
一种基于球面旋轮的锥台圆柱组合形薄壁件无模旋压方法.pdf

景福****90

1/10

2/10

3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种基于球面旋轮的锥台圆柱组合形薄壁件无模旋压方法.pdf
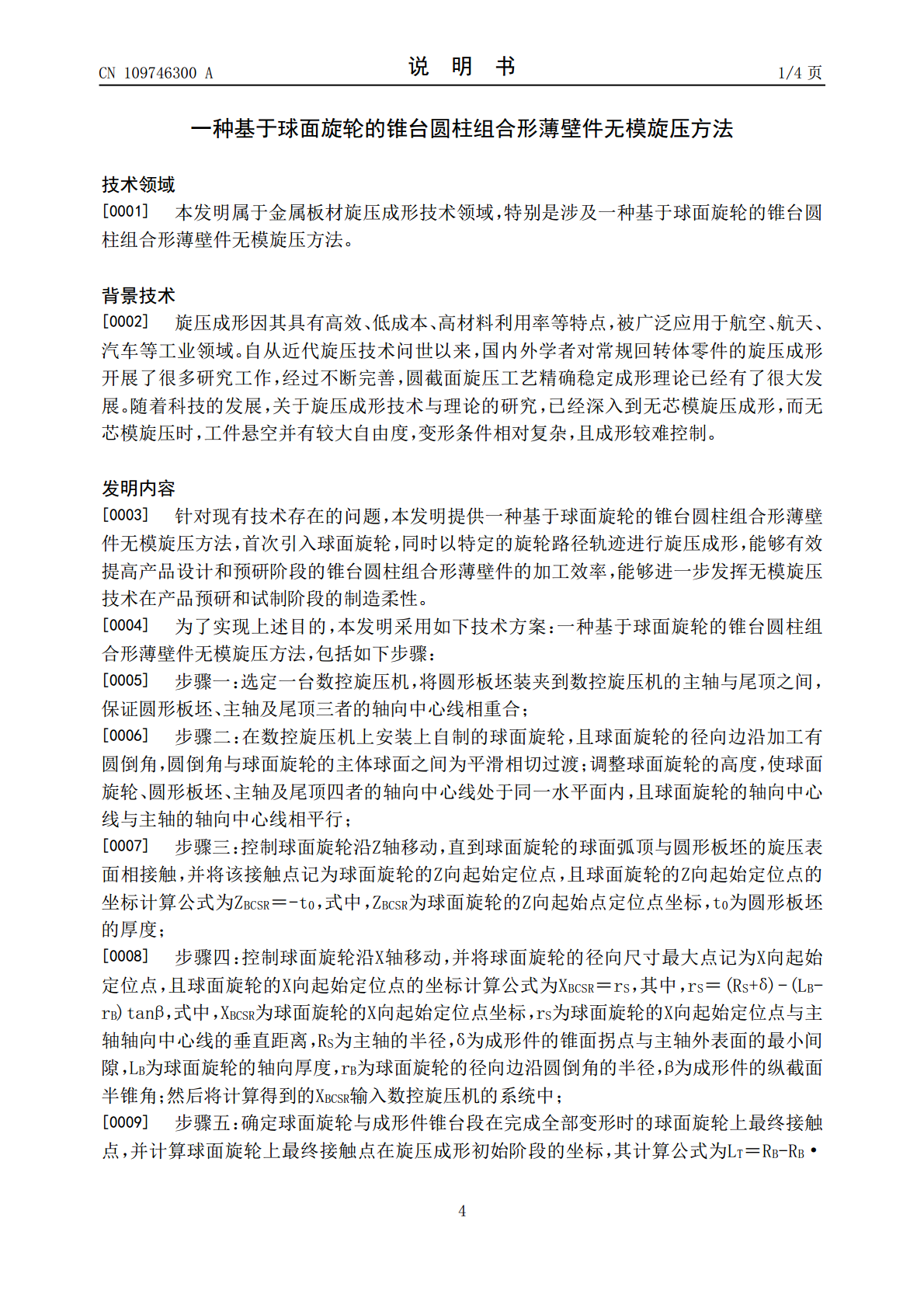
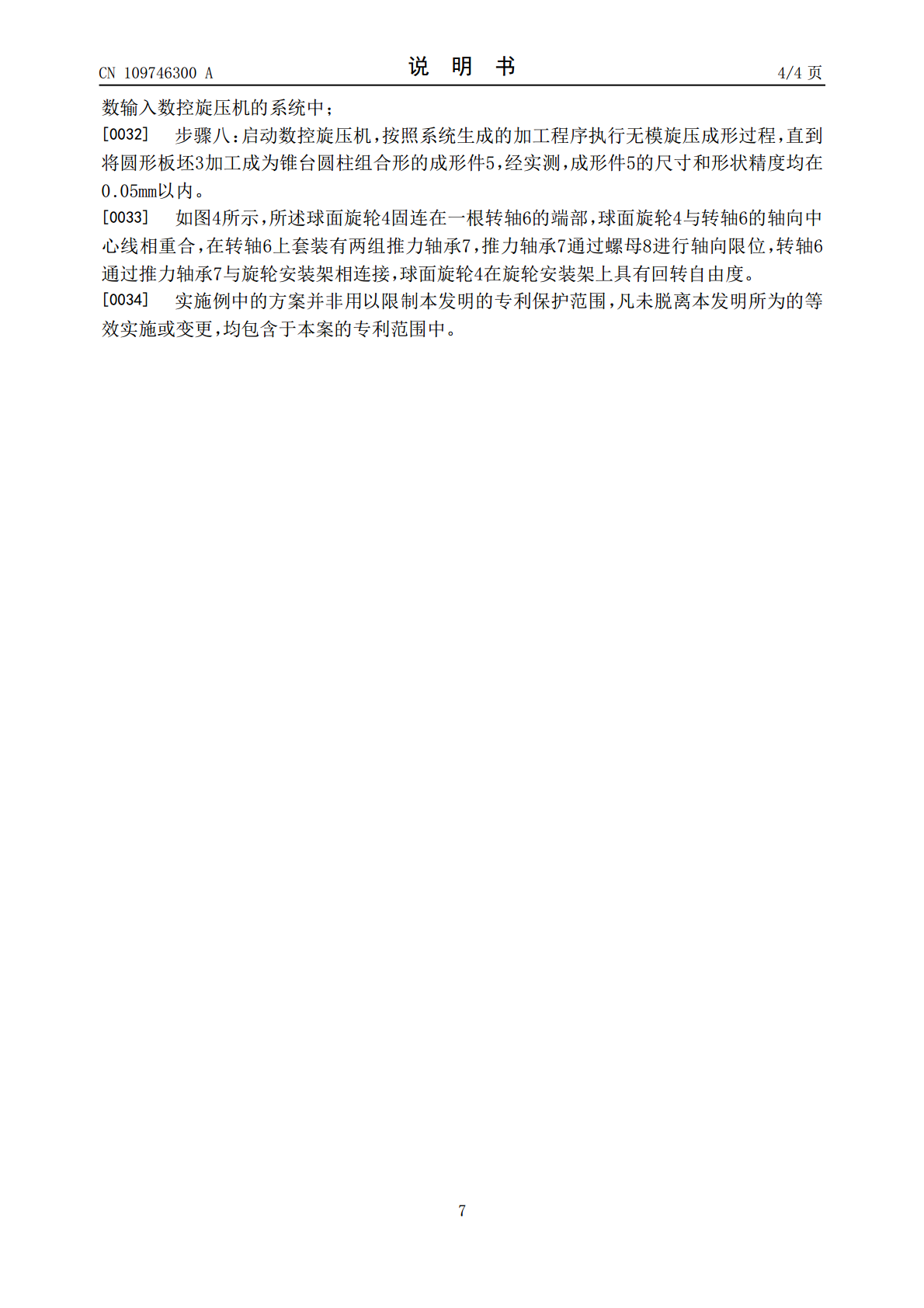
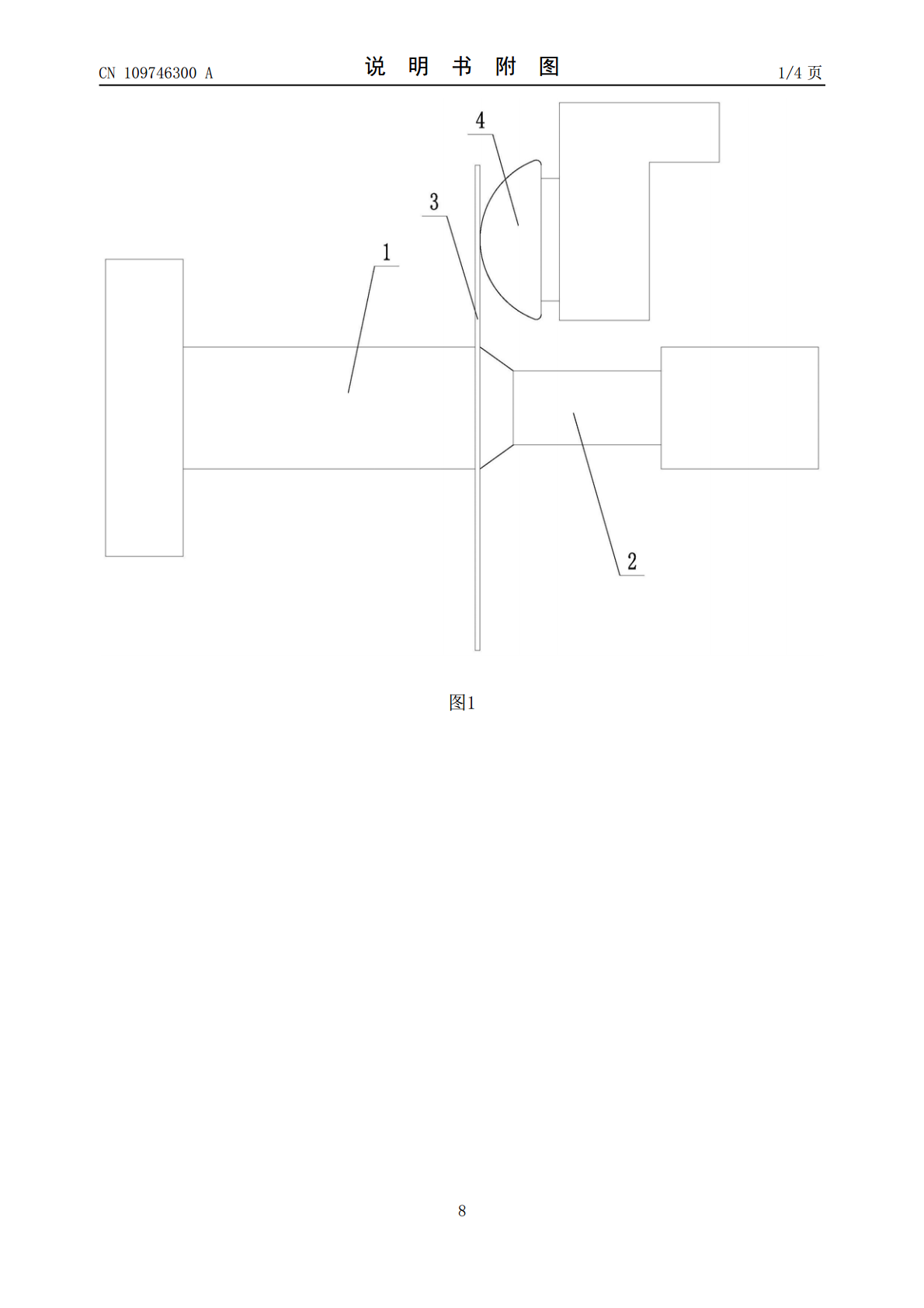
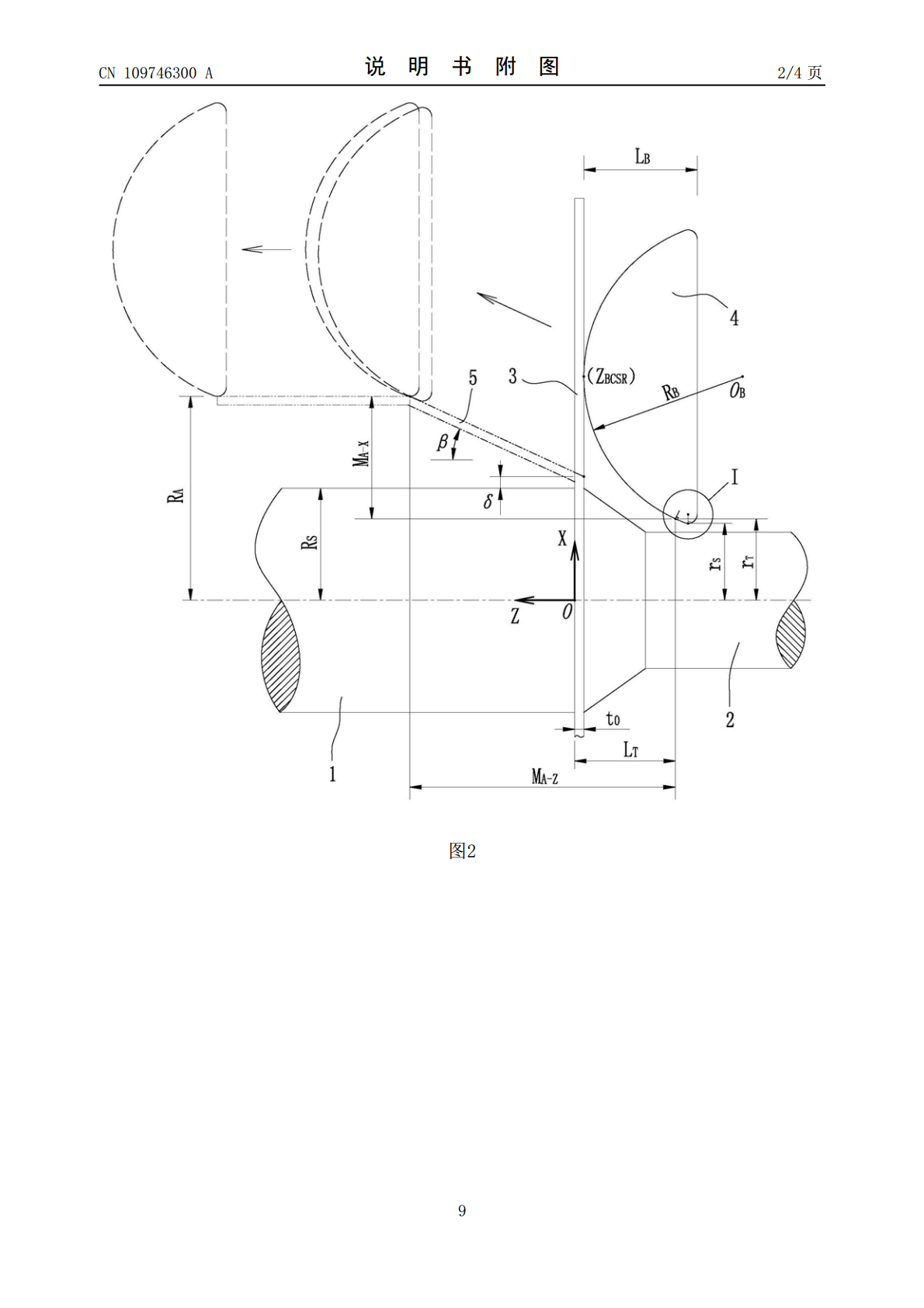
一种基于球面旋轮的锥台圆柱组合形薄壁件无模旋压方法,步骤为:将圆形板坯装夹到数控旋压机主轴与尾顶之间,圆形板坯、主轴及尾顶轴心重合,球面旋轮、圆形板坯、主轴及尾顶轴心处于同一水平面,球面旋轮轴心与主轴平行;控制球面旋轮沿Z轴移动,使球面弧顶与圆形板坯旋压表面接触,完成球面旋轮Z向起始定位;控制球面旋轮沿X轴移动,完成球面旋轮X向起始定位;确定球面旋轮上最终接触点在旋压成形初始阶段的坐标;确定成形件锥台段在完成全部变形时球面旋轮上最终接触点的X向及Z向位移;设定成形件圆柱段加工参数,将全部参数输入数控旋压机

一种基于球面旋轮的圆锥台形薄壁件等壁厚无模旋压方法.pdf
一种基于球面旋轮的圆锥台形薄壁件等壁厚无模旋压方法,步骤为:将圆形板坯装夹到数控旋压机主轴与尾顶之间,圆形板坯、主轴及尾顶轴心重合,球面旋轮、圆形板坯、主轴及尾顶轴心处于同一水平面,球面旋轮轴心与主轴平行;控制球面旋轮沿Z轴移动,使球面弧顶与圆形板坯旋压表面接触,完成球面旋轮Z向起始定位;控制球面旋轮沿X轴移动,完成球面旋轮X向起始定位;确定球面旋轮上最终接触点在旋压成形初始阶段的坐标;确定成形件在完成全部变形时球面旋轮上最终接触点的X向位移和Z向位移;将确定好的相关参数输入数控旋压机的系统中;启动数控旋

大型薄壁球面封头件的无模分步旋压成形方法.pdf
本发明涉及一种大型薄壁球面封头件旋压成形方法。该方法分为两步完成,第一步,将板坯周向法兰固定在筒形支座上,双旋轮从左右两侧沿锥形母线进给,将平面板坯挤压加工成为锥形件。第二步,在第一步的基础上,两个旋轮沿球型母线进给挤压锥形件,经多道旋压加工最终得到大型球面封头件。本方法在工程上可以实现大型球面封头件整体成形,消除原来使用瓜瓣焊接成形中的焊缝不稳定缺陷,提高封头强度。同时两步加工都在一个筒形支座上进行,节省了开模成本,并且使加工工艺流程更加简便。
一种用于薄壁筒形件的旋压芯模的加工方法.pdf
一种用于薄壁筒形件的旋压芯模的加工方法,通过传统锻造、机加方式获得42CrMo合金钢旋压芯模基体,再通过激光熔覆技术在42CrMo合金钢旋压芯模基体的成形端的外圆周表面熔覆一层硬质涂层,并通过最终表面磨削得到满足图纸设计要求的旋压芯模。由于旋压芯模在使用过程中,表面要承受来自旋轮巨大的径向、轴向及切向压力及冲击作用,这就对激光熔覆涂层的质量提出较高的要求,因此,制备与42CrMo合金钢旋压芯模基体表面熔合性好、内部无裂纹、气孔、疏松、分层缺陷的涂层是本发明的核心所在。本发明实现了旋压芯模的短周期、低成本制

一种组合式旋轮及其成形异形件的旋压方法.pdf
本发明属于塑性加工技术领域,特别涉及一种组合式旋轮及其成形异形件的旋压方法。所述组合式旋轮由工作旋轮和固定旋轮构成,通过调整二者的相对位置,分别构成标准旋轮和双锥面旋轮;本发明方法通过标准旋轮将板坯逐渐收径成形,通过顶出工作旋轮的方式将标准旋轮旋轮转换为双锥面旋轮,通过双锥面旋轮完成异形件最后的精整。本发明克服了在成形异形件时频繁更换旋轮的问题,降低了成形过程中人力、物力、财力等生成成本,同时提高了异形件的尺寸精度。