
一种自动包边设备.pdf

兴朝****45


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种自动包边设备.pdf
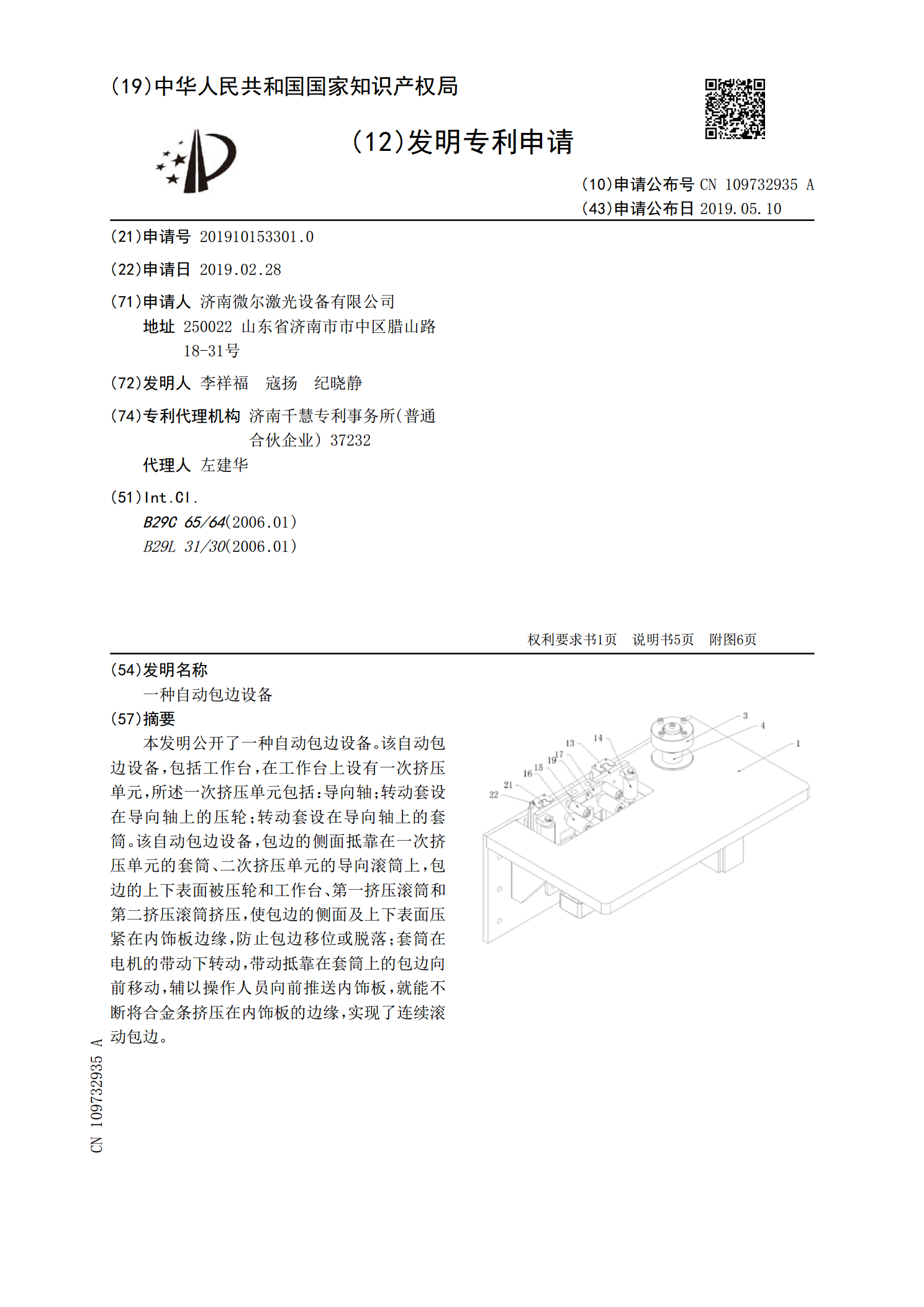
本发明公开了一种自动包边设备。该自动包边设备,包括工作台,在工作台上设有一次挤压单元,所述一次挤压单元包括:导向轴;转动套设在导向轴上的压轮;转动套设在导向轴上的套筒。该自动包边设备,包边的侧面抵靠在一次挤压单元的套筒、二次挤压单元的导向滚筒上,包边的上下表面被压轮和工作台、第一挤压滚筒和第二挤压滚筒挤压,使包边的侧面及上下表面压紧在内饰板边缘,防止包边移位或脱落;套筒在电机的带动下转动,带动抵靠在套筒上的包边向前移动,辅以操作人员向前推送内饰板,就能不断将合金条挤压在内饰板的边缘,实现了连续滚动包边。

一种曲面自动包边设备.pdf
本实用新型提供一种曲面自动包边设备,包括机台,其特征在于:所述机台设有用于放置代加工物料的下治具、活动端沿竖直方向上运动的第一驱动件、活动端沿水平方向上运动的第二驱动件;其中,所述第二驱动件有四个,按照前后左右四个方向设置,且四个第二驱动的活动端均朝向下治具,所述下治具位于第一驱动件的活动端的正上方,所述第一驱动件用于驱动下模具上下移动,所述第二驱动件用于对待加工物料进行折边,本实用新型避免人为因素造成的粘合质量缺陷,减小人工成本,省时省力。
一种自动包边设备执行机构.pdf
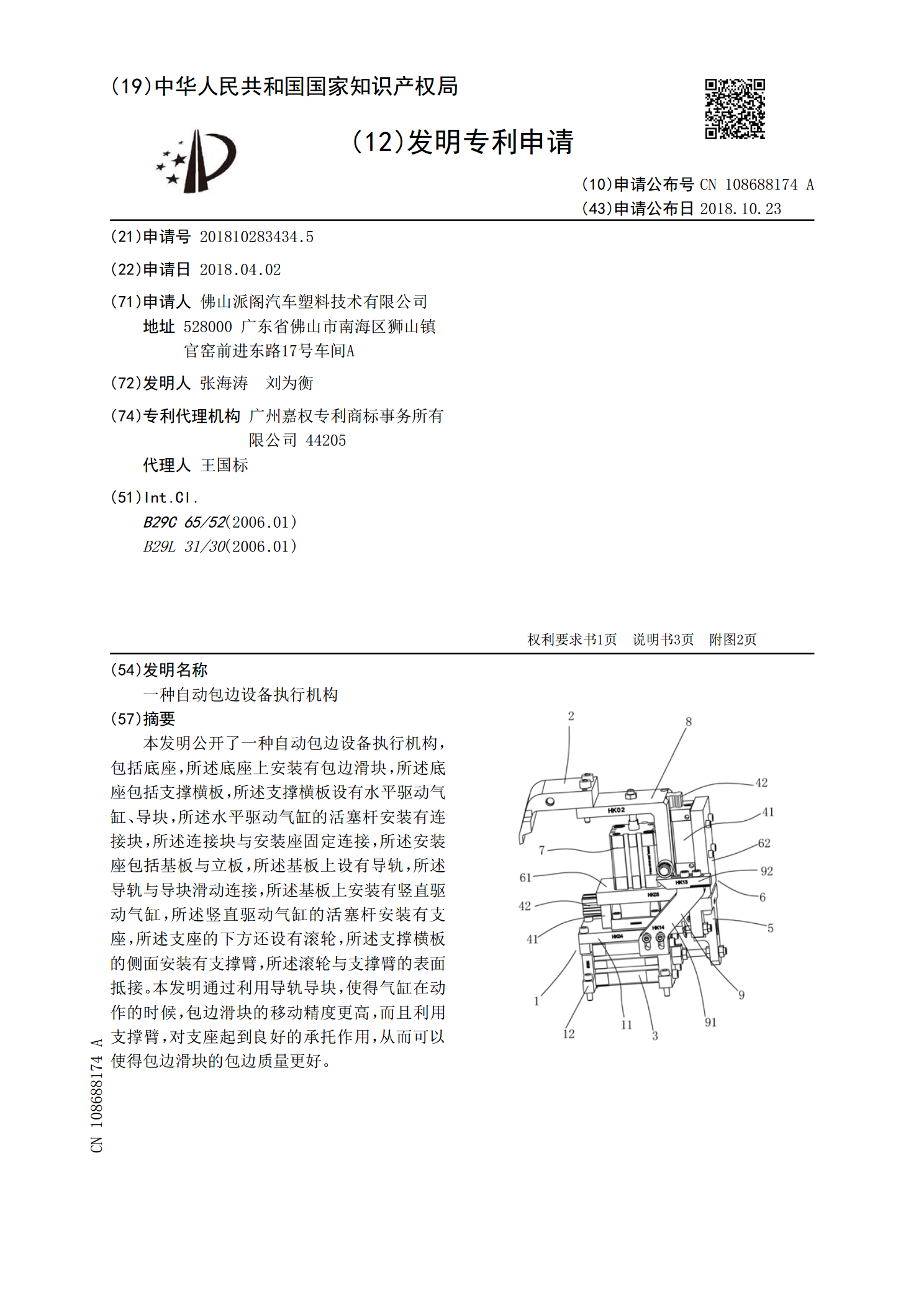
本发明公开了一种自动包边设备执行机构,包括底座,所述底座上安装有包边滑块,所述底座包括支撑横板,所述支撑横板设有水平驱动气缸、导块,所述水平驱动气缸的活塞杆安装有连接块,所述连接块与安装座固定连接,所述安装座包括基板与立板,所述基板上设有导轨,所述导轨与导块滑动连接,所述基板上安装有竖直驱动气缸,所述竖直驱动气缸的活塞杆安装有支座,所述支座的下方还设有滚轮,所述支撑横板的侧面安装有支撑臂,所述滚轮与支撑臂的表面抵接。本发明通过利用导轨导块,使得气缸在动作的时候,包边滑块的移动精度更高,而且利用支撑臂,对支
一种智能自动模板锁边或包边缝制设备.pdf
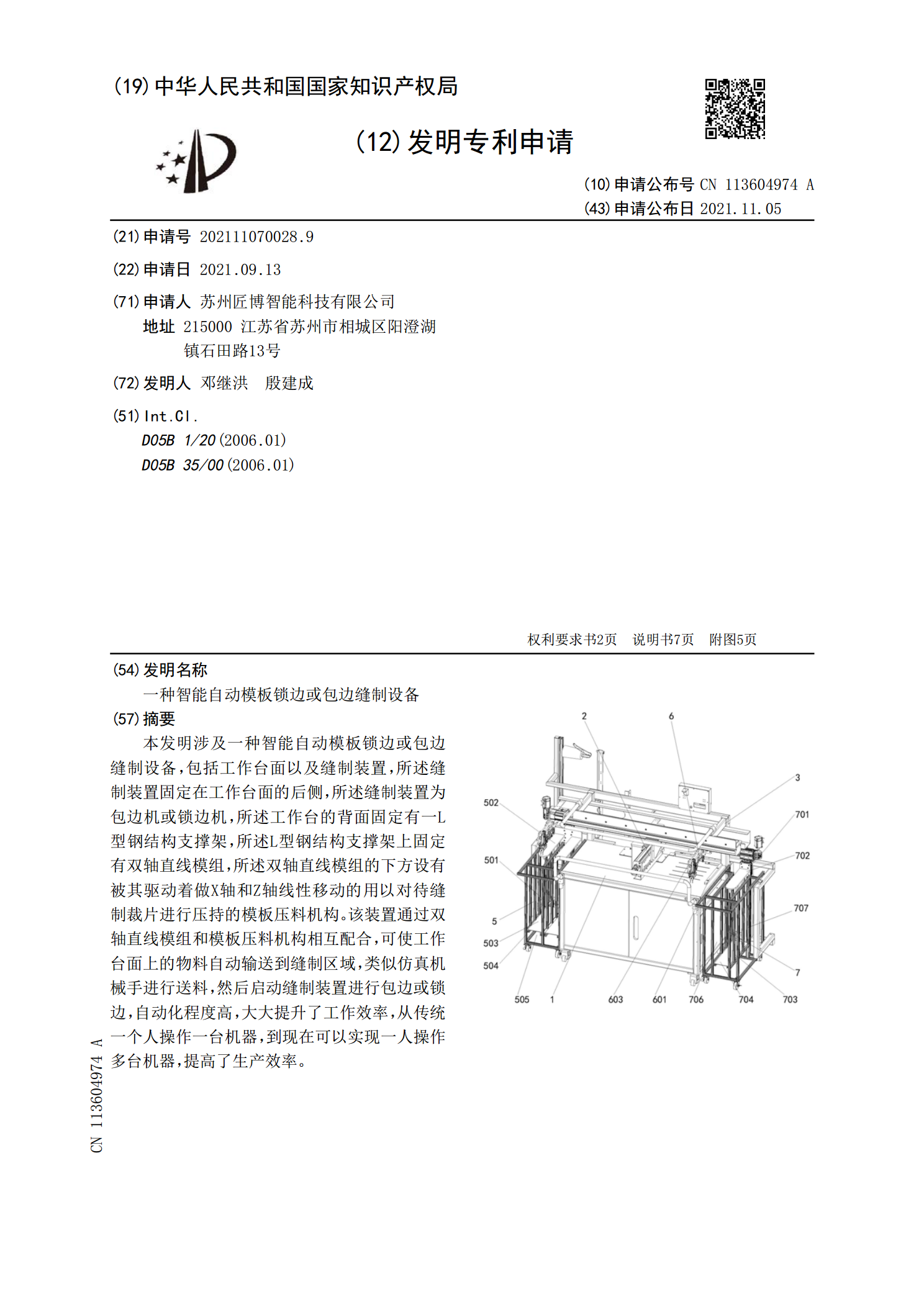
本发明涉及一种智能自动模板锁边或包边缝制设备,包括工作台面以及缝制装置,所述缝制装置固定在工作台面的后侧,所述缝制装置为包边机或锁边机,所述工作台的背面固定有一L型钢结构支撑架,所述L型钢结构支撑架上固定有双轴直线模组,所述双轴直线模组的下方设有被其驱动着做X轴和Z轴线性移动的用以对待缝制裁片进行压持的模板压料机构。该装置通过双轴直线模组和模板压料机构相互配合,可使工作台面上的物料自动输送到缝制区域,类似仿真机械手进行送料,然后启动缝制装置进行包边或锁边,自动化程度高,大大提升了工作效率,从传统一个人操作

一种备胎盖板自动包边工装及其包边方法.pdf
本发明涉及一种备胎盖板自动包边工装及其包边方法,包括工作台、后立板,工作台上固定有面料折板,面料折板的上侧设有下推气缸,下推气缸的输出端连接有压料板,工作台上设有合围在面料折板周向上的翻边机构,面料折板与压料板之间设有同时进行基材和面料上料的输送机构;翻边机构包括四个包边滑块、凸轮、小齿轮、内外齿圈、主动齿轮、电机;输送机构包括水平移动机构、与水平移动机构相连的上料机构。本发明能够在单驱动下实现对基材四边的同步翻边,降低故障发生率,提高翻边的可靠性,实现对基材和面料的同步上料,减轻劳动强度,提高生产效率。