
内齿圈锥形螺旋齿砂轮磨齿方法.pdf

是你****辉呀

1/6

2/6
3/6

4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

内齿圈锥形螺旋齿砂轮磨齿方法.pdf
本发明公开了一种内齿圈锥形螺旋齿砂轮磨齿方法,砂轮和工件以轴交角Σ和中心距a安装,砂轮与工件同步旋转,沿工件轴线方向有进给运动,加工时,在砂轮前部一个齿的齿面与工件的一个齿槽接触,砂轮齿面与工件齿面在接触部位产生相对运动,砂轮去除工件上的余量材料;砂轮和工件转过一定角度,砂轮下一个齿和工件下一个齿槽开始接触,并去除余量材料;随着砂轮沿工件轴向进给,慢慢切入工件,砂轮中部齿面开始与工件接触;当砂轮尾部齿面与工件接触,砂轮整体参与磨削,当砂轮完全贯穿工件,加工完成;该内齿圈锥形螺旋齿砂轮磨齿方法不需要砂轮与工
一种用于内齿圈磨削的锥形螺旋齿砂轮.pdf
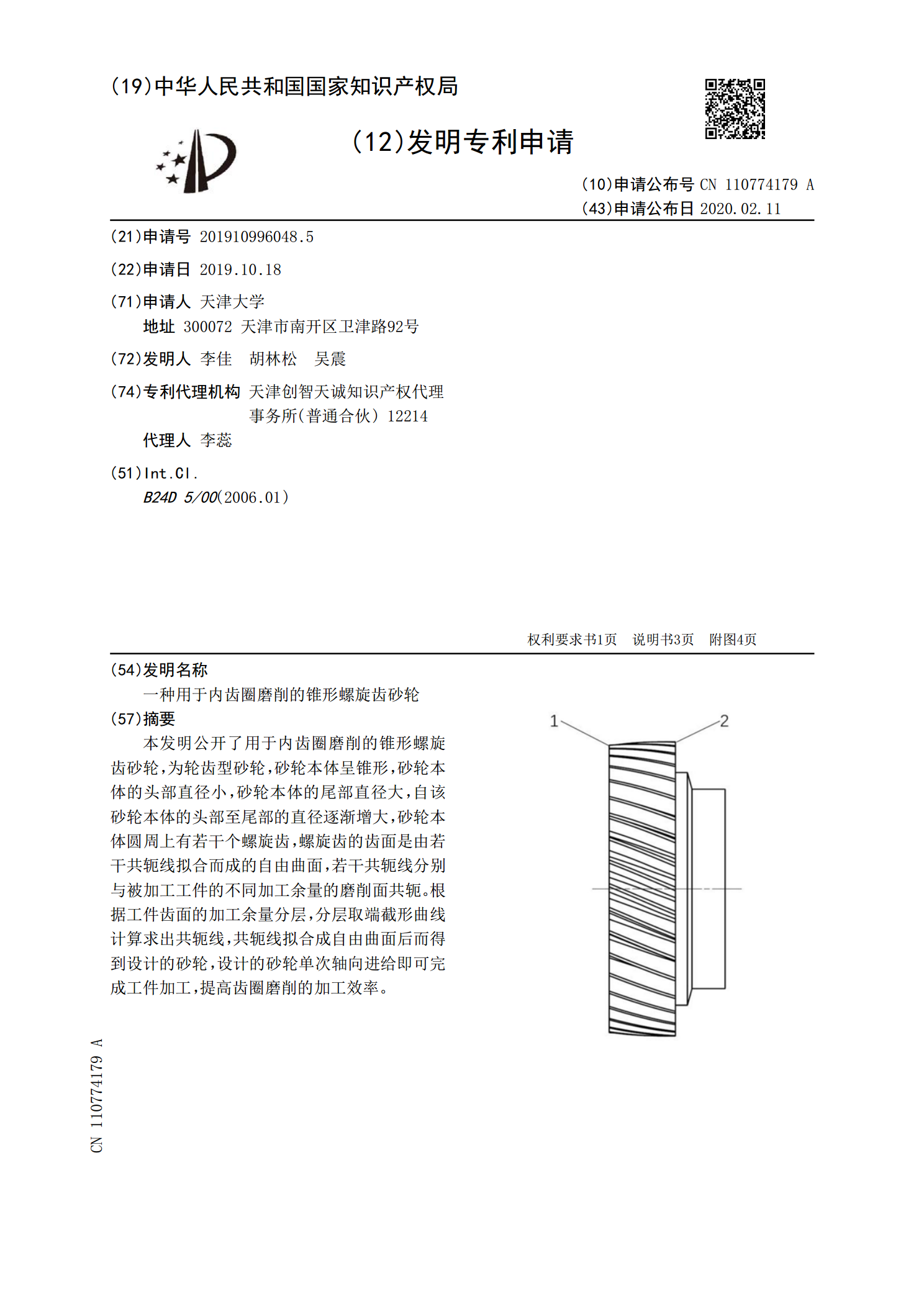
本发明公开了用于内齿圈磨削的锥形螺旋齿砂轮,为轮齿型砂轮,砂轮本体呈锥形,砂轮本体的头部直径小,砂轮本体的尾部直径大,自该砂轮本体的头部至尾部的直径逐渐增大,砂轮本体圆周上有若干个螺旋齿,螺旋齿的齿面是由若干共轭线拟合而成的自由曲面,若干共轭线分别与被加工工件的不同加工余量的磨削面共轭。根据工件齿面的加工余量分层,分层取端截形曲线计算求出共轭线,共轭线拟合成自由曲面后而得到设计的砂轮,设计的砂轮单次轴向进给即可完成工件加工,提高齿圈磨削的加工效率。

锥形砂轮磨齿机工作原理研究.docx
锥形砂轮磨齿机工作原理研究锥形砂轮磨齿机是一种常见的金属加工设备,用于磨剃齿成形,以提高齿轮的精度和质量。本论文旨在研究锥形砂轮磨齿机的工作原理及其影响因素,以及其在齿轮加工中的应用。一、锥形砂轮磨齿机的工作原理锥形砂轮磨齿机主要由砂轮主轴、液压驱动系统、工作台、齿轮夹具、砂轮调整机构等组成。其工作原理如下:1.工作台的调整:工作台通过液压驱动系统进行调整,可以设置齿轮加工的模数、齿数、压力角等参数。工作台的调整精度和稳定性对于齿轮加工的精度有重要影响。2.砂轮主轴的运转:砂轮主轴通过电机驱动,将砂轮带动

一种螺旋内齿圈拉刀切削齿的磨削砂轮进刀控制方法.pdf
本发明一种螺旋内齿圈拉刀切削齿的磨削砂轮进刀控制方法,能够实现对刀的自动设置,切削齿位置的精确定位。其包括步骤1,建立螺旋内齿圈拉刀切削齿的定位模式;步骤2,在建立的定位模式基础上确定切削齿的位置相对于第一头第一齿的坐标位置;步骤3,对磨削砂轮的进刀进行控制;从对刀点开始,根据由步骤2确定当前切削齿的坐标位置,完成当前切削齿的加工;然后沿着齿槽螺旋轨迹向后移动一个齿的位置,至到当前齿槽中的所有切削齿完成加工;砂轮按照螺旋容屑槽的旋转方向,切换到相邻的齿槽,完成当前容屑槽的加工;砂轮按照螺旋容屑槽的旋转方向

蜗杆砂轮磨齿机磨齿齿面粗糙度问题的研究.pptx
添加副标题目录PART01PART02磨齿齿面粗糙度的重要性蜗杆砂轮磨齿机磨齿齿面粗糙度问题的表现问题的原因分析PART03优化砂轮修整方案提高磨削液的供给效果调整磨削参数选用合适的砂轮材料和粒度PART04实验设备和方法实验过程和数据记录实验结果分析和讨论实验结论PART05研究结论总结对蜗杆砂轮磨齿机设计和使用的建议对未来研究的展望感谢您的观看