
一种调节三旋轮旋压错距量的方法.pdf

灵波****ng

1/10

2/10

3/10

4/10

5/10

6/10
7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种调节三旋轮旋压错距量的方法.pdf
一种调节三旋轮旋压错距量的方法,在设定各旋轮减薄量时,依据材料的加工硬化规定了三旋轮错距旋压时各旋轮的减薄量。根据总减薄量T以及旋轮数量、各旋轮错距旋压时减薄量分配值,得到各旋轮减薄量。在调整各旋轮的轴向位置时,将各旋轮沿筒形件径向移动至旋压毛坯相应的壁厚减薄量区域,使各旋轮旋入角α边所在直线均与第一个旋轮旋入角α边所在直线相切,得到各旋轮间错距量,精度达到0.01mm级。本发明将多个旋轮等效为一个台阶式整体旋轮,实现金属材料的稳定变形;在确定各旋轮间错距量时,充分考虑了材料及设备的回弹、各旋轮减薄量的分
一种调节两旋轮旋压错距量的方法.pdf
一种调节两旋轮旋压错距量的方法,在设定各旋轮减薄量时,依据材料的加工硬化规定了三旋轮错距旋压时各旋轮的减薄量。根据总减薄量T以及旋轮数量、各旋轮错距旋压时减薄量分配值,得到各旋轮减薄量。在调整各旋轮的轴向位置时,将各旋轮沿筒形件径向移动至旋压毛坯相应的壁厚减薄量区域,使各旋轮旋入角α边所在直线均与第一个旋轮旋入角α边所在直线相切,得到各旋轮间错距量,精度达到0.01mm级。本发明将多个旋轮等效为一个台阶式整体旋轮,实现金属材料的稳定变形;在确定各旋轮间错距量时,充分考虑了材料及设备的回弹、各旋轮减薄量的分
一种筒形件错距旋压加工旋轮错距量的调整方法.pdf
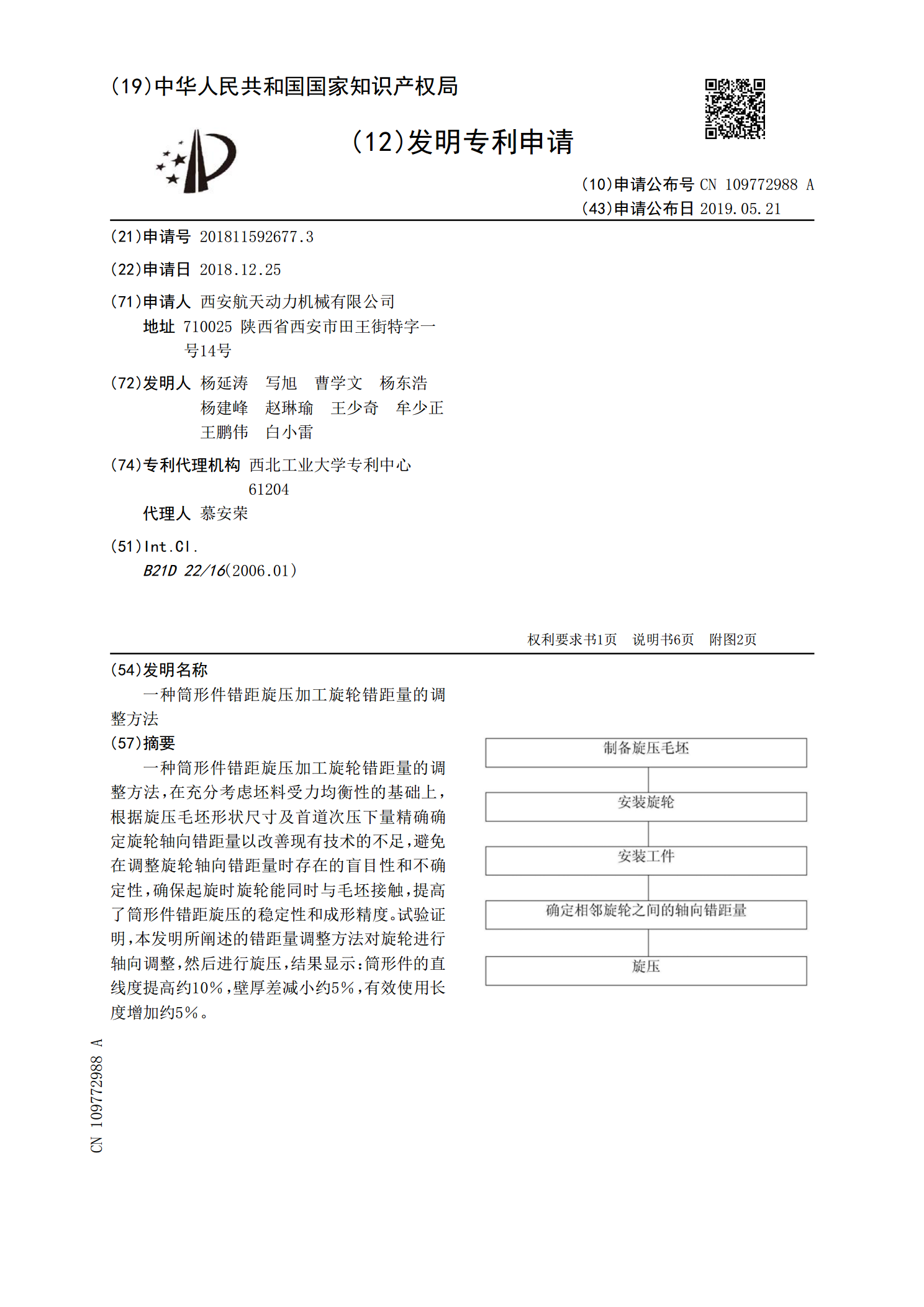
一种筒形件错距旋压加工旋轮错距量的调整方法,在充分考虑坯料受力均衡性的基础上,根据旋压毛坯形状尺寸及首道次压下量精确确定旋轮轴向错距量以改善现有技术的不足,避免在调整旋轮轴向错距量时存在的盲目性和不确定性,确保起旋时旋轮能同时与毛坯接触,提高了筒形件错距旋压的稳定性和成形精度。试验证明,本发明所阐述的错距量调整方法对旋轮进行轴向调整,然后进行旋压,结果显示:筒形件的直线度提高约10%,壁厚差减小约5%,有效使用长度增加约5%。

一种对轮错距反向旋压的方法.pdf
一种对轮错距反向旋压的方法,采用2~4对旋轮,并且成对的两个旋轮的攻角、工作圆角、退出角参数一致;每对旋轮中,内旋轮的中心与外旋轮的中心之间连线的中心点至毛坯轴线的距离均相同。本发明使毛坯径向方向的受力中心在同一半径的圆周上,避免了旋压力偏载造成毛坯料扭曲,保证了材料变形速率一致,材料能够稳定流动,轮旋压圆筒表面光滑,无堆积缺陷。对轮旋压与传统的有模旋压相比,分别由内外旋轮同时对坯料进行作用,加工效率较传统的有模旋压得到提升。本发明提高了对轮旋压加工效率,能有效解决对轮错距旋压的材料不稳定流动和旋压力不平

异步错距旋压加工方法.pdf
一种异步错距旋压加工方法,结合张力旋压、异步轧制与错距旋压原理,在正向错距旋压时,利用前旋轮的进给速度大于后旋轮的进给速度,在两旋轮间的变形区人为制造拉力,形成张力旋压,由于前旋轮于后旋轮的进给速度不同步,故称为异步错距旋压。利用各旋轮可独立进给的旋压机,在旋压过程中采用两旋轮或者三旋轮轴向错距且进给速度不同的方法进行加工,成形高精度筒形旋压结构件。