
用于加工汽轮机高温合金叶片的精铣刀片和粗铣刀片.pdf

骊蓉****23


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
用于加工汽轮机高温合金叶片的精铣刀片和粗铣刀片.pdf
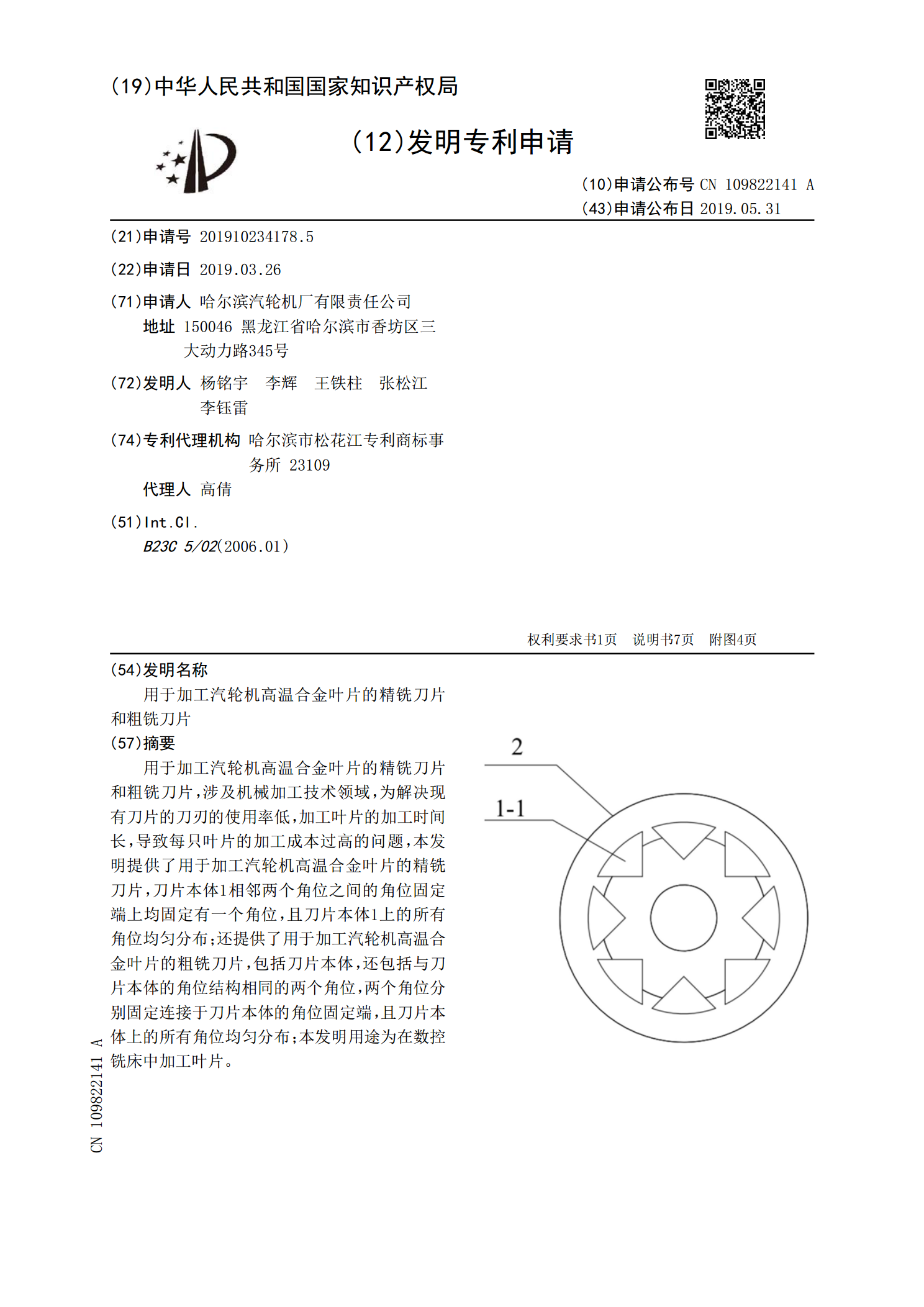
用于加工汽轮机高温合金叶片的精铣刀片和粗铣刀片,涉及机械加工技术领域,为解决现有刀片的刀刃的使用率低,加工叶片的加工时间长,导致每只叶片的加工成本过高的问题,本发明提供了用于加工汽轮机高温合金叶片的精铣刀片,刀片本体1相邻两个角位之间的角位固定端上均固定有一个角位,且刀片本体1上的所有角位均匀分布;还提供了用于加工汽轮机高温合金叶片的粗铣刀片,包括刀片本体,还包括与刀片本体的角位结构相同的两个角位,两个角位分别固定连接于刀片本体的角位固定端,且刀片本体上的所有角位均匀分布;本发明用途为在数控铣床中加工叶片

刀片对铣装置、刀片加工系统及刀片对铣方法.pdf
本发明涉及一种刀片对铣装置,包括相对应设置的两组三轴进给铣刀组件,三轴进给铣刀组件包括:Y轴电机滑台组、X轴电机滑台组、Z轴电机滑台组和自动换刀电主轴;两三轴进给铣刀组件的自动换刀电主轴相向设置;还包括用于固定刀片的刀片定位座,刀片定位座设置于两自动换刀电主轴之间。还公开了一种刀片加工系统及刀片对铣方法。本发明结构合理巧妙,实现了自动换刀,选用相比圆盘铣刀更便宜的立铣刀,大大提高了装配拆卸效率,降低了铣刀使用成本。并且两组三轴进给铣刀组件,能够同时在刀片两侧面相同或不同位置进行加工;或者一组进行加工,另一
用于汽轮机叶片总长精铣加工的通用夹具装置.pdf
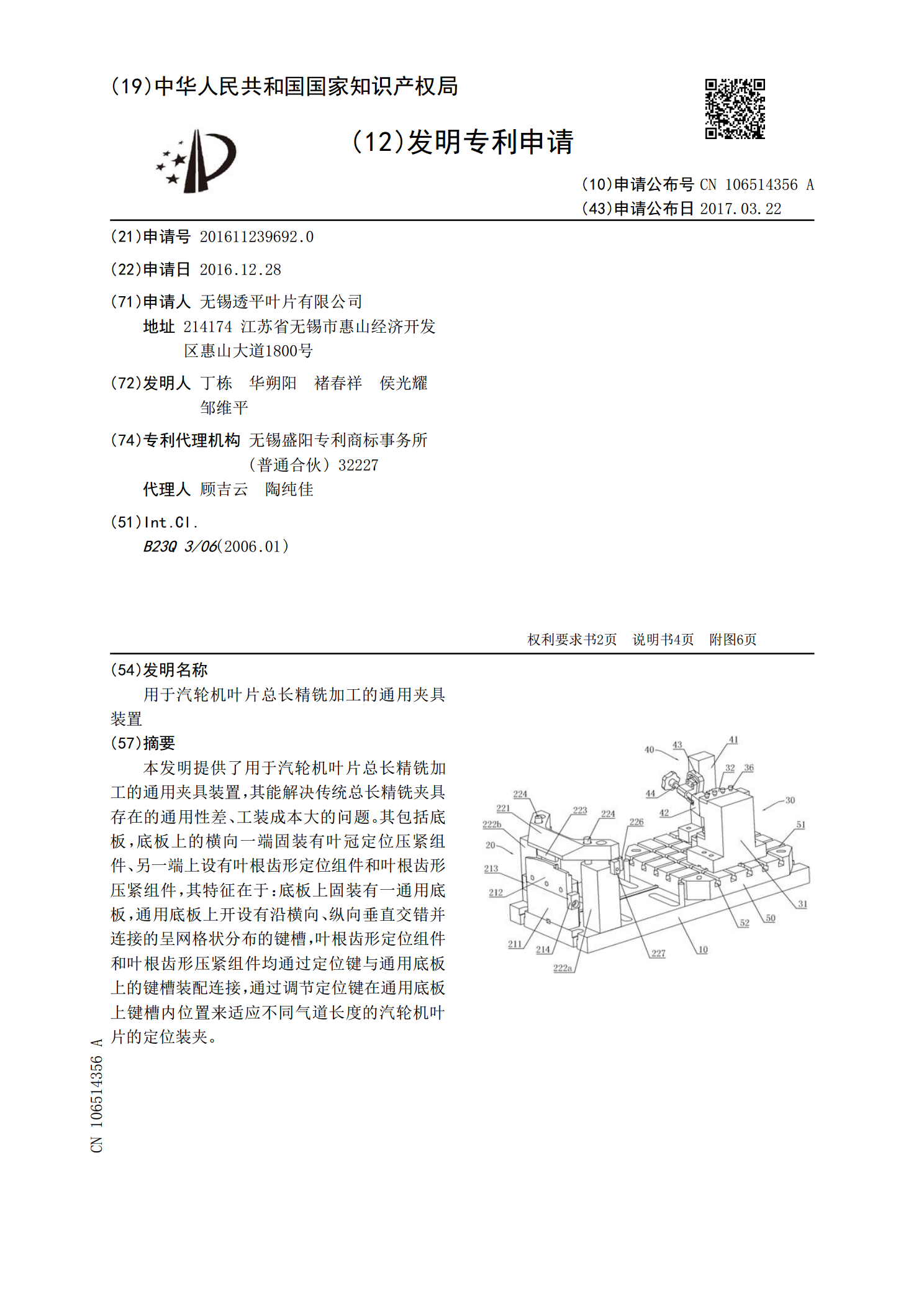
本发明提供了用于汽轮机叶片总长精铣加工的通用夹具装置,其能解决传统总长精铣夹具存在的通用性差、工装成本大的问题。其包括底板,底板上的横向一端固装有叶冠定位压紧组件、另一端上设有叶根齿形定位组件和叶根齿形压紧组件,其特征在于:底板上固装有一通用底板,通用底板上开设有沿横向、纵向垂直交错并连接的呈网格状分布的键槽,叶根齿形定位组件和叶根齿形压紧组件均通过定位键与通用底板上的键槽装配连接,通过调节定位键在通用底板上键槽内位置来适应不同气道长度的汽轮机叶片的定位装夹。

带钢铣边机用硬质合金刀片的优化.docx
带钢铣边机用硬质合金刀片的优化带钢铣边机是一种常用于钢材、铝材、铜材等金属材料的精加工设备,通过机械切削来削除材料表面的毛刺和粗糙度,使其表面光滑度更高。而硬质合金刀片则是铣边机的主要切削工具,其具有硬度高、耐磨性好、耐热性强、寿命长等优点。但是,单纯地使用硬质合金刀片在铣削带钢时,容易遇到以下问题:首先,刀片容易出现断裂现象,导致铣削质量下降;其次,刀具的寿命会变短,需要频繁更换,增加了使用成本;最后,硬质合金刀片的切削力较大,在切削过程中会产生较大的热量,可能会使工件表面产生热损伤,以及引起材料变形等
用于食品加工机的刀片组件和包括刀片组件的食品加工机.pdf
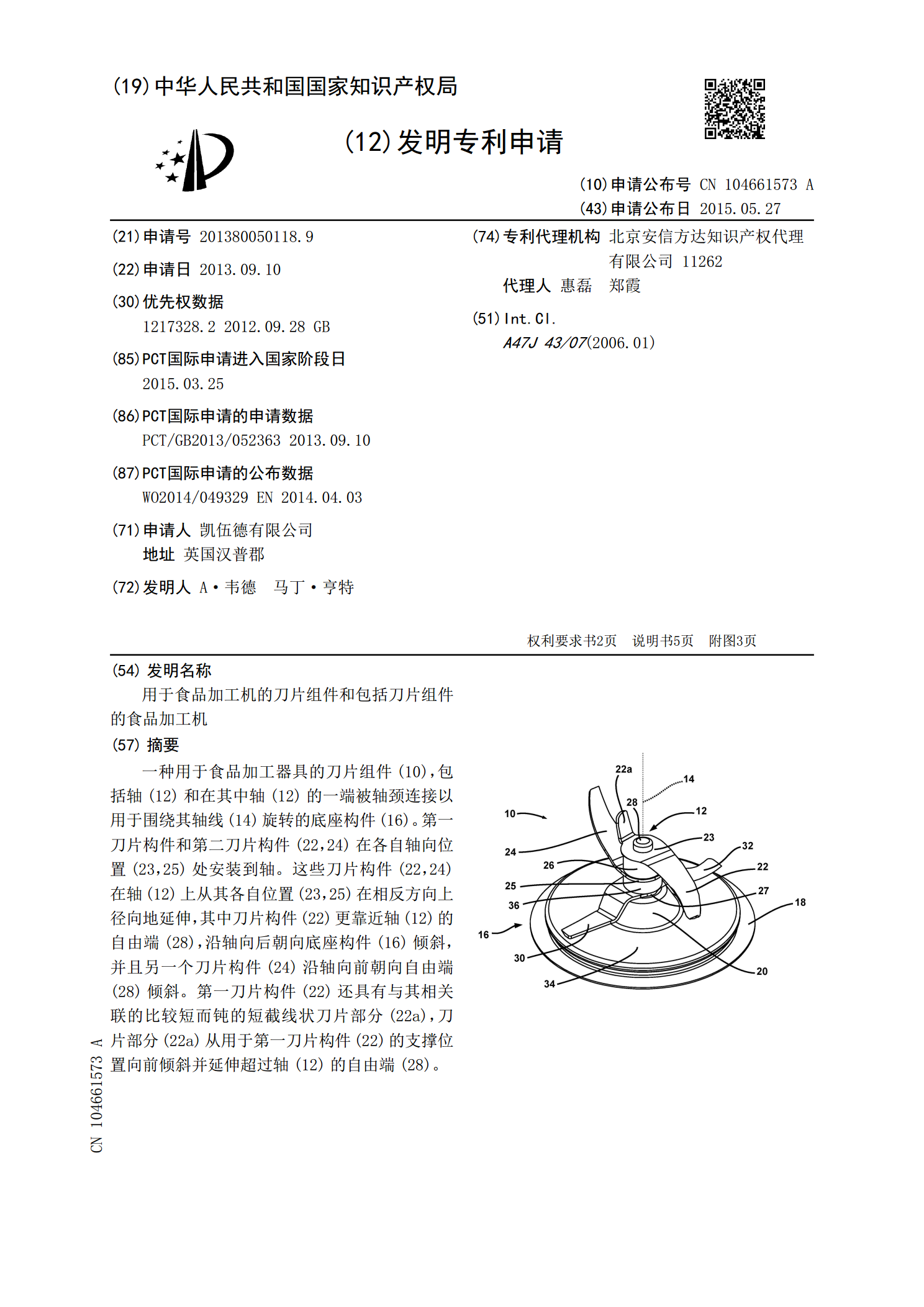
一种用于食品加工器具的刀片组件(10),包括轴(12)和在其中轴(12)的一端被轴颈连接以用于围绕其轴线(14)旋转的底座构件(16)。第一刀片构件和第二刀片构件(22,24)在各自轴向位置(23,25)处安装到轴。这些刀片构件(22,24)在轴(12)上从其各自位置(23,25)在相反方向上径向地延伸,其中刀片构件(22)更靠近轴(12)的自由端(28),沿轴向后朝向底座构件(16)倾斜,并且另一个刀片构件(24)沿轴向前朝向自由端(28)倾斜。第一刀片构件(22)还具有与其相关联的比较短而钝的短截线状