
一种混流式水轮机转轮整体铸造工艺.pdf

雨巷****碧易

1/10
2/10
3/10
4/10
5/10
6/10

7/10
8/10
9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种混流式水轮机转轮整体铸造工艺.pdf
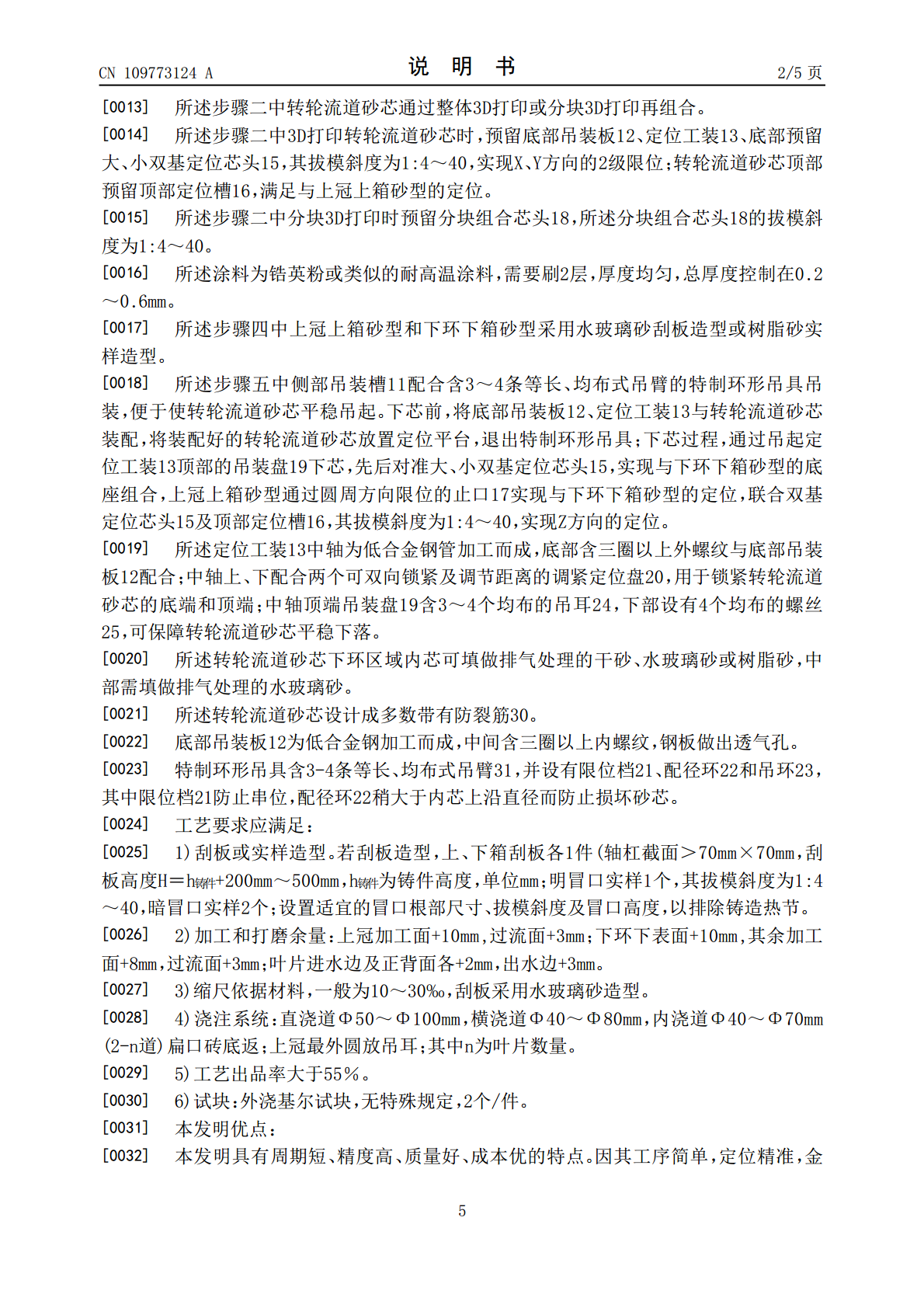
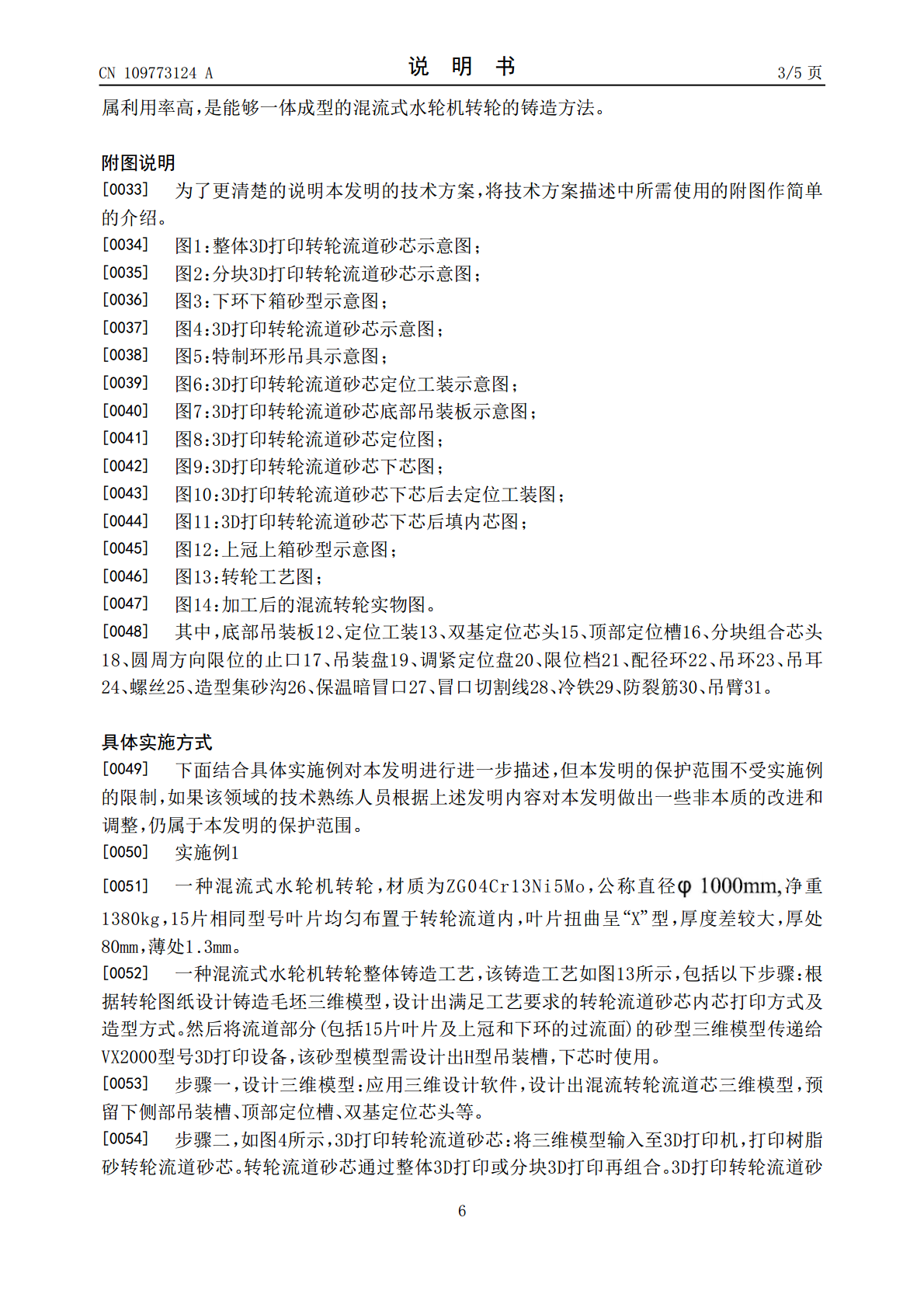
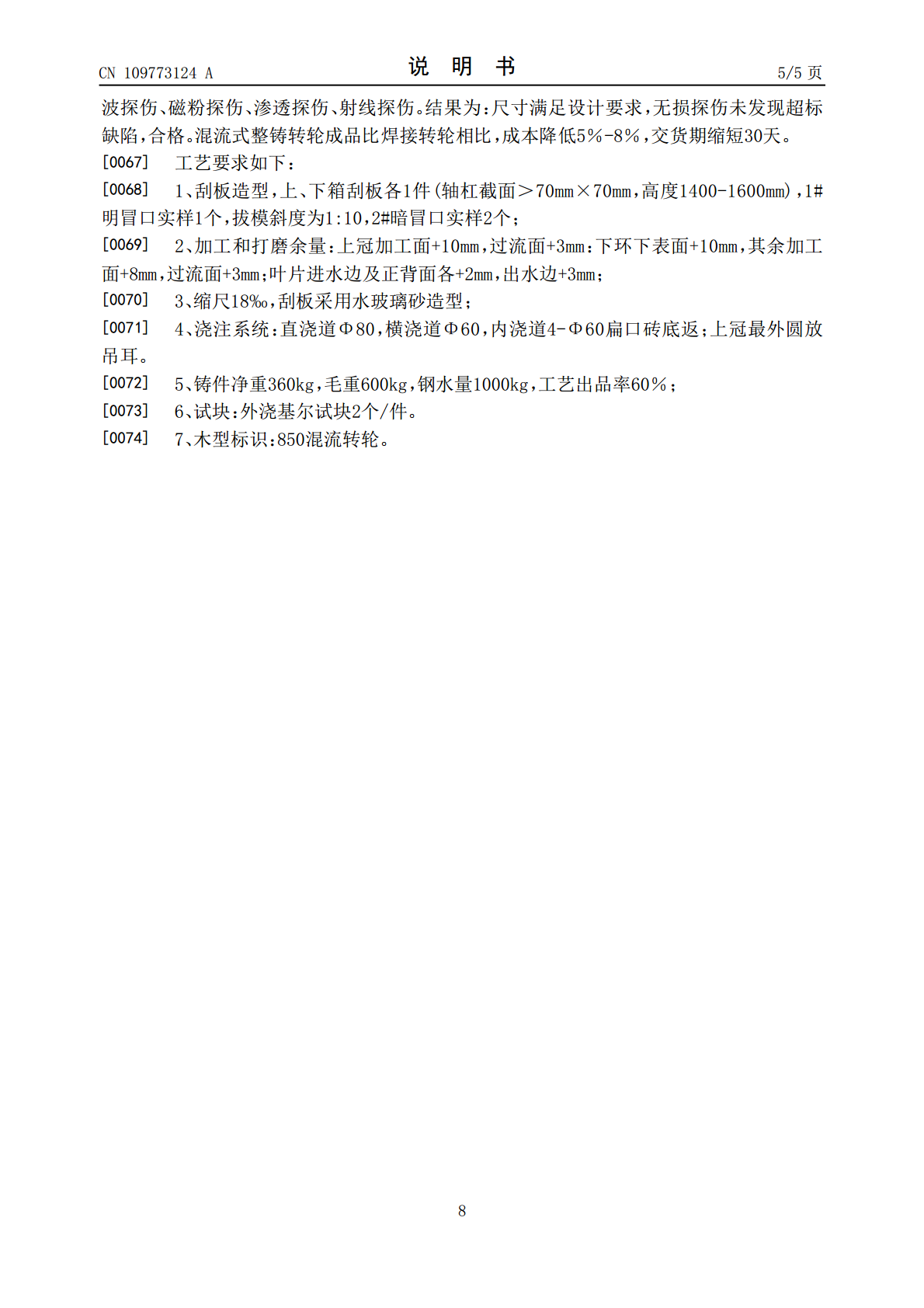
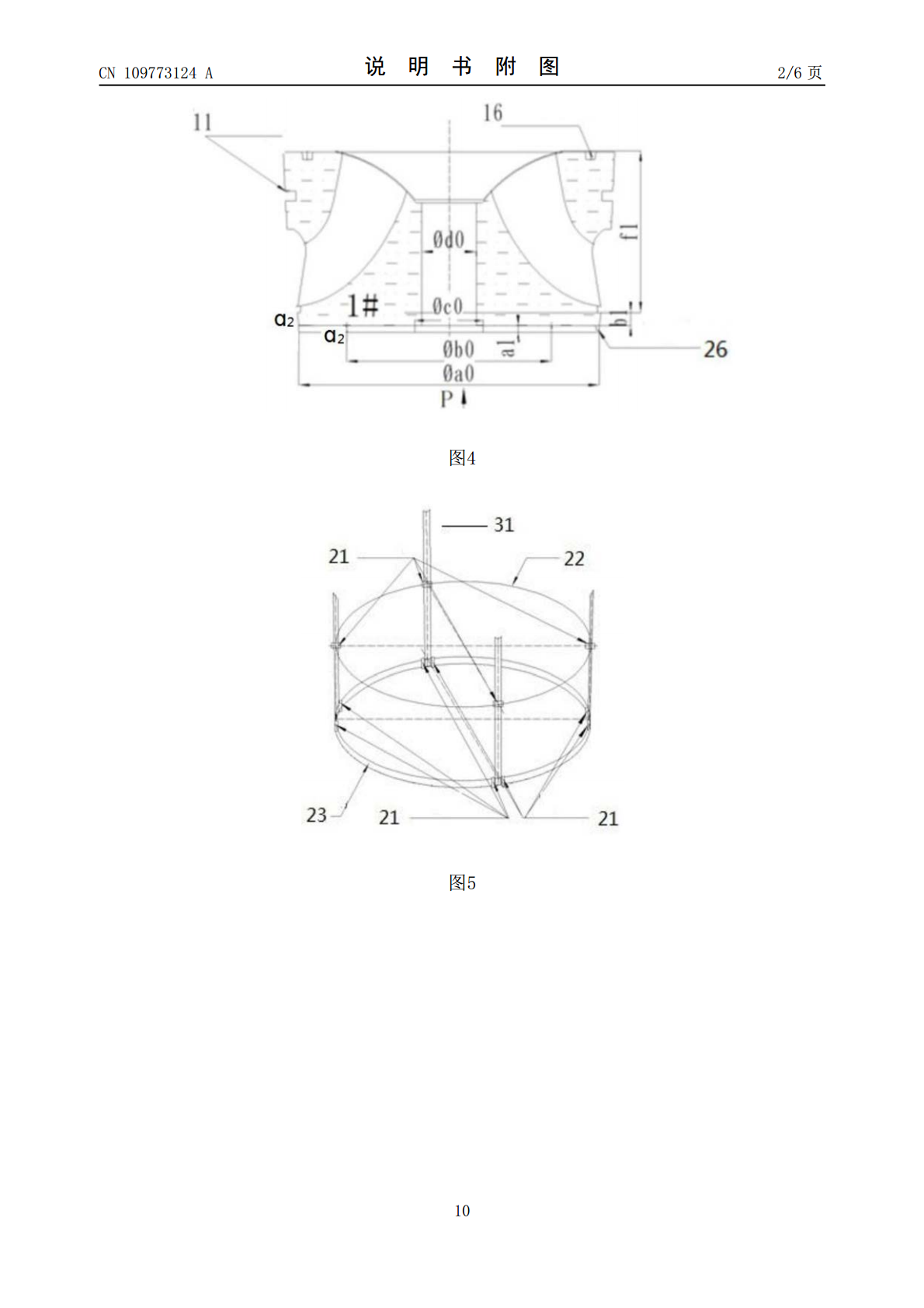
本发明涉及一种混流式水轮机转轮铸件,其技术特点为:使用3D打印方法制作转轮通流部分的整体砂芯;所述砂芯3D打印实体的叶片区预留防裂筋,砂型预留侧部吊装槽、顶部定位槽、双基定位芯头等;吊装及下芯过程,借助专有环形吊具及定位工装以保障定位精度。浸、刷涂料并烘干后与上冠上箱砂型、下环下箱砂型组合,再浇注钢液而制造出整体转轮。该整体铸造工艺与先铸后组焊的工艺相比具有周期短、精度高、质量好、成本优的特点。

混流式水轮机转轮精密铸造工艺.docx
混流式水轮机转轮精密铸造工艺混流式水轮机转轮精密铸造工艺摘要:混流式水轮机是一种高效的水能利用设备,其转轮作为核心部件,对于提高水轮机的性能至关重要。转轮的精密铸造工艺直接影响其结构的复杂性和工作的可靠性。本文对混流式水轮机转轮的精密铸造工艺进行了分析和研究,探讨了不同工艺参数对转轮质量和性能的影响,并提出了优化方案,以提高转轮的制造质量和工作效率。1.引言混流式水轮机是一种高效的利用水能的设备,广泛应用于水电站和水资源开发领域。水轮机的转轮作为核心部件,起着转换水能为机械能的重要作用。为了提高水轮机的效
一种新型混流式水轮机转轮.pdf
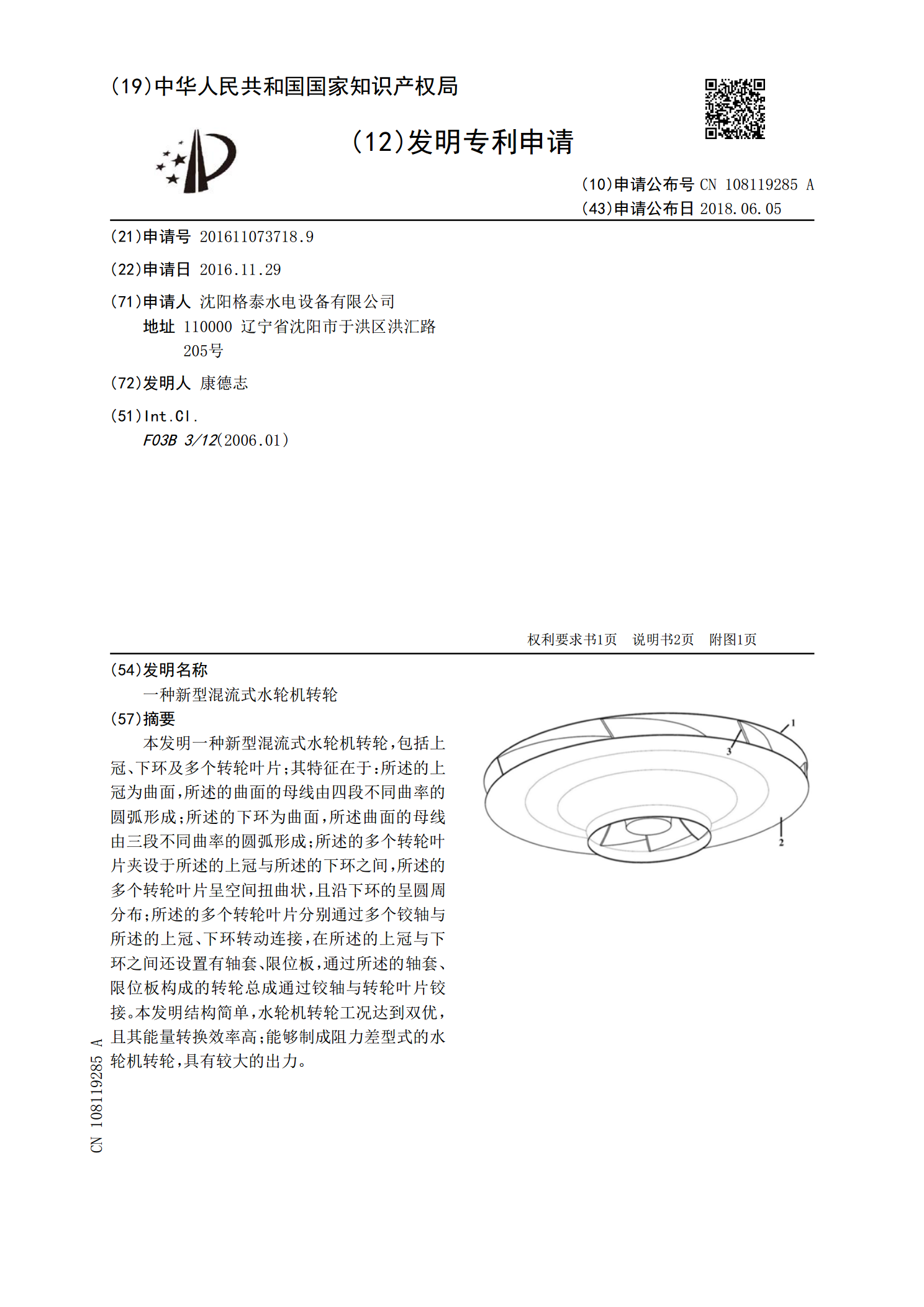
本发明一种新型混流式水轮机转轮,包括上冠、下环及多个转轮叶片;其特征在于:所述的上冠为曲面,所述的曲面的母线由四段不同曲率的圆弧形成;所述的下环为曲面,所述曲面的母线由三段不同曲率的圆弧形成;所述的多个转轮叶片夹设于所述的上冠与所述的下环之间,所述的多个转轮叶片呈空间扭曲状,且沿下环的呈圆周分布;所述的多个转轮叶片分别通过多个铰轴与所述的上冠、下环转动连接,在所述的上冠与下环之间还设置有轴套、限位板,通过所述的轴套、限位板构成的转轮总成通过铰轴与转轮叶片铰接。本发明结构简单,水轮机转轮工况达到双优,且其能
双转轮的混流式水轮机.pdf
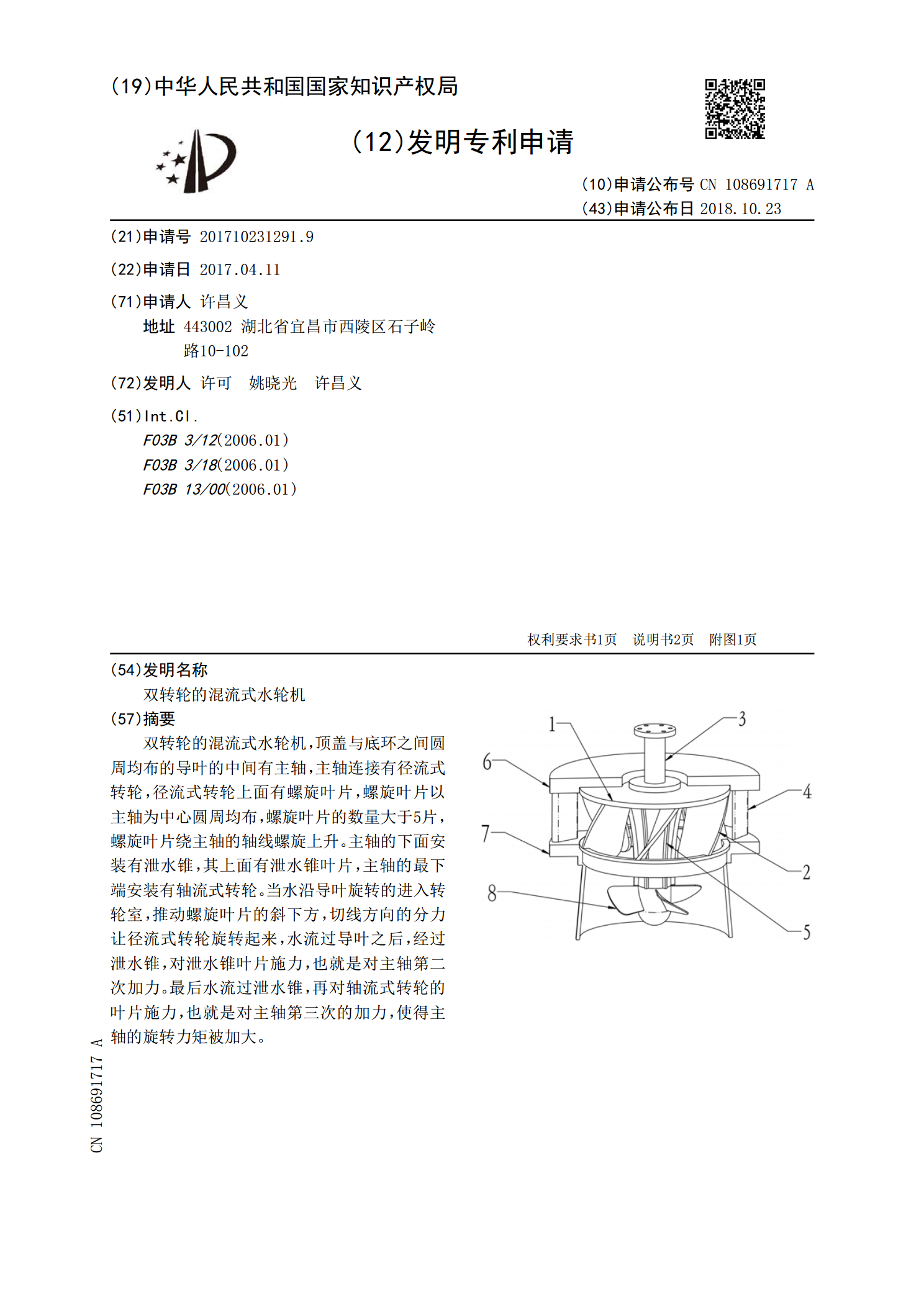
双转轮的混流式水轮机,顶盖与底环之间圆周均布的导叶的中间有主轴,主轴连接有径流式转轮,径流式转轮上面有螺旋叶片,螺旋叶片以主轴为中心圆周均布,螺旋叶片的数量大于5片,螺旋叶片绕主轴的轴线螺旋上升。主轴的下面安装有泄水锥,其上面有泄水锥叶片,主轴的最下端安装有轴流式转轮。当水沿导叶旋转的进入转轮室,推动螺旋叶片的斜下方,切线方向的分力让径流式转轮旋转起来,水流过导叶之后,经过泄水锥,对泄水锥叶片施力,也就是对主轴第二次加力。最后水流过泄水锥,再对轴流式转轮的叶片施力,也就是对主轴第三次的加力,使得主轴的旋转

整体铸造混流式转轮质量控制方法.pptx
汇报人:CONTENTS添加章节标题铸造前的质量控制原料选择与检验模具设计与制造工艺流程制定铸造过程中的质量控制温度控制压力控制浇注速度与时间冷却速度与时间铸造后的质量控制尺寸与形状检测表面质量检查内部质量检测无损检测技术应用质量管理体系的建立与实施质量方针与目标制定质量策划与控制流程质量保证措施的落实持续改进与优化质量标准与检验方法国家标准与行业标准企业标准与技术规范检验方法的选择与确定检验结果的判定与处理质量培训与意识提升质量意识教育技能培训与考核质量文化培育与传承激励机制的建立与实施汇报人: