
基于红外检测图像信号的层间脱粘缺陷复杂边界轮廓定量重构方法.pdf

含秀****66

1/10
2/10
3/10
4/10
5/10
6/10
7/10

8/10
9/10

10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

基于红外检测图像信号的层间脱粘缺陷复杂边界轮廓定量重构方法.pdf
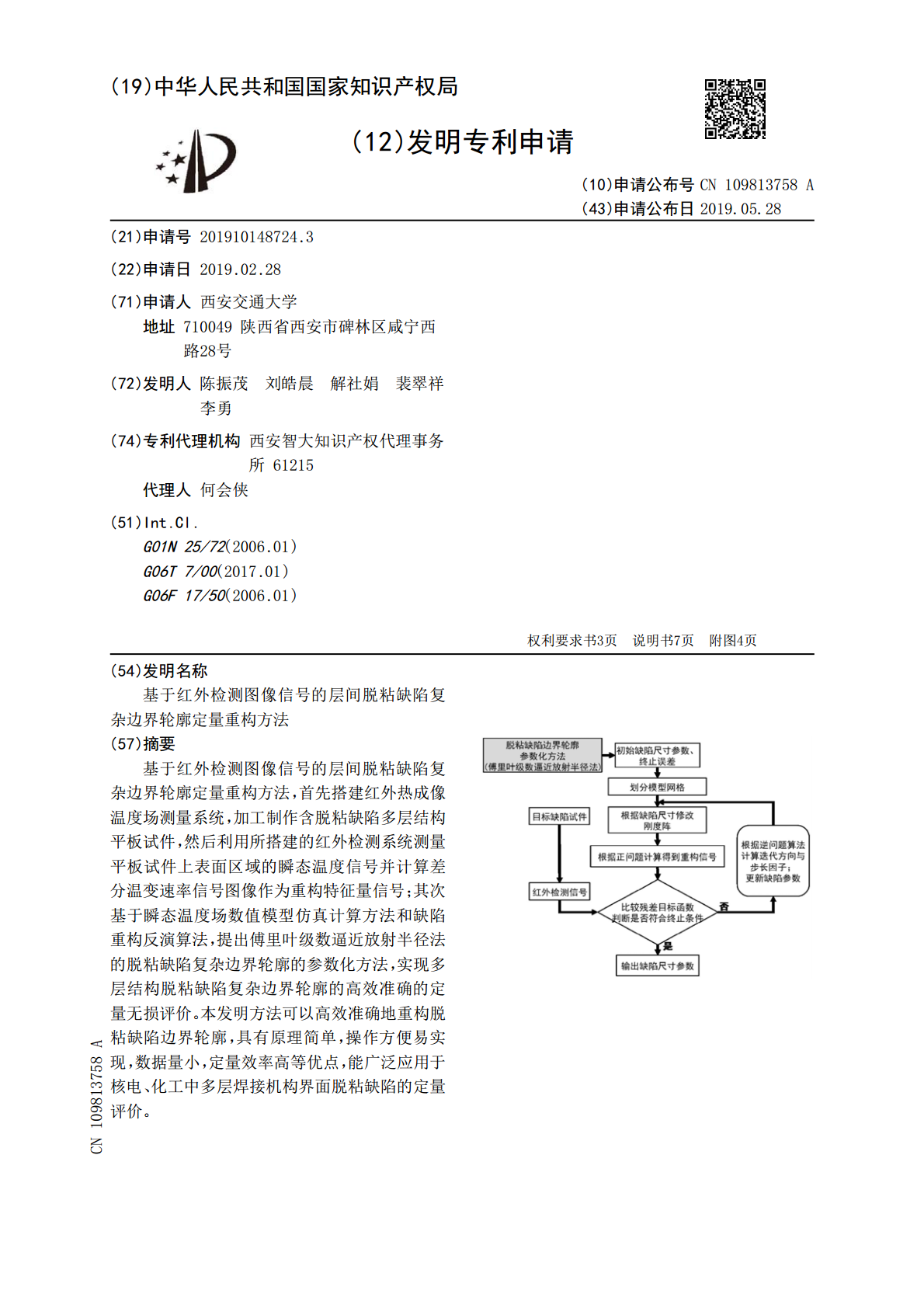
基于红外检测图像信号的层间脱粘缺陷复杂边界轮廓定量重构方法,首先搭建红外热成像温度场测量系统,加工制作含脱粘缺陷多层结构平板试件,然后利用所搭建的红外检测系统测量平板试件上表面区域的瞬态温度信号并计算差分温变速率信号图像作为重构特征量信号;其次基于瞬态温度场数值模型仿真计算方法和缺陷重构反演算法,提出傅里叶级数逼近放射半径法的脱粘缺陷复杂边界轮廓的参数化方法,实现多层结构脱粘缺陷复杂边界轮廓的高效准确的定量无损评价。本发明方法可以高效准确地重构脱粘缺陷边界轮廓,具有原理简单,操作方便易实现,数据量小,定量

基于激光红外检测信号的表面裂纹定量重构.docx
基于激光红外检测信号的表面裂纹定量重构基于激光红外检测信号的表面裂纹定量重构摘要:表面裂纹在材料工程中具有重要意义,在材料疲劳和损伤性能评估中扮演着重要角色。本文提出了一种基于激光红外检测信号的表面裂纹定量重构方法,该方法可以快速、准确地获得材料表面裂纹的形貌和尺寸。首先,通过激光红外检测技术对材料进行扫描,获取表面裂纹的边缘信息。然后,通过对红外图像进行处理和分析,提取裂纹的特征参数。最后,根据这些特征参数,利用机器学习算法建立裂纹定量重构模型,实现对裂纹形貌和尺寸的准确预测。本文在不同材料样本上进行了

基于超声检测的构件层间粘接缺陷识别方法.docx
基于超声检测的构件层间粘接缺陷识别方法基于超声检测的构件层间粘接缺陷识别方法摘要:构件层间粘接是一种常用的加工和拼接方法,然而由于各种原因,粘接层可能存在缺陷,如气泡、裂纹等。为了保证构件粘接质量,需要有效的缺陷识别方法。本文提出了基于超声检测的构件层间粘接缺陷识别方法。该方法利用超声的特性,通过分析超声信号的特征参数,对构件层间粘接缺陷进行判断和分类。实验结果表明,该方法能够有效地识别构件层间粘接缺陷,为构件粘接质量控制提供了一种可行的解决方案。1.引言构件层间粘接是一种常见的加工和拼接方法,被广泛应用
脱层缺陷的边缘轮廓检验.pdf
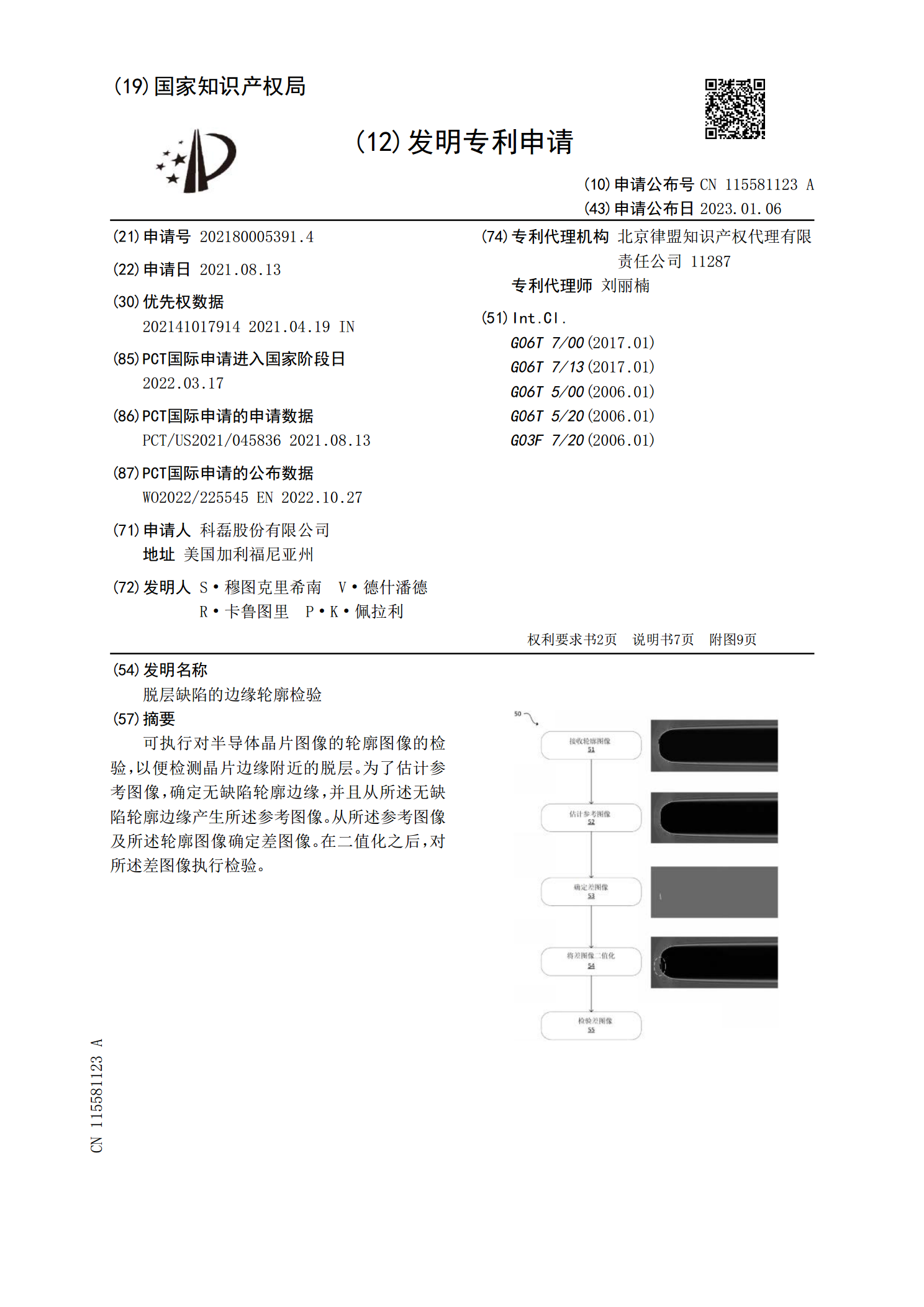
可执行对半导体晶片图像的轮廓图像的检验,以便检测晶片边缘附近的脱层。为了估计参考图像,确定无缺陷轮廓边缘,并且从所述无缺陷轮廓边缘产生所述参考图像。从所述参考图像及所述轮廓图像确定差图像。在二值化之后,对所述差图像执行检验。

基于变形模板的复杂截面轮廓重构方法研究.docx
基于变形模板的复杂截面轮廓重构方法研究标题:基于变形模板的复杂截面轮廓重构方法研究摘要:复杂截面轮廓重构在工程领域具有重要意义,然而现有的重构方法多数只适用于简单的几何形状,对于复杂截面轮廓的重构方法研究相对较少。本文基于变形模板,提出一种适用于复杂截面轮廓重构的方法。该方法通过建立变形模板,将复杂截面轮廓的结构信息进行提取,并利用优化算法精确重构实际轮廓。实验结果表明,该方法能够有效地重构复杂截面轮廓,并具有较高的精度和鲁棒性。关键词:复杂截面轮廓,重构方法,变形模板,结构信息,优化算法1.引言复杂截面