
曲面成形磨削中磨削液对流换热系数测量方法及相应装置.pdf

Do****76

1/10

2/10
3/10
4/10
5/10
6/10
7/10

8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

曲面成形磨削中磨削液对流换热系数测量方法及相应装置.pdf
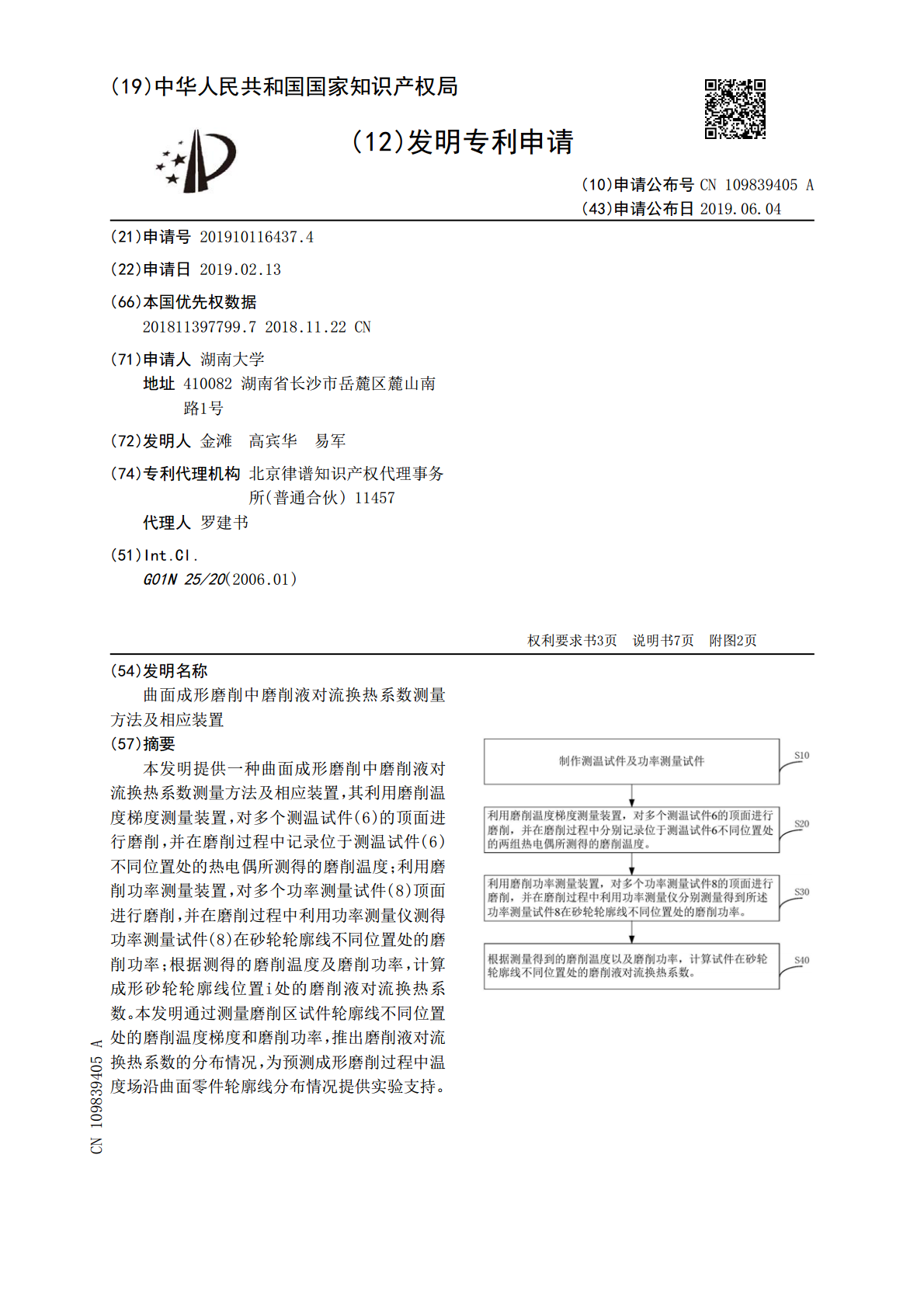
本发明提供一种曲面成形磨削中磨削液对流换热系数测量方法及相应装置,其利用磨削温度梯度测量装置,对多个测温试件(6)的顶面进行磨削,并在磨削过程中记录位于测温试件(6)不同位置处的热电偶所测得的磨削温度;利用磨削功率测量装置,对多个功率测量试件(8)顶面进行磨削,并在磨削过程中利用功率测量仪测得功率测量试件(8)在砂轮轮廓线不同位置处的磨削功率;根据测得的磨削温度及磨削功率,计算成形砂轮轮廓线位置i处的磨削液对流换热系数。本发明通过测量磨削区试件轮廓线不同位置处的磨削温度梯度和磨削功率,推出磨削液对流换热系

磨削弧区磨削液有效供给和对流换热研究的开题报告.docx
磨削弧区磨削液有效供给和对流换热研究的开题报告开题报告题目:磨削弧区磨削液有效供给和对流换热研究磨削液是磨削过程中必不可少的润滑剂和冷却剂。在磨削过程中,磨削液的有效供给和对流换热对加工效率和工件表面质量具有重要影响。磨削液的有效供给能够降低切削温度,提高切削效率和表面质量,并减少工具磨损和损伤。对流换热过程对磨削液的冷却效果起着至关重要的作用。因此,研究磨削液的有效供给和对流换热机理对磨削技术的进一步发展具有重要意义。本研究的目的是探究磨削弧区磨削液的有效供给和对流换热机理,并提出改进和优化方案,以提高

磨削液的再生装置以及磨削液的再生方法.pdf
本发明的磨削液的再生装置为含有磨削屑的使用后的磨削液的再生装置,其中,所述磨削液的再生装置具有:贮存所述使用后的磨削液的贮留槽、和膜分离模块,所述膜分离模块具有从贮存在所述贮留槽中的使用后的磨削液中分离所述磨削屑的过滤膜,并且所述过滤膜的平均孔径为1.0μm以上且10.0μm以下。本发明的磨削液的再生方法为含有磨削屑的使用后的磨削液的再生方法,其中,所述磨削液的再生方法具有利用过滤膜从所述使用后的磨削液中分离所述磨削屑的膜分离工序,并且所述过滤膜的平均孔径为1.0μm以上且10.0μm以下。

用于磨削换热的砂轮及其换热方法.pdf
本发明公开了一种用于磨削换热的砂轮,包括砂轮基体,砂轮基体上电镀或者钎焊有砂轮磨粒,砂轮基体内开有密封的工作真空腔,工作真空腔内注有热传导介质,工作真空腔的两侧设置有吸热环面和冷凝环面。本发明能够有效降低高效磨削加工时的磨削温度并且降低加工成本,可以直接从磨削弧区疏导磨削热,从而冲破了以往冷却液难以进入磨削弧区进行有效换热的瓶颈,避免了使用冷却液降低磨削温度出现的工件表面烧伤以及砂轮失效的现象。
强制对流换热系数的测定.ppt
实验装置试验装置为风源、圆柱体局部换热试验段、低压直流电源、电位差计、倾斜式微压计、分压箱和转换开关。试验段示意图试验段风道由有机玻璃制成,中间横置可旋转的圆柱体,其中段周向包覆一不锈钢片,其内表面放置了热电偶,在热电偶相同角度处开有一小测压孔,将圆柱体转到不同φ角位置,就可测出不同角度处表面温度和空气的压力。测量系统图:不锈钢片的电流量通过标准电阻上的电压降来测量。热电偶测片壁温。将热电偶毫伏值,标准电阻上的电压降及片二端的电压降,经一转换开关及分压箱输出一低压信号,由电位差计测量各值,空气沿柱面的压力