
一种冰箱门框把手的生产工艺及生产设备.pdf

玉怡****文档

1/10
2/10

3/10

4/10
5/10

6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种冰箱门框把手的生产工艺及生产设备.pdf
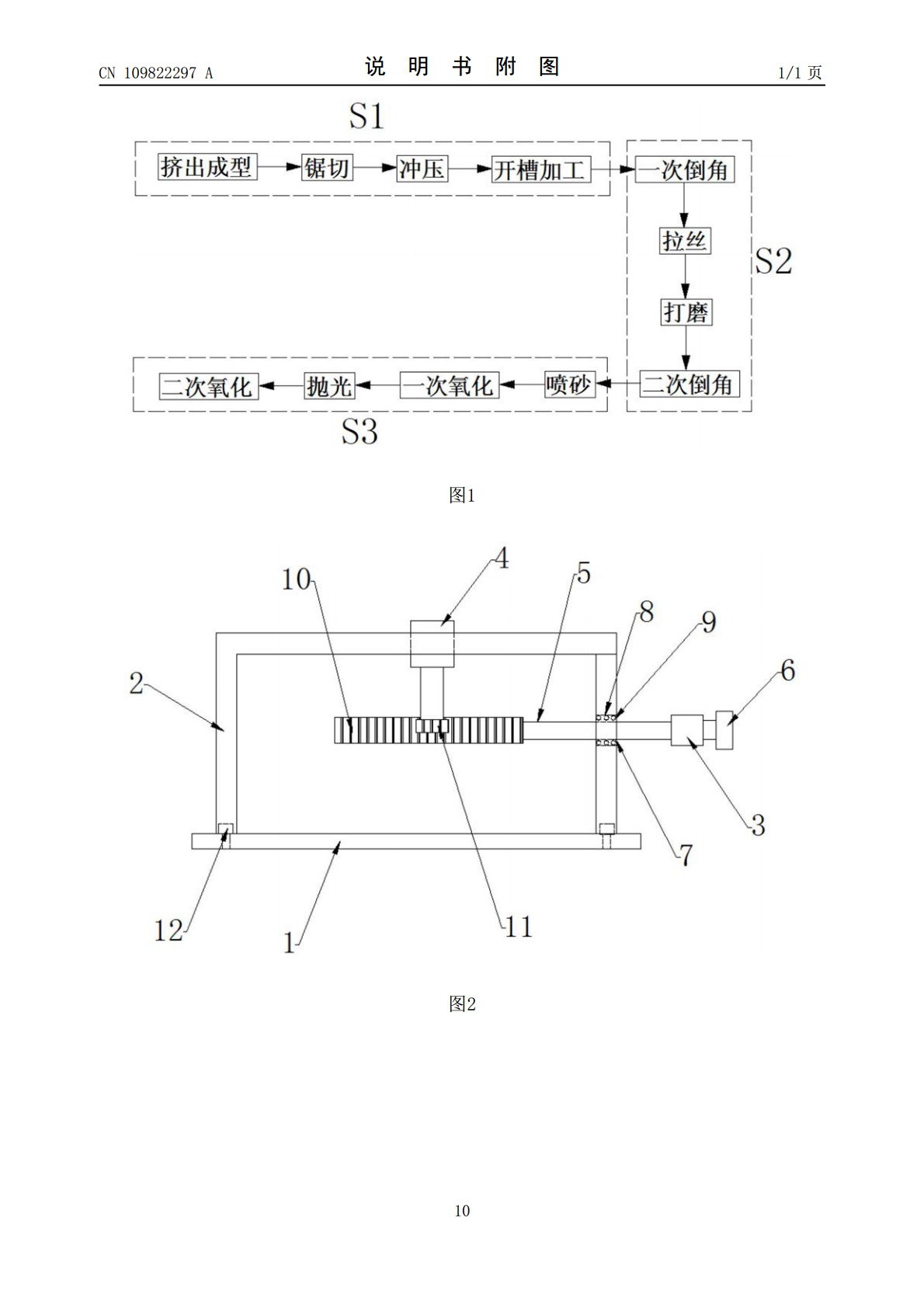
本发明公开了一种冰箱门框把手的生产工艺及生产设备,包括冰箱门框把手毛坯的制备、冰箱门框把手毛坯表面精加工和冰箱门框把手毛坯表面养护三个步骤,该生产设备包括底板,底板上设有倒U字型支架、砂轮驱动步进电机、连接轴驱动步进电机、连接轴、砂轮和控制器。该生产工艺步骤操作简便,采用该工艺生产的冰箱门框把手的外观效果更佳精细,提高了把手生产时的一次良品率,且降低了产品的报废率;该生产设备结构简单,便于该工艺的工业化应用实施。
一种电冰箱门把手及其生产工艺.pdf
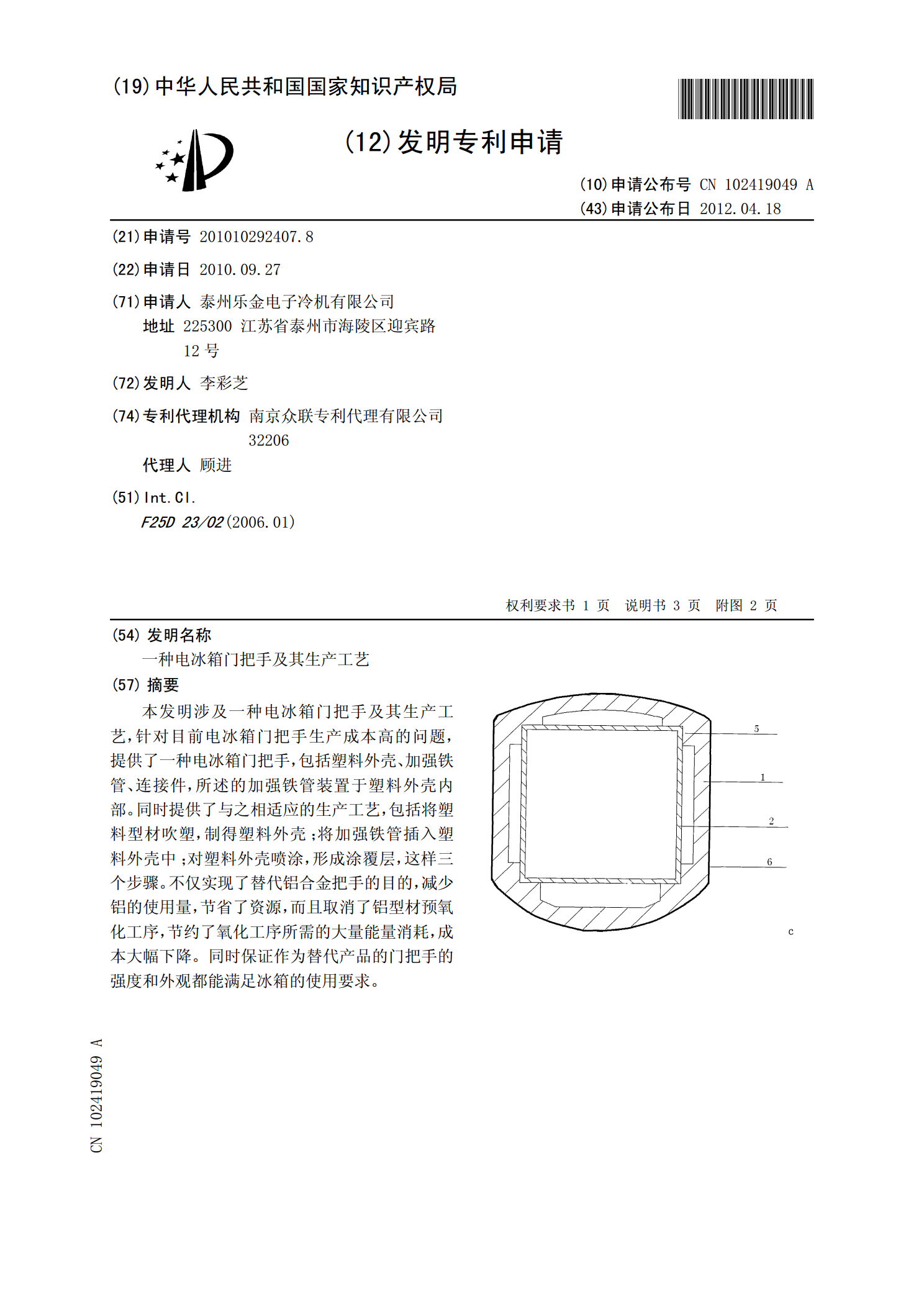
本发明涉及一种电冰箱门把手及其生产工艺,针对目前电冰箱门把手生产成本高的问题,提供了一种电冰箱门把手,包括塑料外壳、加强铁管、连接件,所述的加强铁管装置于塑料外壳内部。同时提供了与之相适应的生产工艺,包括将塑料型材吹塑,制得塑料外壳;将加强铁管插入塑料外壳中;对塑料外壳喷涂,形成涂覆层,这样三个步骤。不仅实现了替代铝合金把手的目的,减少铝的使用量,节省了资源,而且取消了铝型材预氧化工序,节约了氧化工序所需的大量能量消耗,成本大幅下降。同时保证作为替代产品的门把手的强度和外观都能满足冰箱的使用要求。
一种用于冰箱门框生产的环保型吸塑设备.pdf
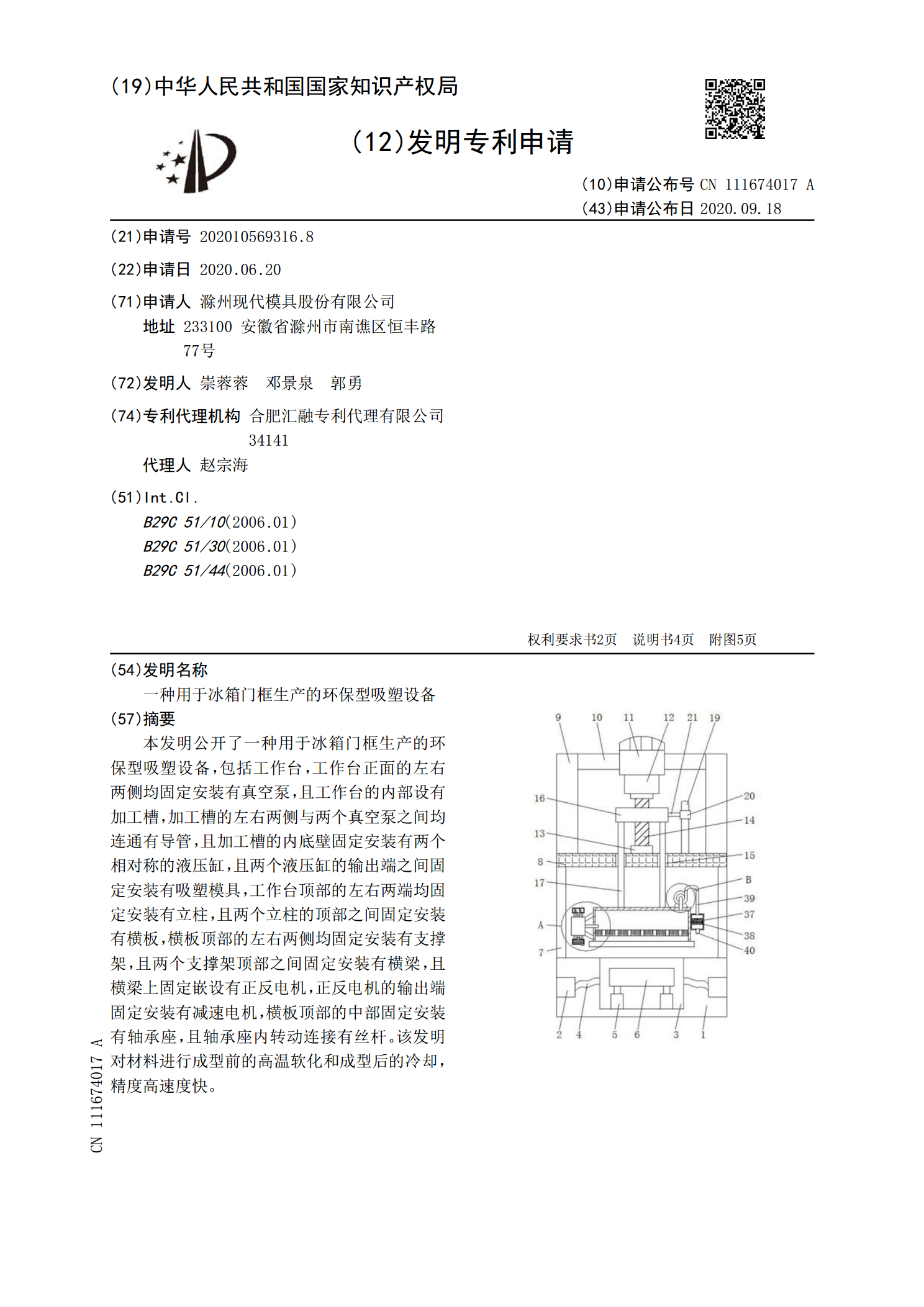
本发明公开了一种用于冰箱门框生产的环保型吸塑设备,包括工作台,工作台正面的左右两侧均固定安装有真空泵,且工作台的内部设有加工槽,加工槽的左右两侧与两个真空泵之间均连通有导管,且加工槽的内底壁固定安装有两个相对称的液压缸,且两个液压缸的输出端之间固定安装有吸塑模具,工作台顶部的左右两端均固定安装有立柱,且两个立柱的顶部之间固定安装有横板,横板顶部的左右两侧均固定安装有支撑架,且两个支撑架顶部之间固定安装有横梁,且横梁上固定嵌设有正反电机,正反电机的输出端固定安装有减速电机,横板顶部的中部固定安装有轴承座,且

冰箱生产工艺.ppt
电冰箱生产的过程介绍关于电冰箱生产……一、电冰箱生产的主要步骤钣金加工分门钣金和箱钣金加工、上、中、下梁等技术上的要求:材质表面平整,无磕碰、暗坑。材料硬度符合要求,备料尺寸准确,严格按图纸尺寸加工。钣金件喷涂喷粉的工艺过程喷粉的技术要求喷粉的检验办法冰箱管路加工冰箱管路生产情况检查真空成型生产真空成型生产的工艺过程真空成型零件的技术要求箱体预装箱体预装的主要技术要求目前世界上发泡隔热技术发展很快,如采用环戊烷、141b做无氟发泡剂,采用细微孔发泡工艺及中嵌真空断热材技术等。国内目前厂家主要采用的是环戊烷

冰箱生产工艺.ppt
电冰箱生产的过程介绍关于电冰箱生产……一、电冰箱生产的主要步骤钣金加工分门钣金和箱钣金加工、上、中、下梁等技术上的要求:材质表面平整,无磕碰、暗坑。材料硬度符合要求,备料尺寸准确,严格按图纸尺寸加工。钣金件喷涂喷粉的工艺过程喷粉的技术要求喷粉的检验办法冰箱管路加工冰箱管路生产情况检查真空成型生产真空成型生产的工艺过程真空成型零件的技术要求箱体预装箱体预装的主要技术要求目前世界上发泡隔热技术发展很快,如采用环戊烷、141b做无氟发泡剂,采用细微孔发泡工艺及中嵌真空断热材技术等。国内目前厂家主要采用的是环戊烷