
一种冲孔工装装置.pdf

努力****亚捷

1/6

2/6
3/6

4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种冲孔工装装置.pdf
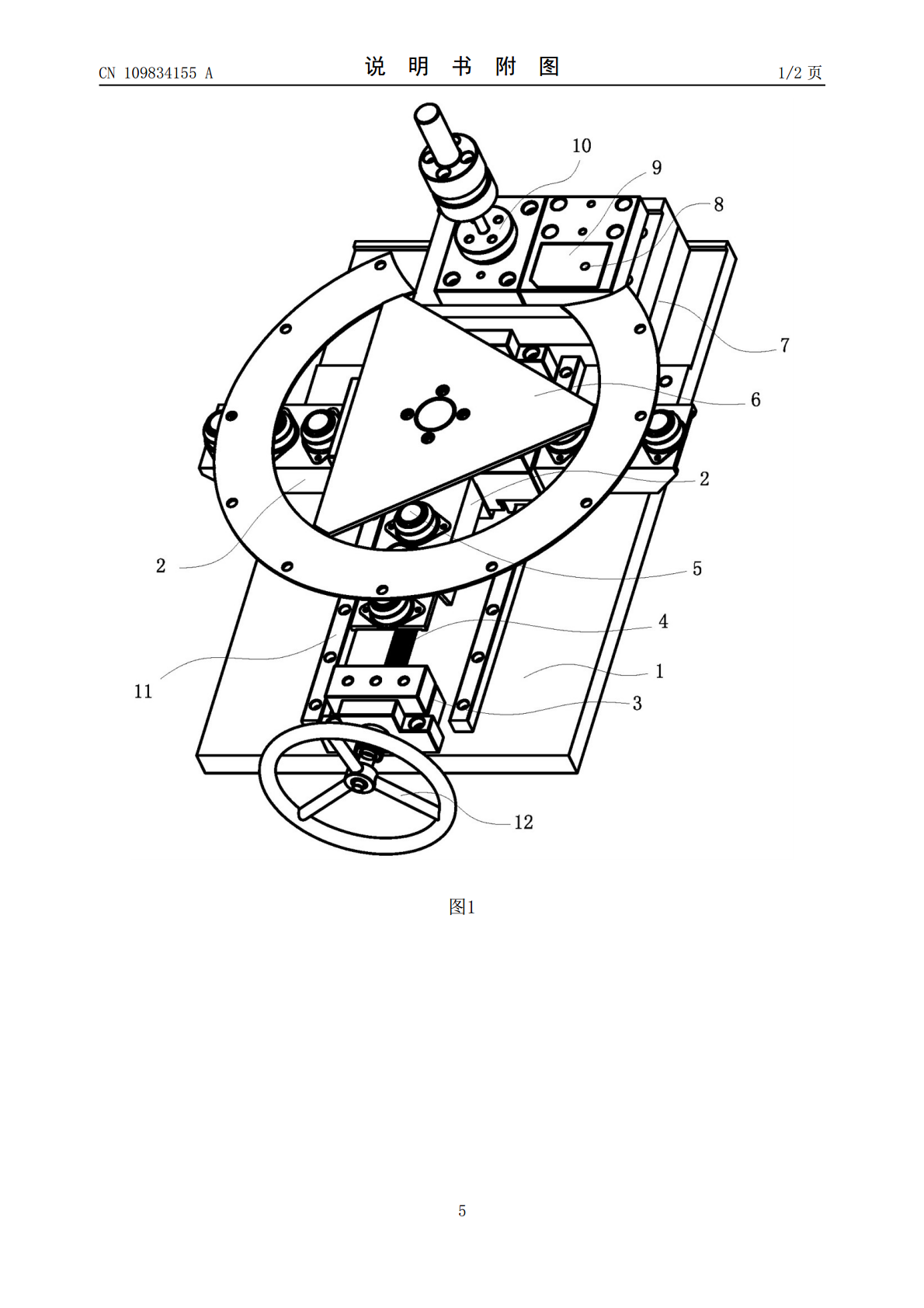
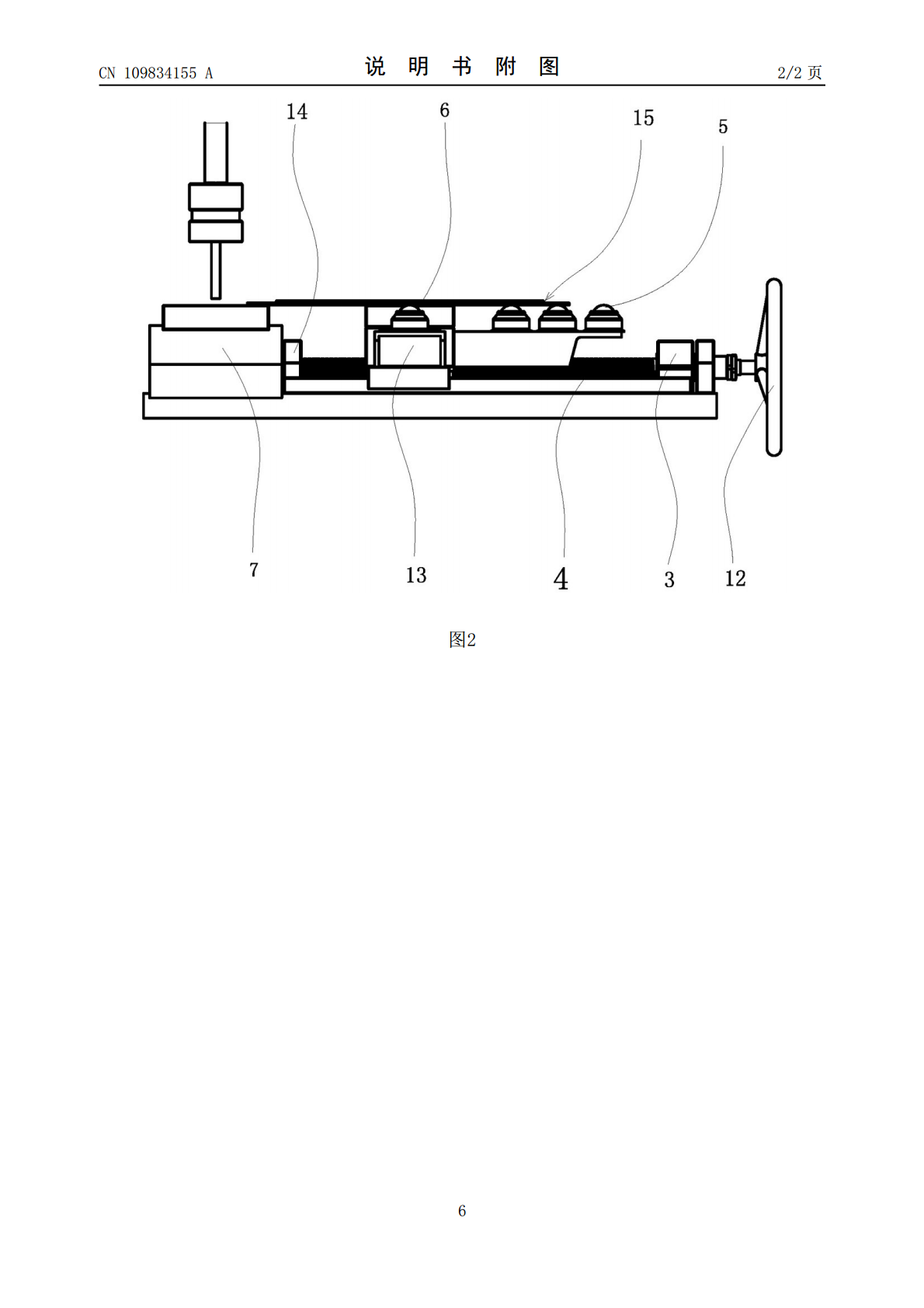
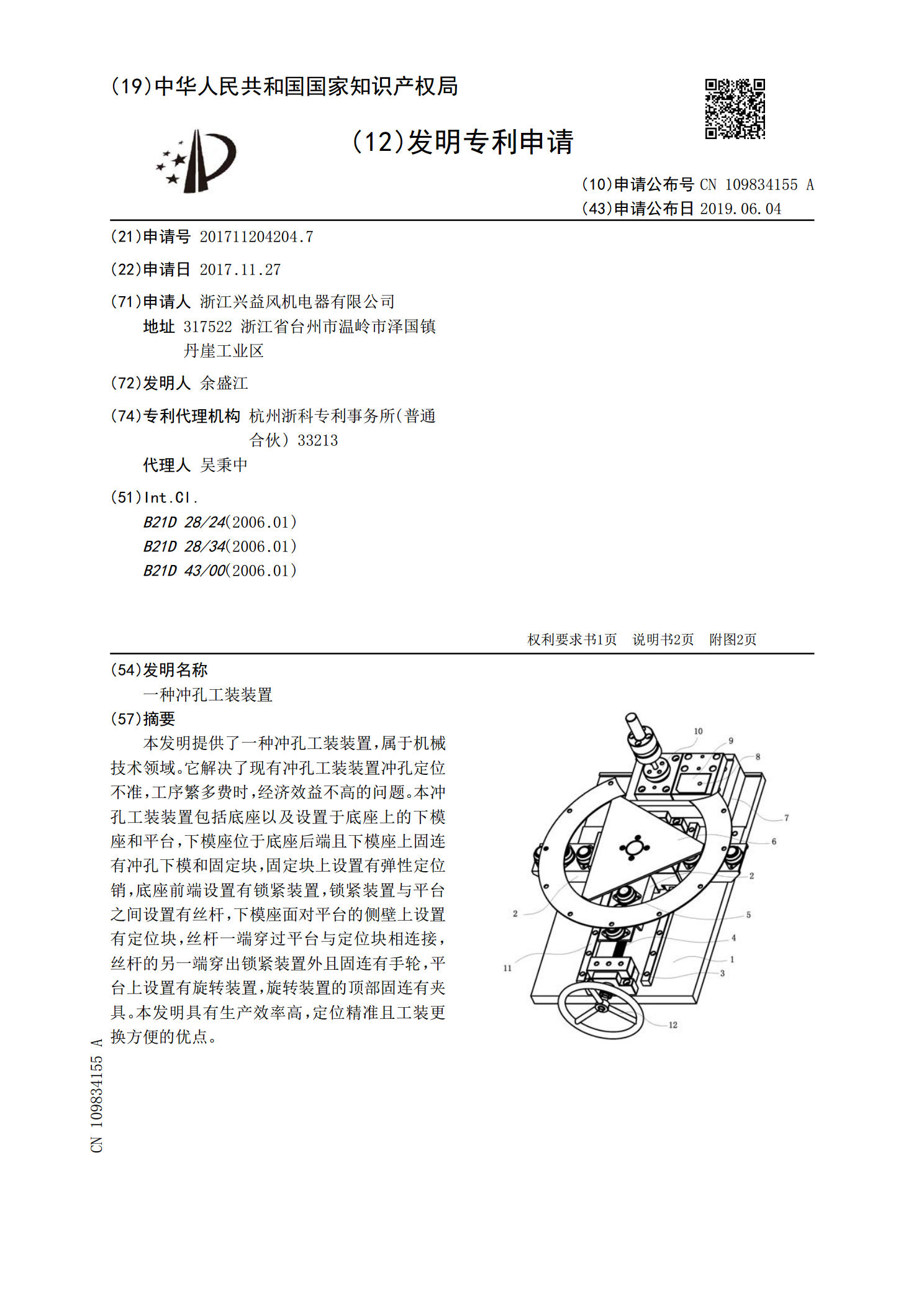
本发明提供了一种冲孔工装装置,属于机械技术领域。它解决了现有冲孔工装装置冲孔定位不准,工序繁多费时,经济效益不高的问题。本冲孔工装装置包括底座以及设置于底座上的下模座和平台,下模座位于底座后端且下模座上固连有冲孔下模和固定块,固定块上设置有弹性定位销,底座前端设置有锁紧装置,锁紧装置与平台之间设置有丝杆,下模座面对平台的侧壁上设置有定位块,丝杆一端穿过平台与定位块相连接,丝杆的另一端穿出锁紧装置外且固连有手轮,平台上设置有旋转装置,旋转装置的顶部固连有夹具。本发明具有生产效率高,定位精准且工装更换方便的优

一种冲孔工装.pdf
本实用新型涉及冲孔工装技术领域,尤其涉及一种冲孔工装,解决了现有技术中由流水线输送,缺少对板块的定位,当板块运动到冲压模具下端时,难以保证板块在指定位置,从而冲孔出来的板块容易发生冲孔偏移的现象,影响冲孔质量的问题。一种冲孔工装,包括支撑架,所述支撑架上设有开口,所述开口的上端固定连接有气缸,所述气缸的伸缩端固定连接有升降板,所述升降板通过四根伸缩套筒与开口的内底部连接,所述升降板上固定连接有冲压模具。本实用新型能够进行待加工件的定位,避免在冲孔时,发生待加工件偏移的情况,同时还可以在冲压时,进行待加工件
冲孔加工机械用工装夹具装置.pdf
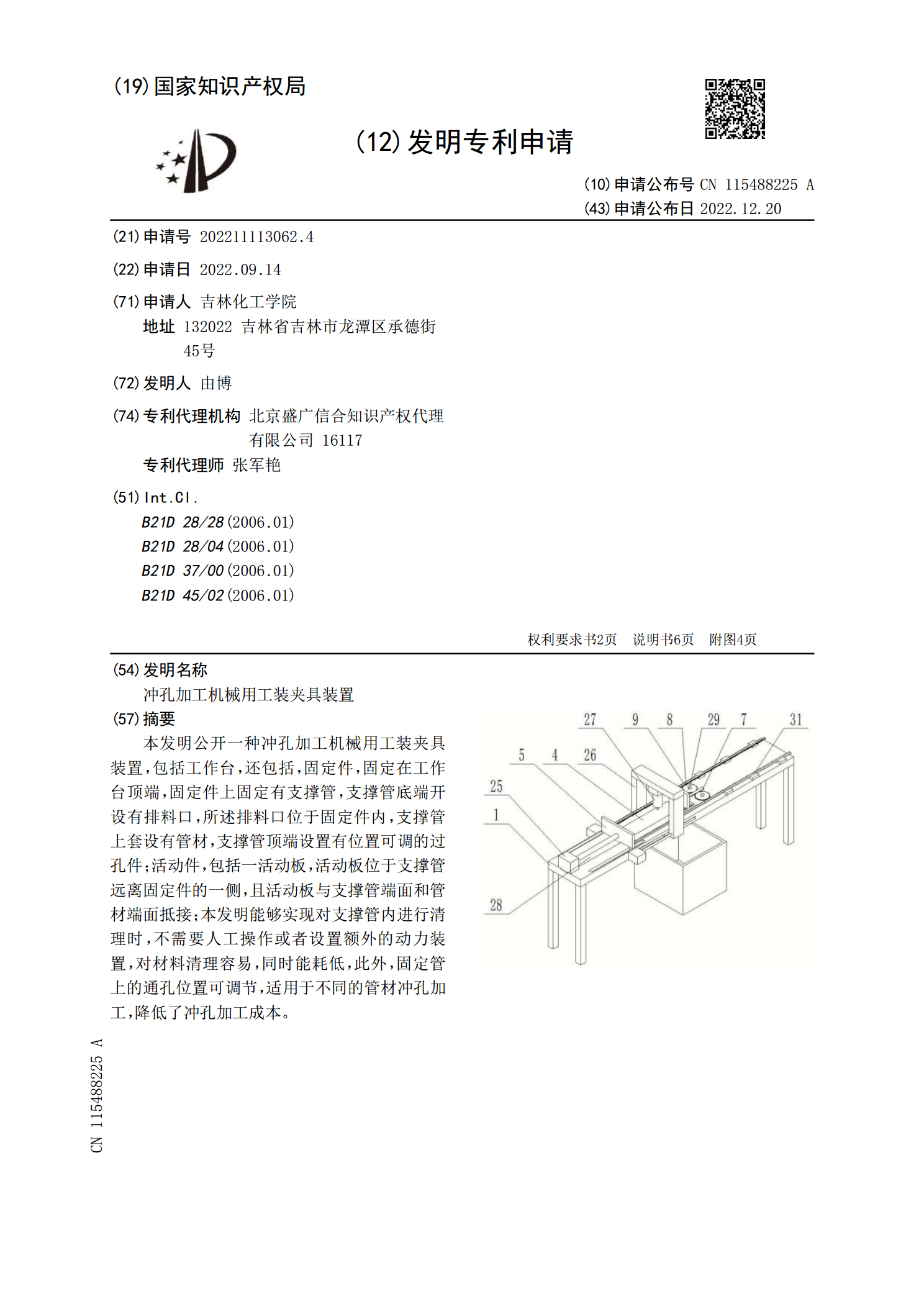
本发明公开一种冲孔加工机械用工装夹具装置,包括工作台,还包括,固定件,固定在工作台顶端,固定件上固定有支撑管,支撑管底端开设有排料口,所述排料口位于固定件内,支撑管上套设有管材,支撑管顶端设置有位置可调的过孔件;活动件,包括一活动板,活动板位于支撑管远离固定件的一侧,且活动板与支撑管端面和管材端面抵接;本发明能够实现对支撑管内进行清理时,不需要人工操作或者设置额外的动力装置,对材料清理容易,同时能耗低,此外,固定管上的通孔位置可调节,适用于不同的管材冲孔加工,降低了冲孔加工成本。
冲孔铝板的加工装置及加工方法.pdf
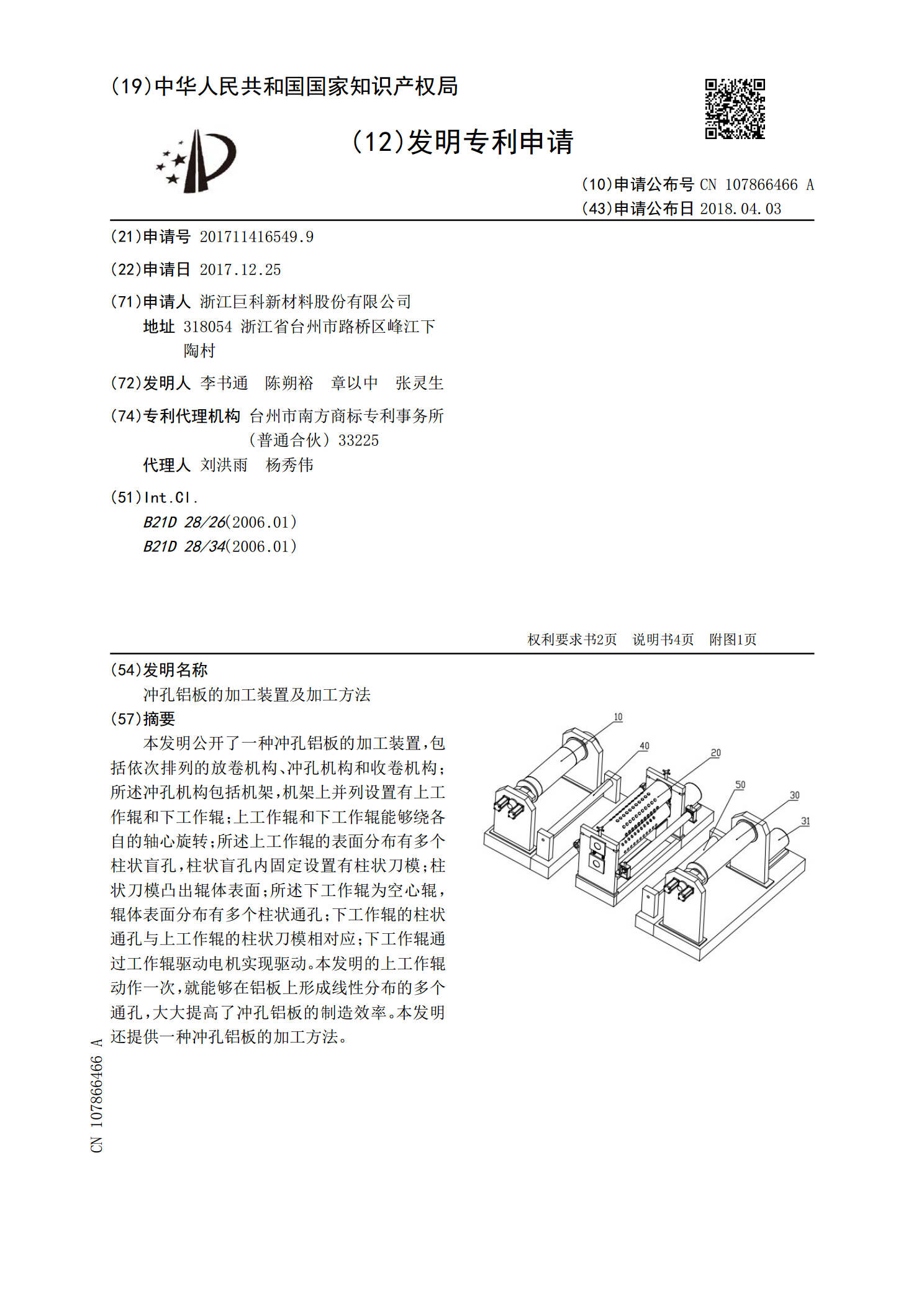
本发明公开了一种冲孔铝板的加工装置,包括依次排列的放卷机构、冲孔机构和收卷机构;所述冲孔机构包括机架,机架上并列设置有上工作辊和下工作辊;上工作辊和下工作辊能够绕各自的轴心旋转;所述上工作辊的表面分布有多个柱状盲孔,柱状盲孔内固定设置有柱状刀模;柱状刀模凸出辊体表面;所述下工作辊为空心辊,辊体表面分布有多个柱状通孔;下工作辊的柱状通孔与上工作辊的柱状刀模相对应;下工作辊通过工作辊驱动电机实现驱动。本发明的上工作辊动作一次,就能够在铝板上形成线性分布的多个通孔,大大提高了冲孔铝板的制造效率。本发明还提供一种

一种圆弧面冲孔工装.pdf
本发明公开了一种圆弧面冲孔工装,属于冲压技术领域;一种圆弧面冲孔工装,包括底座、顶板、冲压机组件,顶板通过支撑杆固定连接在底座的顶部,冲压机组件固定连接在顶板上,底座顶部外壁固定连接有模具放置台,模具放置台上滑动连接有模具本体,模具放置台顶部滑动连接有第一限位板,模具放置台顶部固定连接有第二限位板,第一限位板与第二限位板通过螺栓相连;本发明通过将模具本体放置在模具放置台上且位于第一限位板和第二限位板之间,从而通过螺栓将第一限位板和第二限位板固定,从而实现对模具本体的固定,进而将需要加工的曲面材料放置在模具