
一种铝管三辊斜轧机组轧辊.pdf

书生****专家

1/5

2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种铝管三辊斜轧机组轧辊.pdf
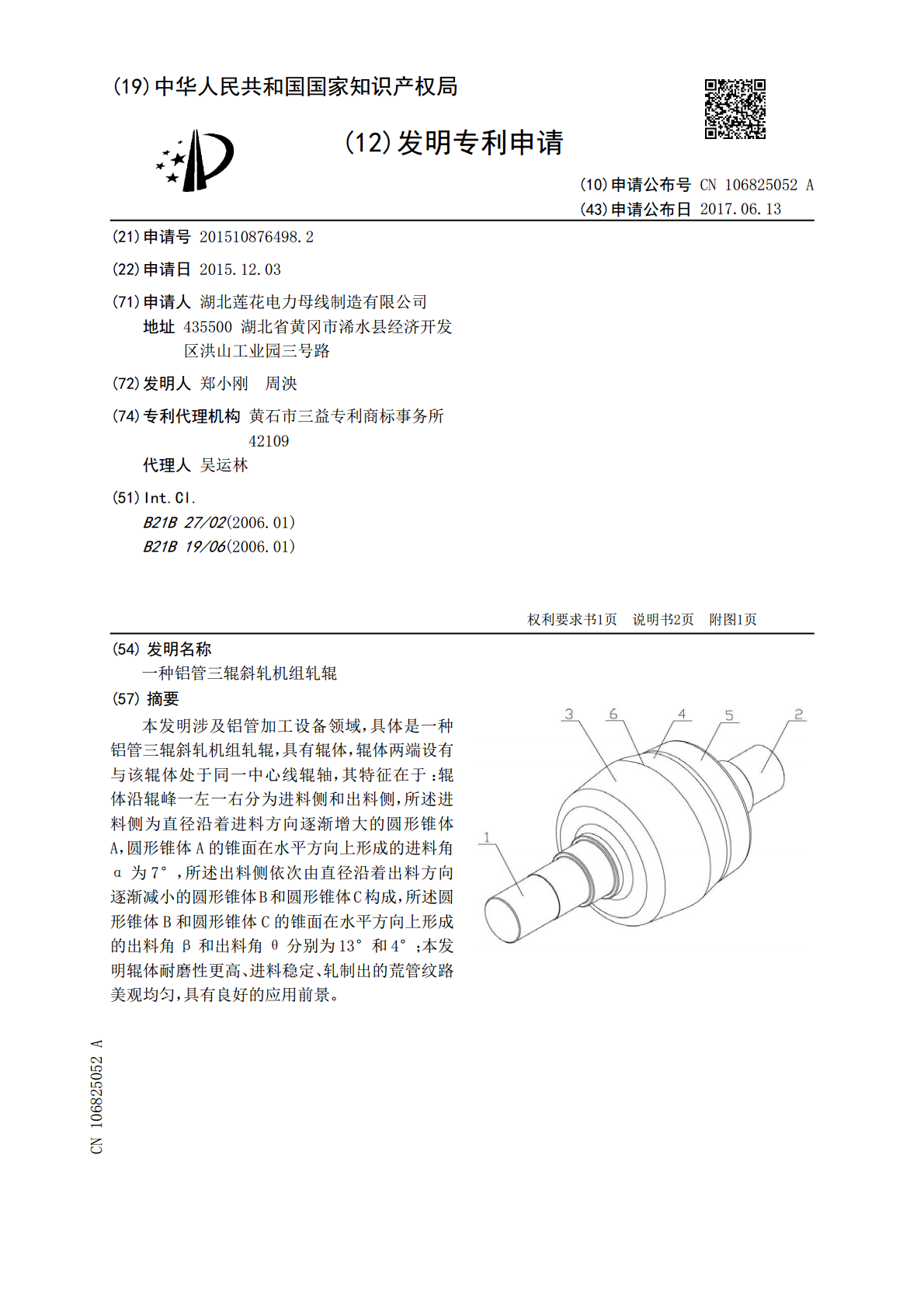
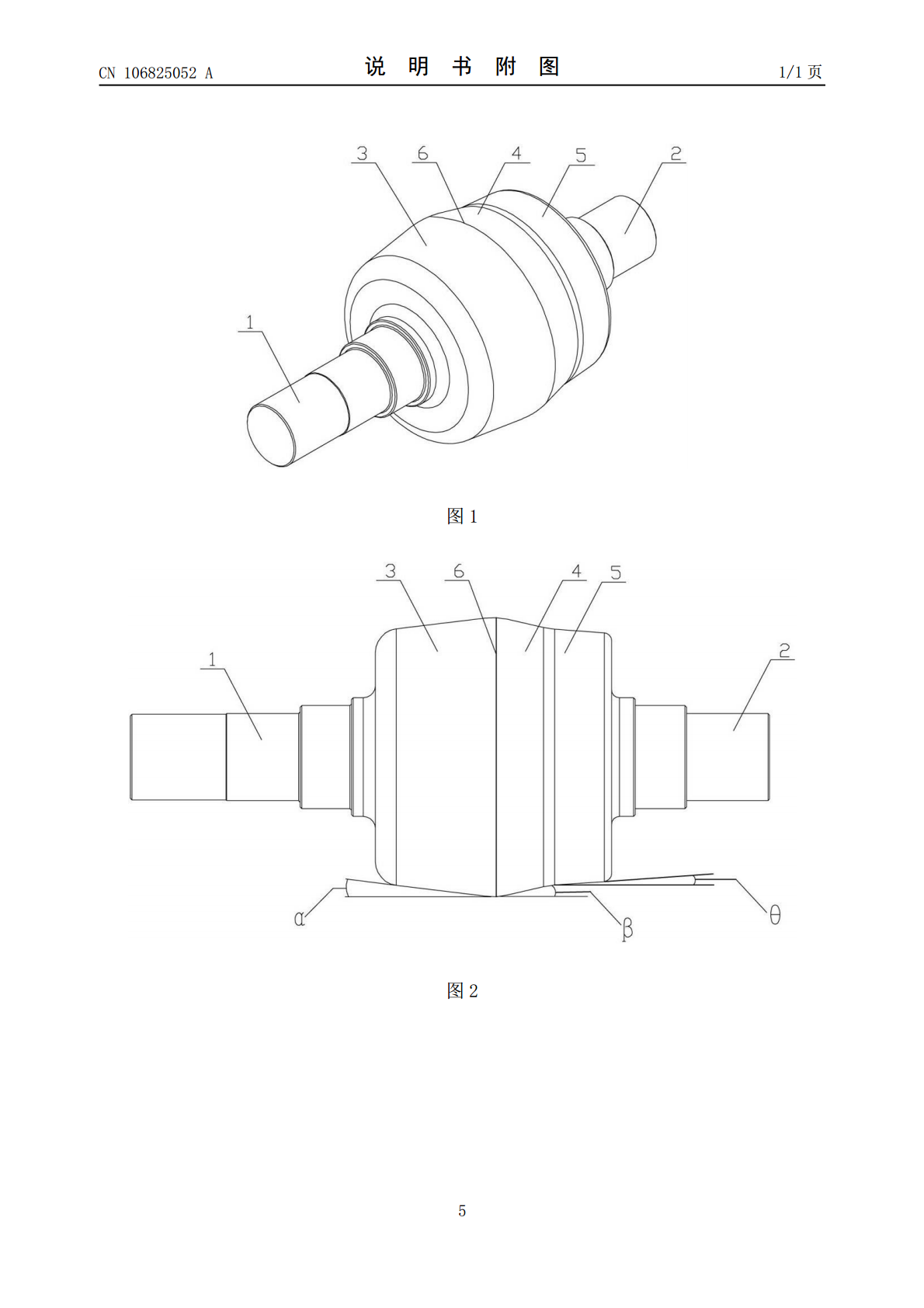
本发明涉及铝管加工设备领域,具体是一种铝管三辊斜轧机组轧辊,具有辊体,辊体两端设有与该辊体处于同一中心线辊轴,其特征在于:辊体沿辊峰一左一右分为进料侧和出料侧,所述进料侧为直径沿着进料方向逐渐增大的圆形锥体A,圆形锥体A的锥面在水平方向上形成的进料角α为7°,所述出料侧依次由直径沿着出料方向逐渐减小的圆形锥体B和圆形锥体C构成,所述圆形锥体B和圆形锥体C的锥面在水平方向上形成的出料角β和出料角θ分别为13°和4°;本发明辊体耐磨性更高、进料稳定、轧制出的荒管纹路美观均匀,具有良好的应用前景。

基于网络的斜轧轧辊辊形虚拟设计.docx
基于网络的斜轧轧辊辊形虚拟设计一、前言斜轧轧辊作为轧制金属材料的主要工具之一,在金属加工过程中发挥着至关重要的作用。随着大型机械化生产的普及,传统的手工制造方法已经无法满足生产的需求,因此,采用基于网络的虚拟设计方式对斜轧轧辊进行设计和优化具有重要的意义。本文将从斜轧轧辊工作原理、传统设计方法以及基于网络的虚拟设计方式三个方面进行阐述。二、斜轧轧辊的工作原理斜轧轧辊是一种将金属材料轧制成带有斜角的工具。其工作原理基于材料在斜轧轧辊两侧之间发生挤压变形的过程。斜轧轧辊轧制出的金属带可以被用于制造汽车车轮、建

一种同步三辊斜轧装置.pdf
本发明涉及轧制设备领域,尤其涉及一种同步三辊斜轧装置。它包括同步旋转装置及径向进给装置,同步旋转装置包括第一电机、同步齿轮及轧制组件,第一传动轴与第二伸缩传动轴之间、第二伸缩传动轴与第三传动轴之间通过万向节相连,斜轧辊固定在第一传动轴的端部,第三传动轴的端部固定有驱动齿轮,第一电机驱动其中一个驱动齿轮转动;径向进给装置包括第二电机、卡盘及可沿卡盘径向滑动的卡爪,第一传动轴转动设置在卡爪上,卡盘的一侧端面上设有齿圈,第二电机上设有锥齿轮,卡盘的另一侧端面上设有平面螺纹。本发明通过控制斜轧辊的同步旋转和径向进
一种联动式三辊斜轧机.pdf
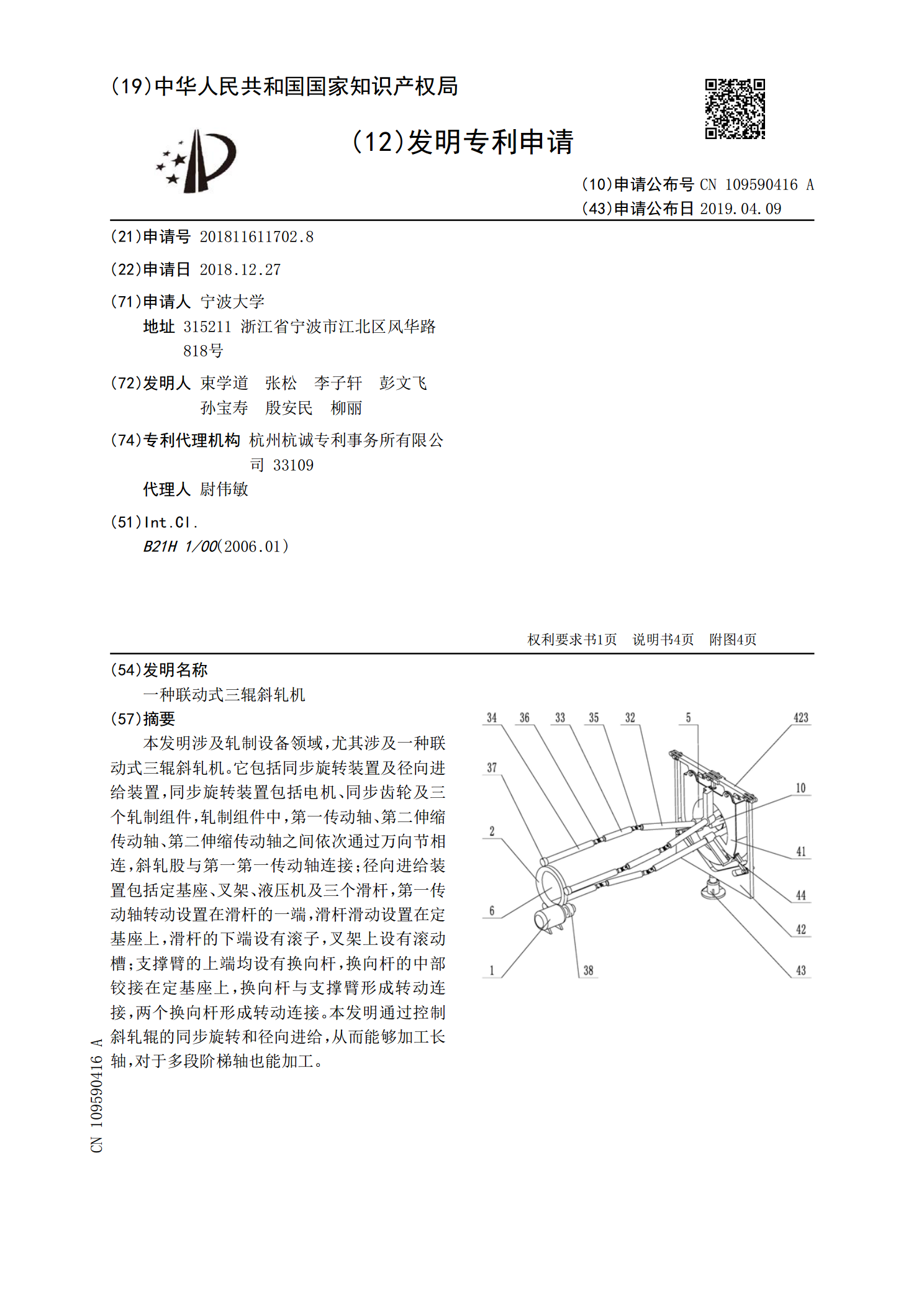
本发明涉及轧制设备领域,尤其涉及一种联动式三辊斜轧机。它包括同步旋转装置及径向进给装置,同步旋转装置包括电机、同步齿轮及三个轧制组件,轧制组件中,第一传动轴、第二伸缩传动轴、第二伸缩传动轴之间依次通过万向节相连,斜轧股与第一第一传动轴连接;径向进给装置包括定基座、叉架、液压机及三个滑杆,第一传动轴转动设置在滑杆的一端,滑杆滑动设置在定基座上,滑杆的下端设有滚子,叉架上设有滚动槽;支撑臂的上端均设有换向杆,换向杆的中部铰接在定基座上,换向杆与支撑臂形成转动连接,两个换向杆形成转动连接。本发明通过控制斜轧辊的

一种带有轧辊平衡装置的三辊轧机轧辊机架和三辊轧机.pdf
本发明提供了一种带有轧辊平衡装置的三辊轧机轧辊机架和三辊轧机,所述带有轧辊平衡装置的三辊轧机轧辊机架包括内框架(1),内框架(1)含有前后间隔设置的两块侧板(8),两块侧板(8)之间设有三套轧辊单元,所述轧辊单元含有轧辊组件和轧辊平衡装置(4),当所述轧辊组件受到指向轧制中心线方向的压力时,轧辊平衡装置(4)能够给所述轧辊组件提供所述压力的反作用力。所述三辊轧机轧辊机架一方面避免了杠杆型轧辊机架在调整范围内三个轧辊中心与机架中心无法完全重合问题,另一方面解决了垂直压下型轧辊机架不适用于侧向换辊及换辊操作复