
一种用于内花键齿轮热处理的工装.pdf

一只****ua

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种用于内花键齿轮热处理的工装.pdf
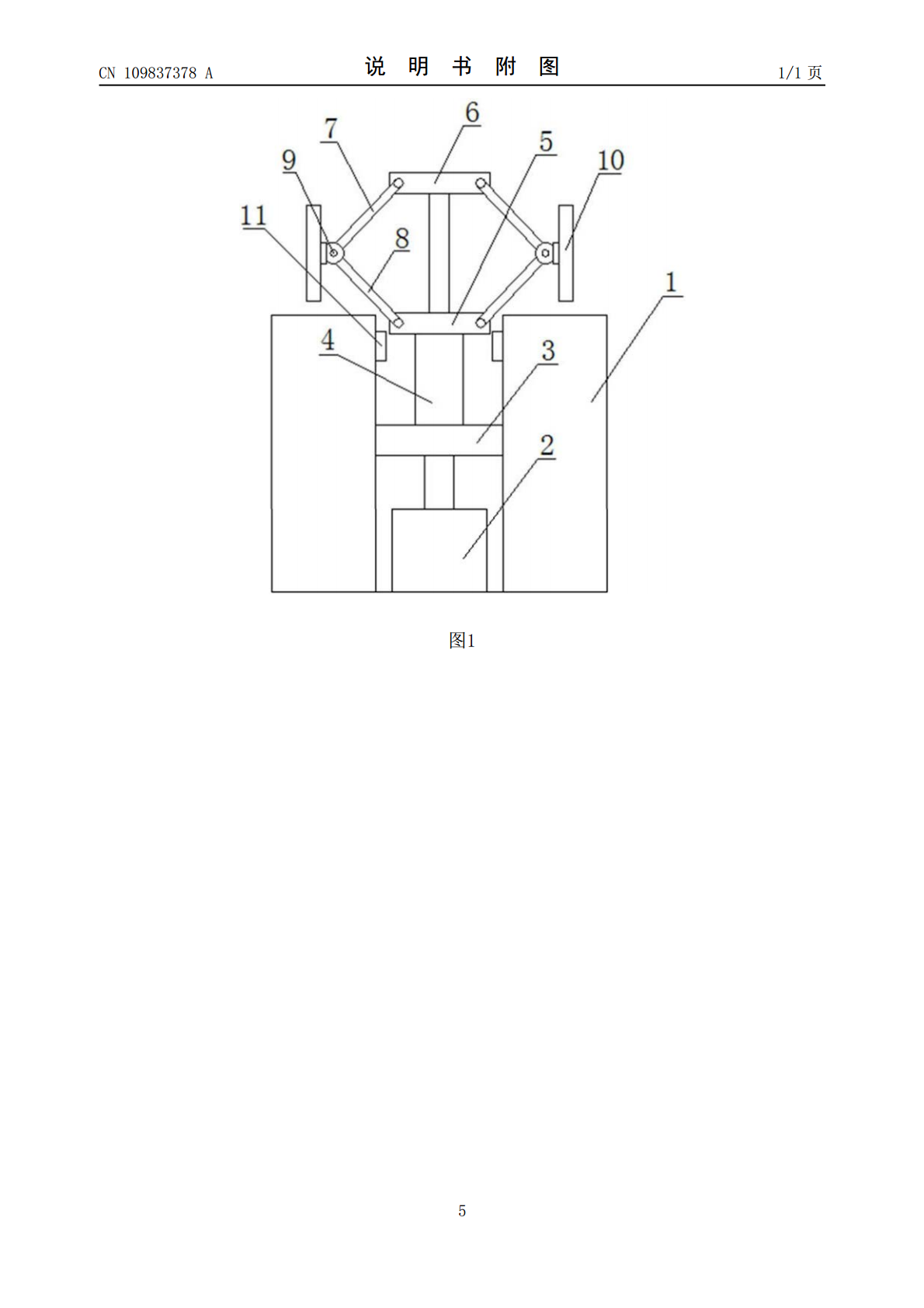
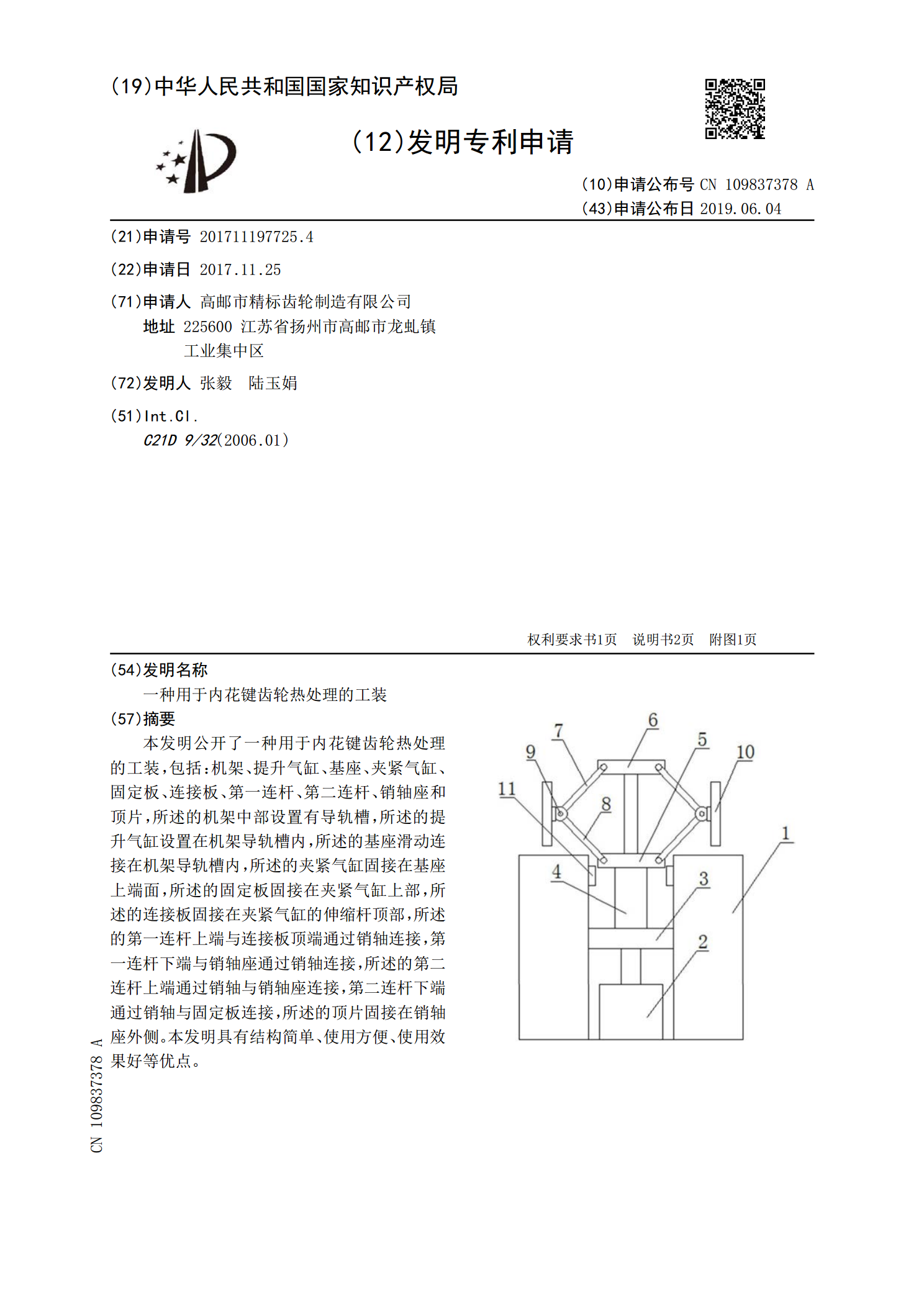
本发明公开了一种用于内花键齿轮热处理的工装,包括:机架、提升气缸、基座、夹紧气缸、固定板、连接板、第一连杆、第二连杆、销轴座和顶片,所述的机架中部设置有导轨槽,所述的提升气缸设置在机架导轨槽内,所述的基座滑动连接在机架导轨槽内,所述的夹紧气缸固接在基座上端面,所述的固定板固接在夹紧气缸上部,所述的连接板固接在夹紧气缸的伸缩杆顶部,所述的第一连杆上端与连接板顶端通过销轴连接,第一连杆下端与销轴座通过销轴连接,所述的第二连杆上端通过销轴与销轴座连接,第二连杆下端通过销轴与固定板连接,所述的顶片固接在销轴座外侧

一种用于内花键齿轮的磨齿工装.pdf
本发明提供一种用于内花键齿轮的磨齿工装,包括磨齿芯轴、第一螺母、弹性金属环、胀套和第二螺母,磨齿芯轴包括从后至前依次设置的安装柄、第一外螺纹段、锥形段和第二外螺纹段,锥形段前小后大,第一螺母螺合在第一外螺纹段上,胀套内设有锥形孔,胀套设于锥形段上,胀套的外壁排布有多个花键齿,胀套的外表面排布有多个通槽,胀套的侧壁上还设有第一开口,第一开口内填充有海绵,海绵内浸渍有润滑油,第二螺母螺合在第二外螺纹段上,弹性金属环上设有第二开口,弹性金属环包括多块凸板,多块凸板均通过螺丝固定连接在胀套的后端面。由于采用了上述
一种小模数内花键齿轮热处理方法.pdf
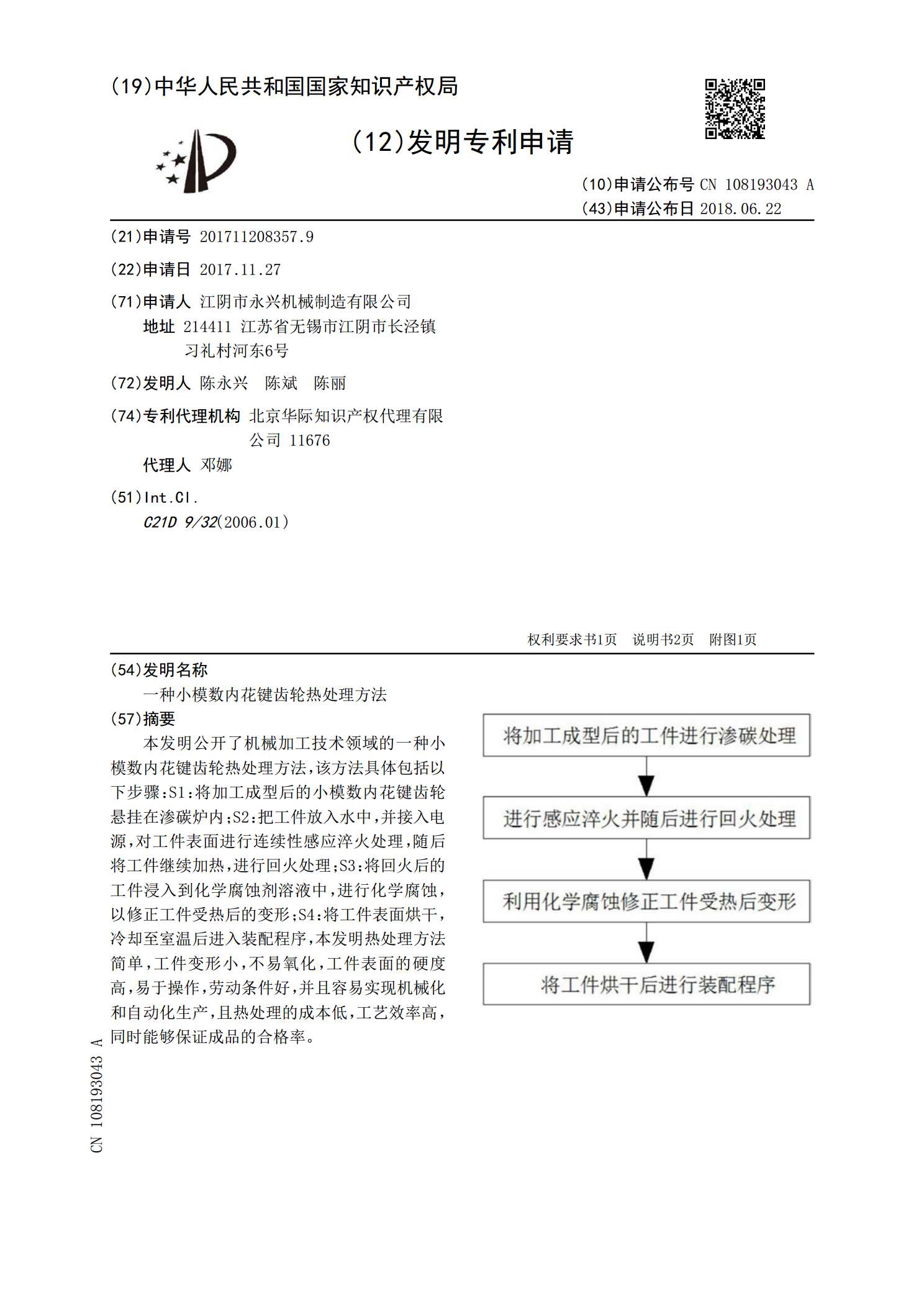
本发明公开了机械加工技术领域的一种小模数内花键齿轮热处理方法,该方法具体包括以下步骤:S1:将加工成型后的小模数内花键齿轮悬挂在渗碳炉内;S2:把工件放入水中,并接入电源,对工件表面进行连续性感应淬火处理,随后将工件继续加热,进行回火处理;S3:将回火后的工件浸入到化学腐蚀剂溶液中,进行化学腐蚀,以修正工件受热后的变形;S4:将工件表面烘干,冷却至室温后进入装配程序,本发明热处理方法简单,工件变形小,不易氧化,工件表面的硬度高,易于操作,劳动条件好,并且容易实现机械化和自动化生产,且热处理的成本低,工艺效

小模数内花键齿轮热处理方法.pdf
本发明涉及一种小模数内花键齿轮热处理方法,原理类似于压力淬火,采用与花键内孔尺寸一致的芯棒,由于花键内孔的尺寸与芯棒尺寸基本一致,花键在加热到淬火温度且出炉淬火时,将芯棒插入花键内孔处,由于热胀冷缩,入油后花键与芯棒压紧在一起,受芯棒形状和尺寸的限制,将变形限制在规定的范围内。本发明采用可控气氛热处理炉进行渗碳,通过对炉温、保温时间、碳势的控制,选取合适的芯棒进行淬火热处理。保证了花键内孔渗碳淬火后的变形要求。同时,由于本发明取消了磨削步骤,因此保证了零件的渗碳层和心部硬度的使用要求。
控制内花键变形的热处理方法及其内花键变形补偿工装.pdf
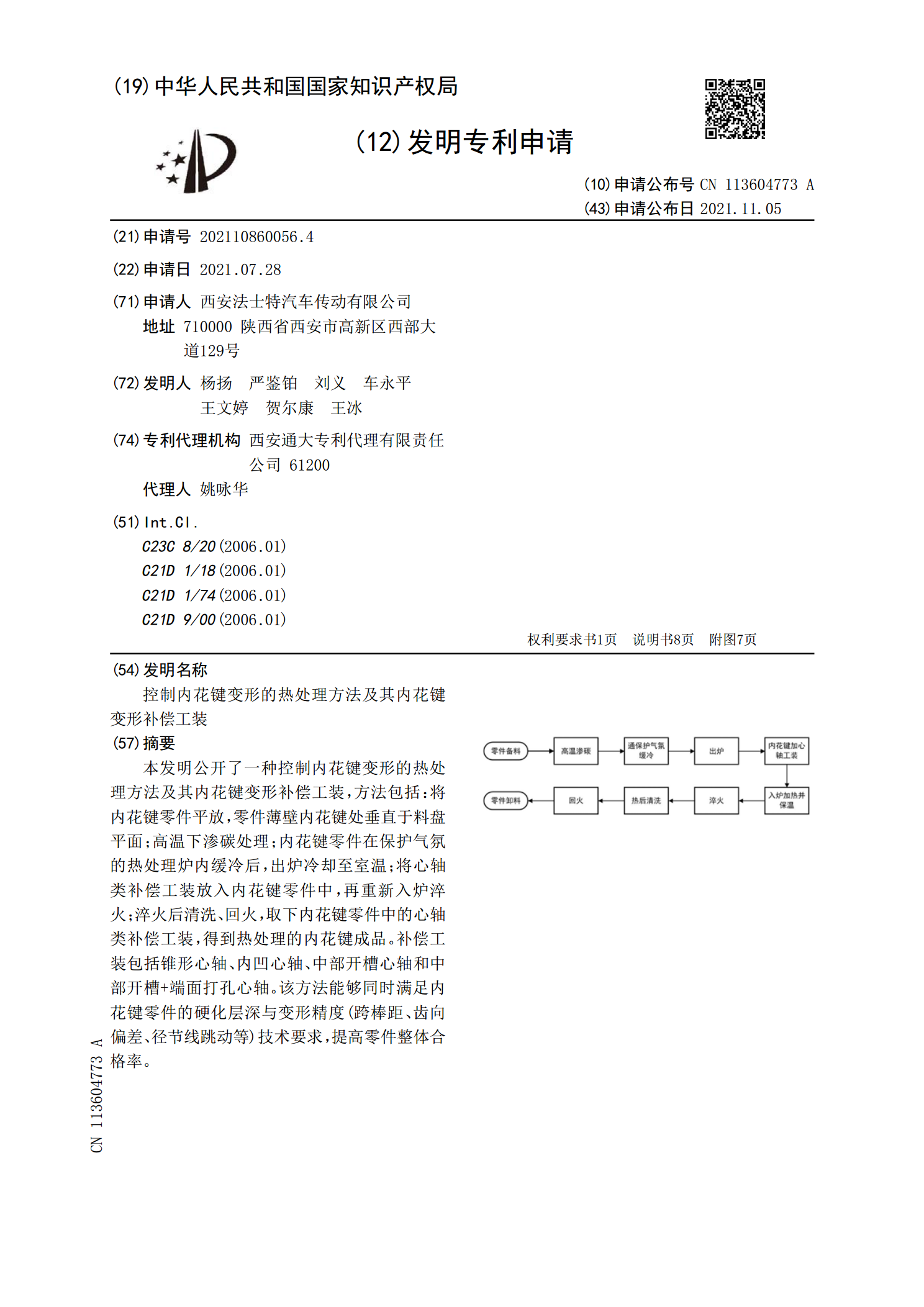
本发明公开了一种控制内花键变形的热处理方法及其内花键变形补偿工装,方法包括:将内花键零件平放,零件薄壁内花键处垂直于料盘平面;高温下渗碳处理;内花键零件在保护气氛的热处理炉内缓冷后,出炉冷却至室温;将心轴类补偿工装放入内花键零件中,再重新入炉淬火;淬火后清洗、回火,取下内花键零件中的心轴类补偿工装,得到热处理的内花键成品。补偿工装包括锥形心轴、内凹心轴、中部开槽心轴和中部开槽+端面打孔心轴。该方法能够同时满足内花键零件的硬化层深与变形精度(跨棒距、齿向偏差、径节线跳动等)技术要求,提高零件整体合格率。