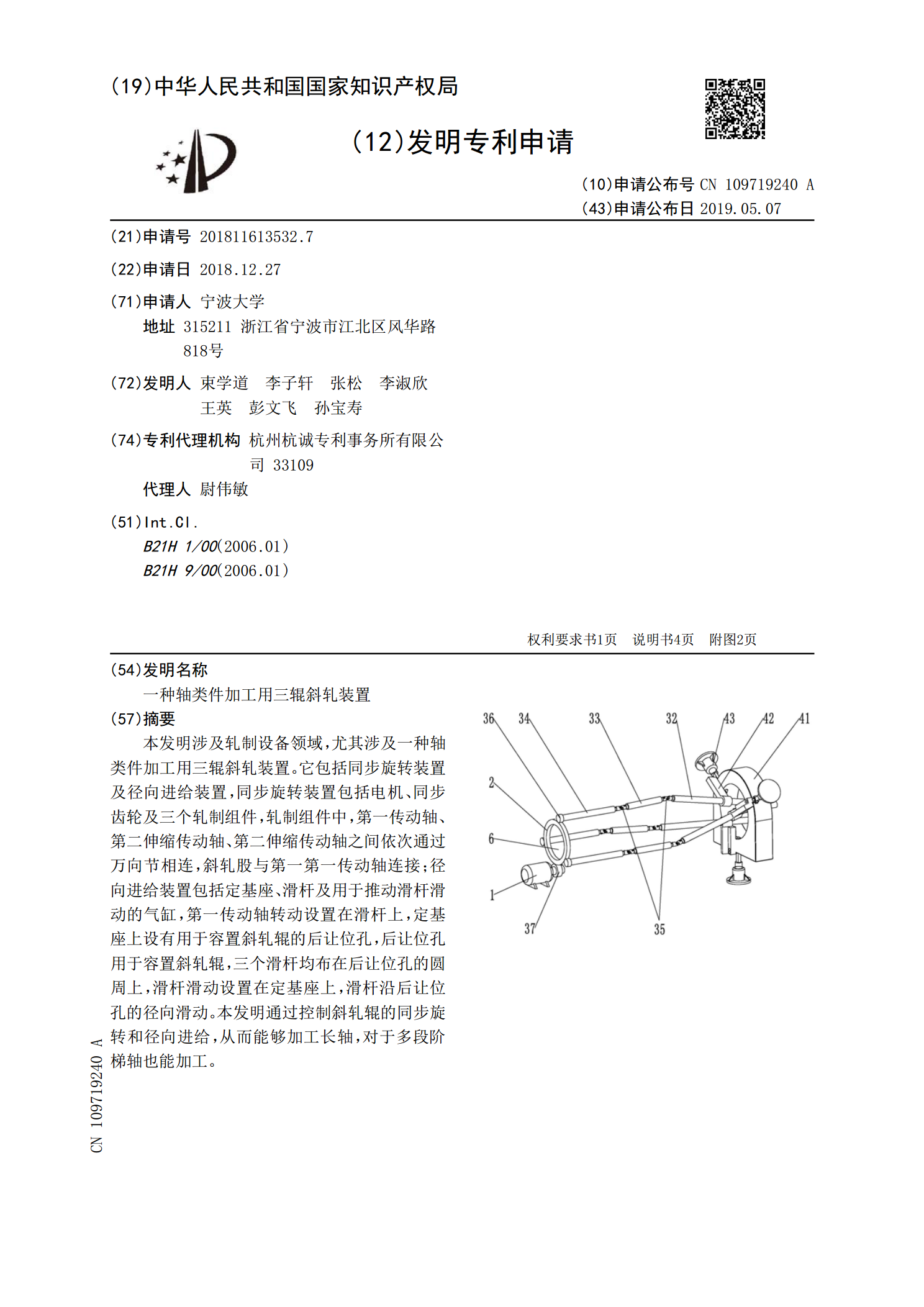
本发明涉及轧制设备领域,尤其涉及一种轴类件加工用三辊斜轧装置。它包括同步旋转装置及径向进给装置,同步旋转装置包括电机、同步齿轮及三个轧制组件,轧制组件中,第一传动轴、第二伸缩传动轴、第二伸缩传动轴之间依次通过万向节相连,斜轧股与第一第一传动轴连接;径向进给装置包括定基座、滑杆及用于推动滑杆滑动的气缸,第一传动轴转动设置在滑杆上,定基座上设有用于容置斜轧辊的后让位孔,后让位孔用于容置斜轧辊,三个滑杆均布在后让位孔的圆周上,滑杆滑动设置在定基座上,滑杆沿后让位孔的径向滑动。本发明通过控制斜轧辊的同步旋转和径向

一种三辊式斜轧机的送进角调整装置.pdf
本发明公开了一种三辊式斜轧机的送进角调整装置,解决了现有技术存在的三个轧辊的送进角的调整不能同步同精度进行的问题。包括在上机架(1)上分别固定设置的双输出轴驱动电机(6),三个蜗轮升降机,双输出轴驱动电机(6)依次通过三个联轴器分别依次与三个涡轮升降机的输入轴连接在一起,三个蜗轮升降机分别通过各自的摆杆和铰链与三个转鼓装置连接在一起,3套摆杆装置按设定的方向同步摆动,本发明实现了三辊式斜轧机送进角的同步集中调整。
一种联动式三辊斜轧机.pdf
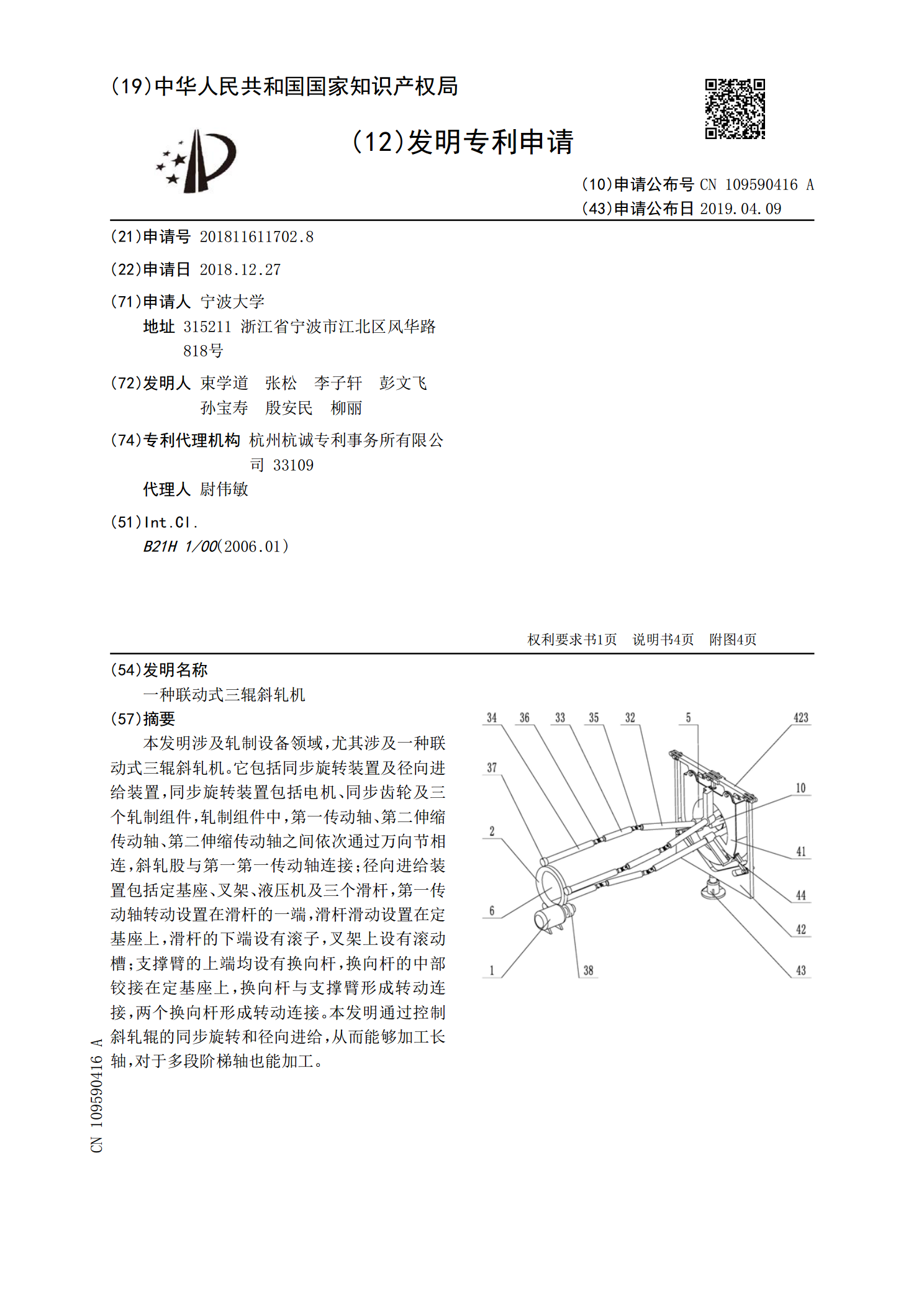
本发明涉及轧制设备领域,尤其涉及一种联动式三辊斜轧机。它包括同步旋转装置及径向进给装置,同步旋转装置包括电机、同步齿轮及三个轧制组件,轧制组件中,第一传动轴、第二伸缩传动轴、第二伸缩传动轴之间依次通过万向节相连,斜轧股与第一第一传动轴连接;径向进给装置包括定基座、叉架、液压机及三个滑杆,第一传动轴转动设置在滑杆的一端,滑杆滑动设置在定基座上,滑杆的下端设有滚子,叉架上设有滚动槽;支撑臂的上端均设有换向杆,换向杆的中部铰接在定基座上,换向杆与支撑臂形成转动连接,两个换向杆形成转动连接。本发明通过控制斜轧辊的

一种铝管三辊斜轧机组轧辊.pdf
本发明涉及铝管加工设备领域,具体是一种铝管三辊斜轧机组轧辊,具有辊体,辊体两端设有与该辊体处于同一中心线辊轴,其特征在于:辊体沿辊峰一左一右分为进料侧和出料侧,所述进料侧为直径沿着进料方向逐渐增大的圆形锥体A,圆形锥体A的锥面在水平方向上形成的进料角α为7°,所述出料侧依次由直径沿着出料方向逐渐减小的圆形锥体B和圆形锥体C构成,所述圆形锥体B和圆形锥体C的锥面在水平方向上形成的出料角β和出料角θ分别为13°和4°;本发明辊体耐磨性更高、进料稳定、轧制出的荒管纹路美观均匀,具有良好的应用前景。