
一种高硬度涂层表面快速光整装置及方法.pdf

一吃****书竹

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种高硬度涂层表面快速光整装置及方法.pdf
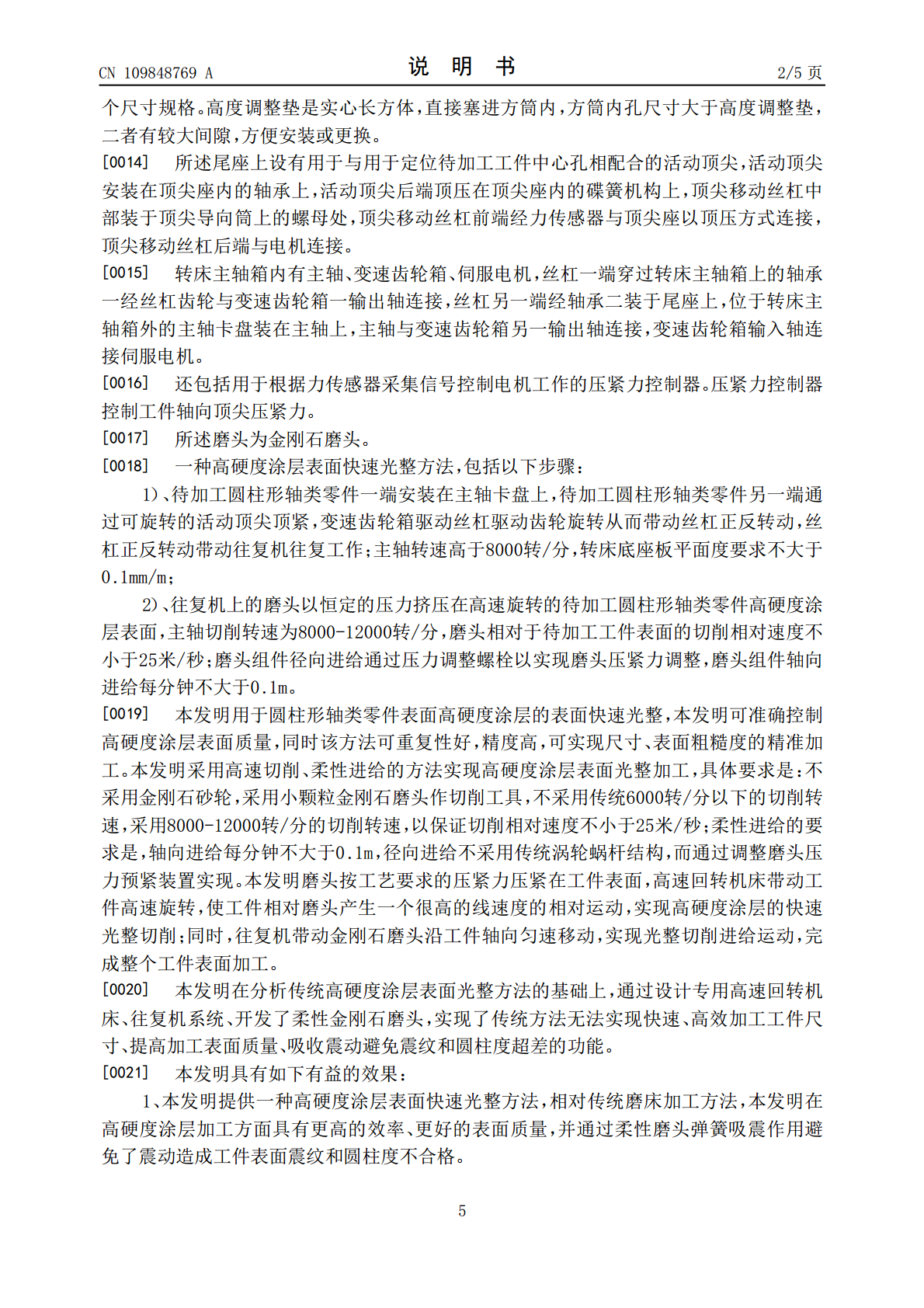
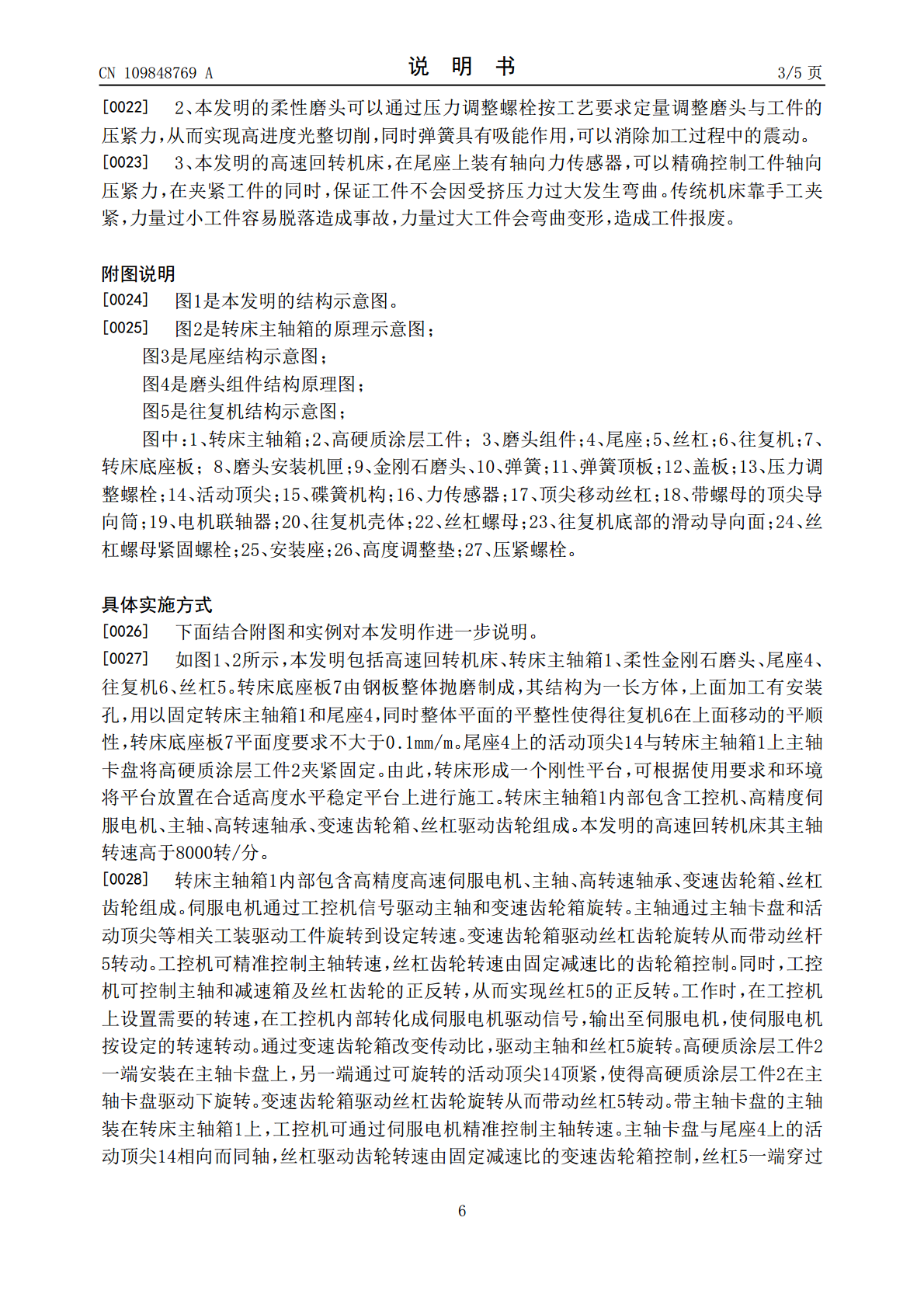
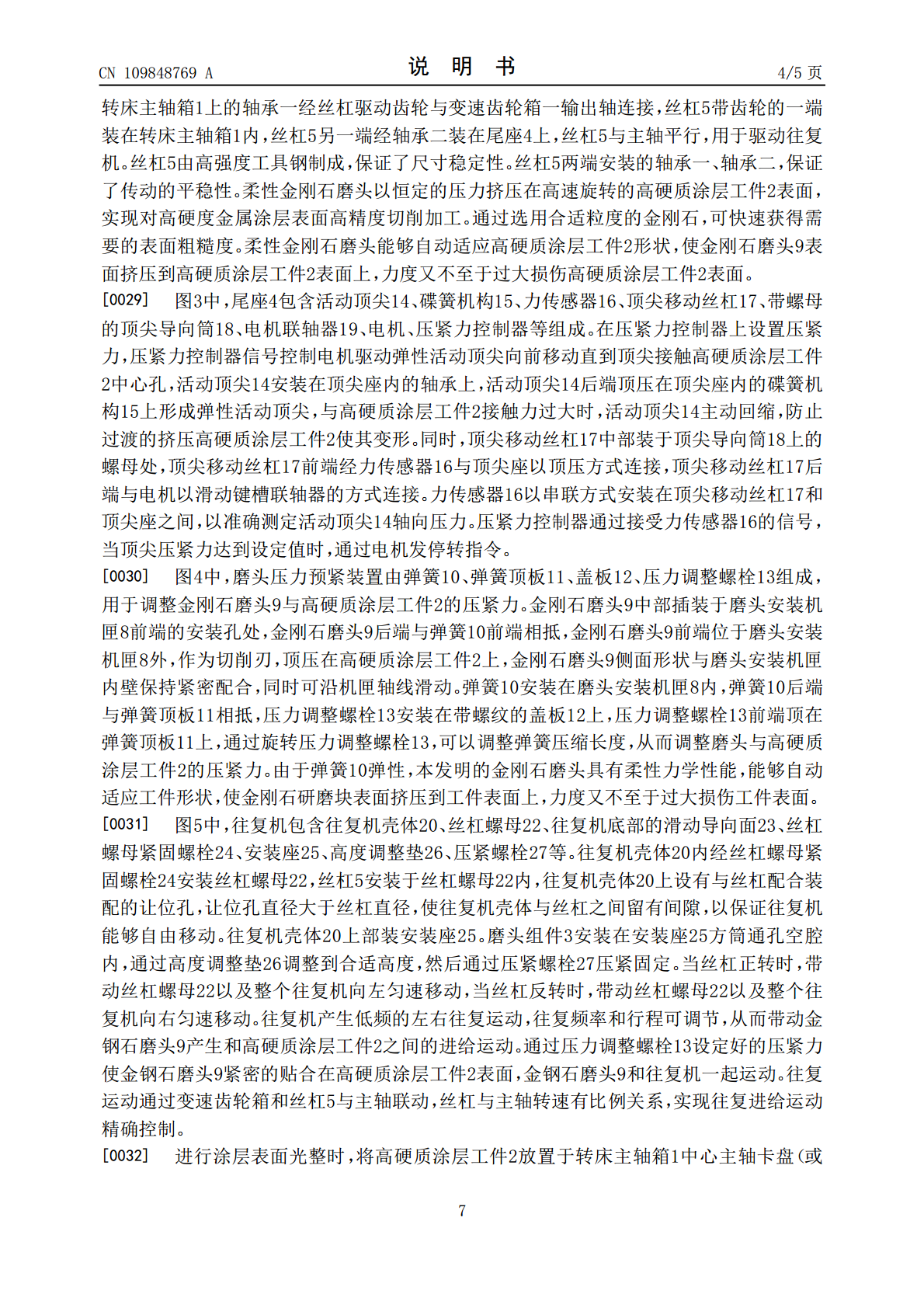
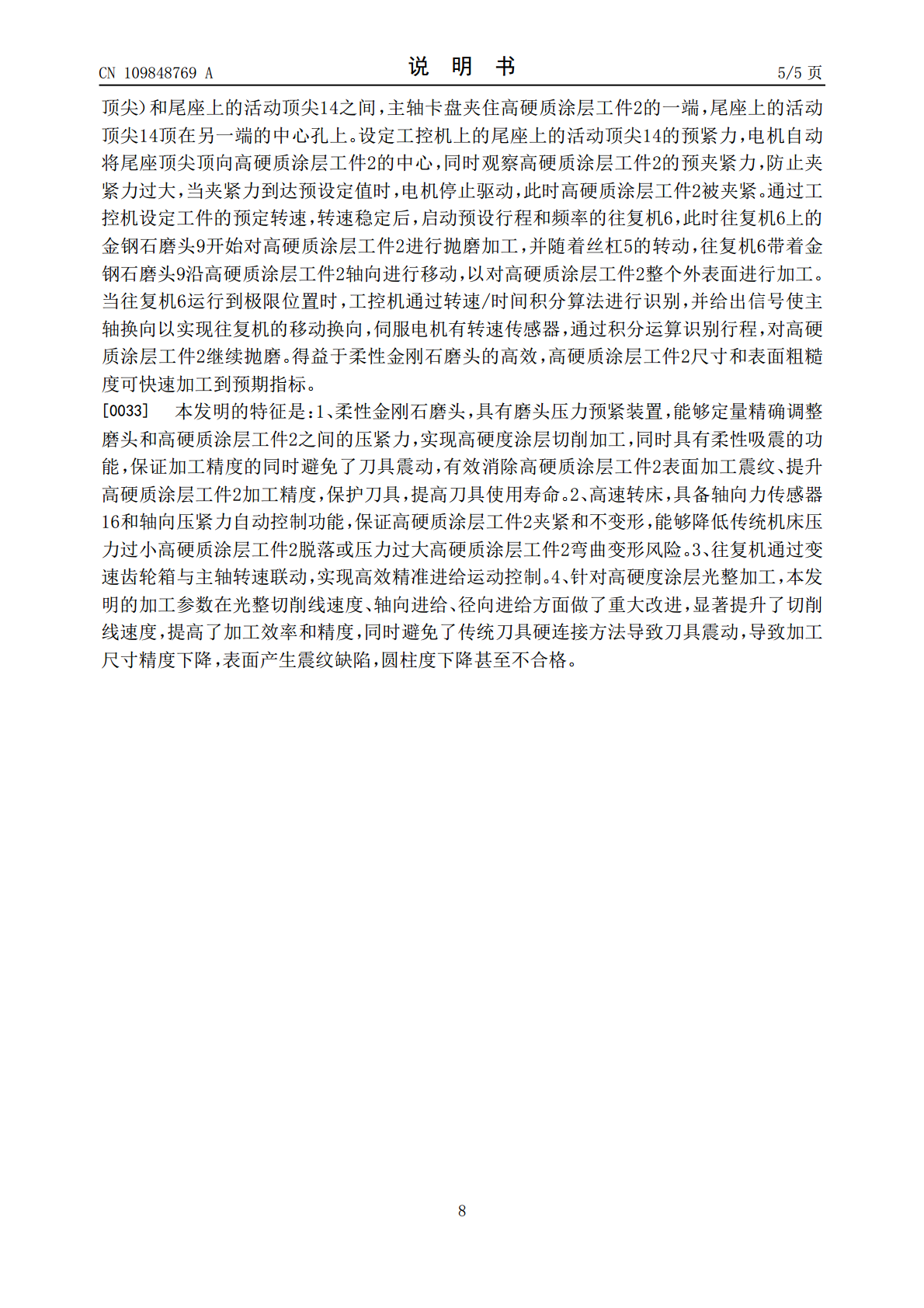
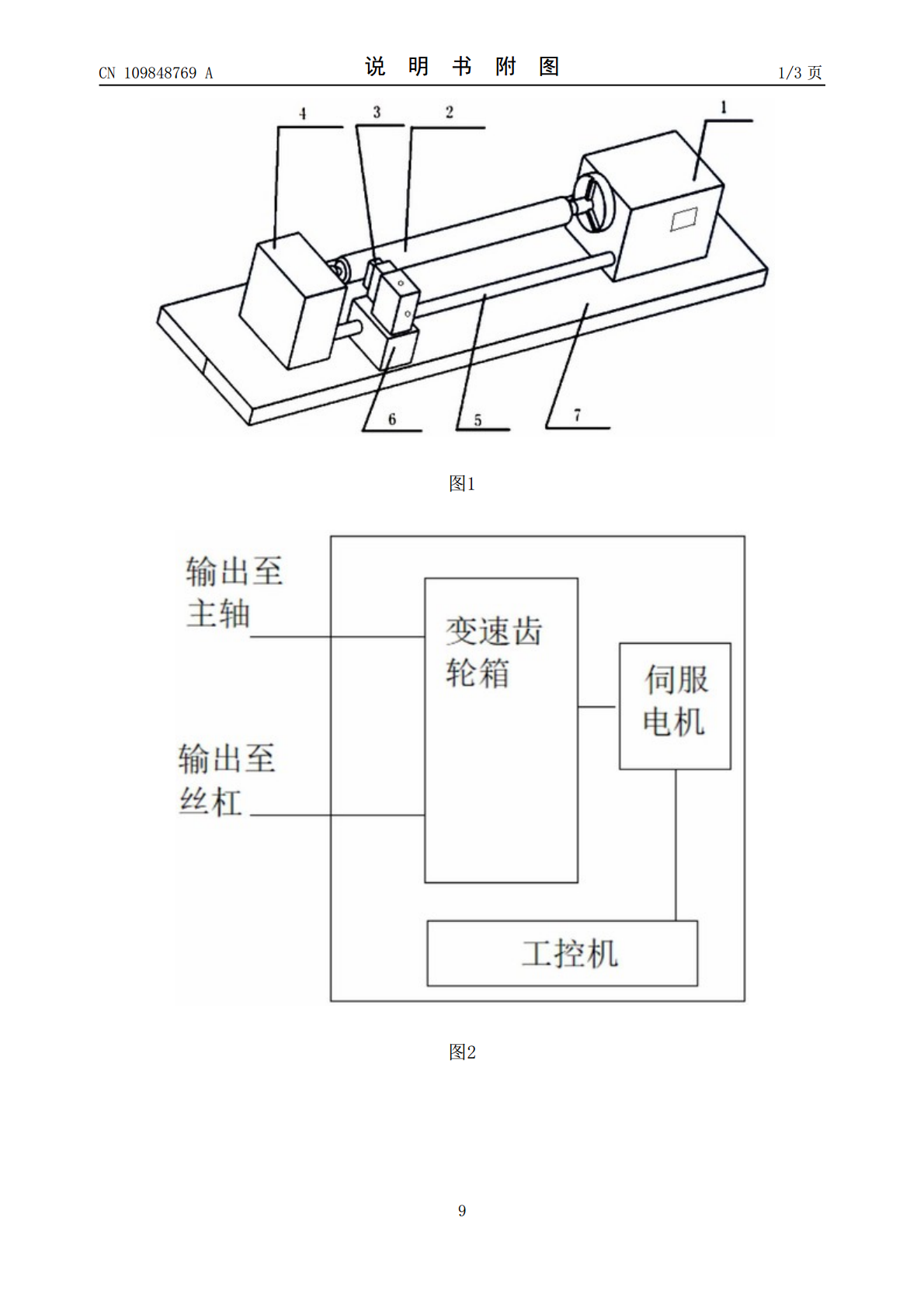
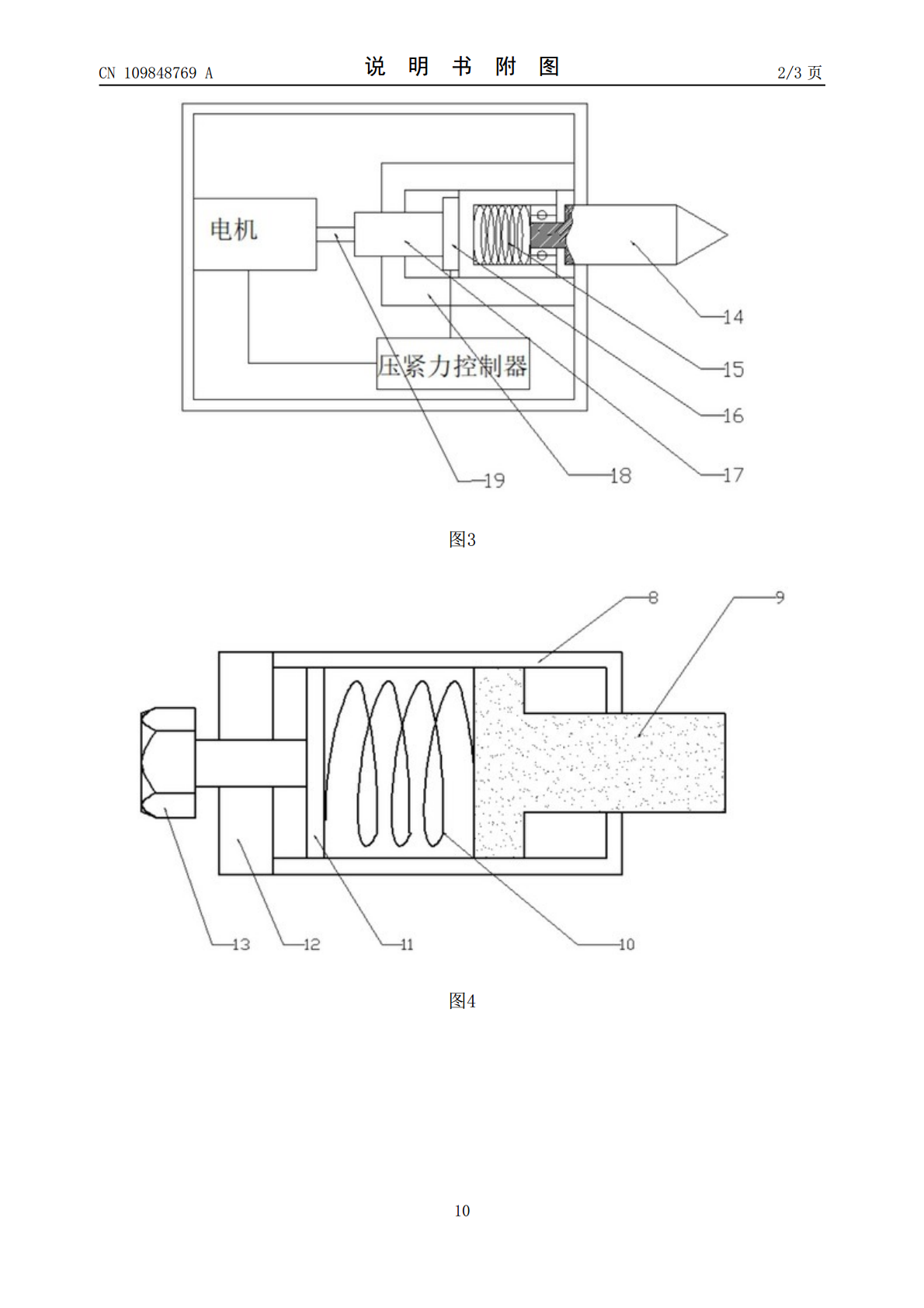
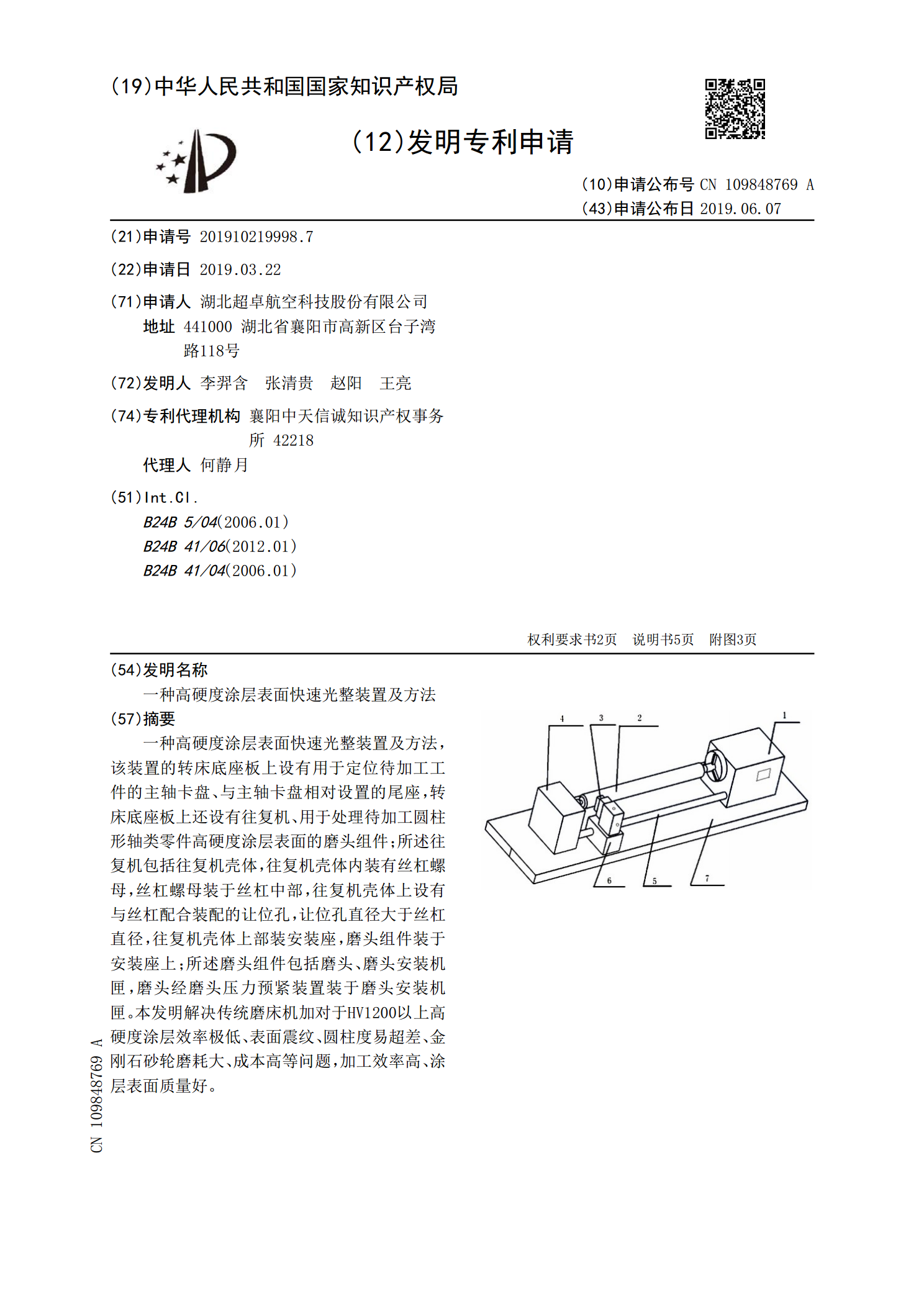
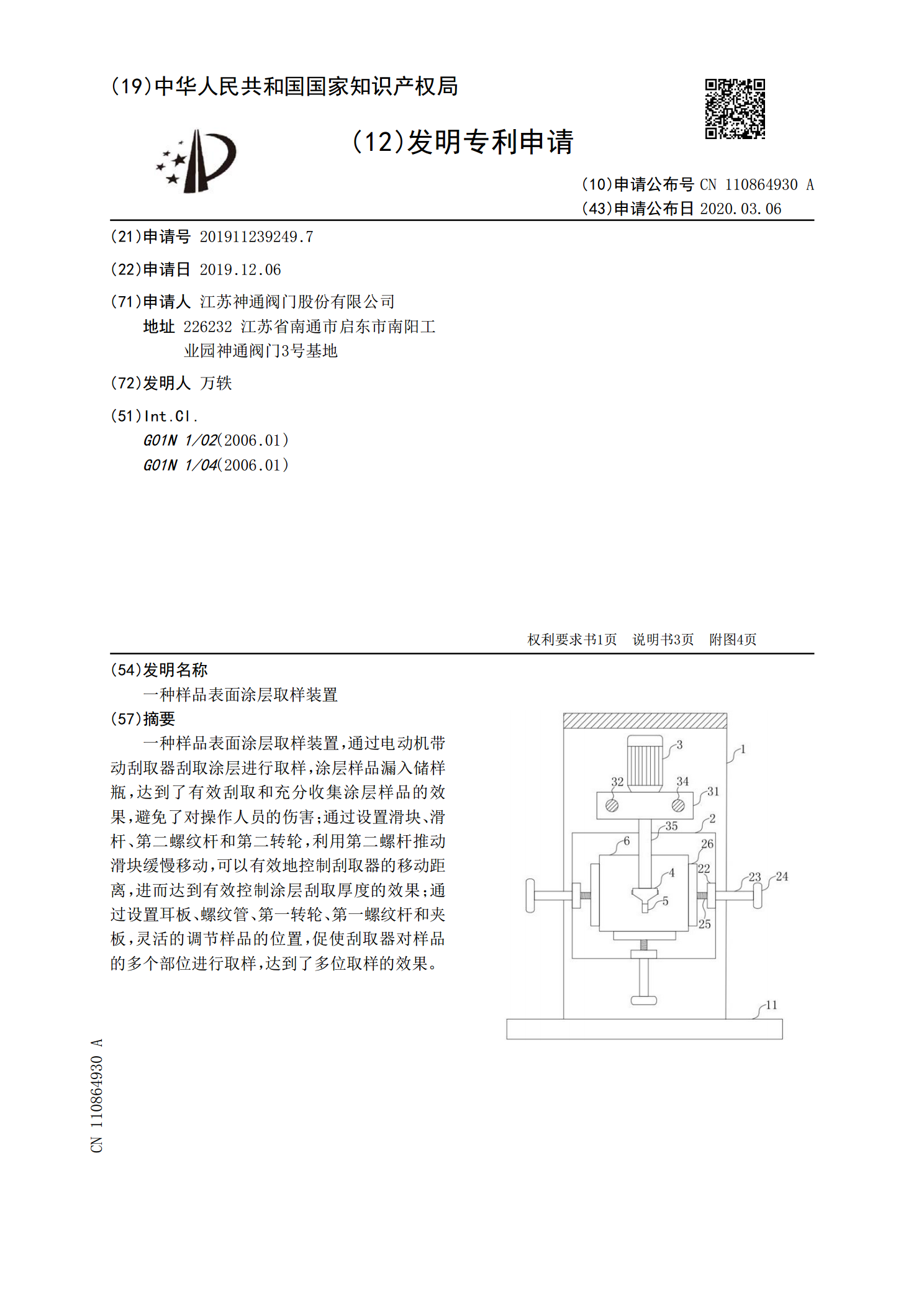
一种高硬度涂层表面快速光整装置及方法,该装置的转床底座板上设有用于定位待加工工件的主轴卡盘、与主轴卡盘相对设置的尾座,转床底座板上还设有往复机、用于处理待加工圆柱形轴类零件高硬度涂层表面的磨头组件;所述往复机包括往复机壳体,往复机壳体内装有丝杠螺母,丝杠螺母装于丝杠中部,往复机壳体上设有与丝杠配合装配的让位孔,让位孔直径大于丝杠直径,往复机壳体上部装安装座,磨头组件装于安装座上;所述磨头组件包括磨头、磨头安装机匣,磨头经磨头压力预紧装置装于磨头安装机匣。本发明解决传统磨床机加对于HV1200以上高硬度涂层
一种样品表面涂层取样装置.pdf
一种样品表面涂层取样装置,通过电动机带动刮取器刮取涂层进行取样,涂层样品漏入储样瓶,达到了有效刮取和充分收集涂层样品的效果,避免了对操作人员的伤害;通过设置滑块、滑杆、第二螺纹杆和第二转轮,利用第二螺杆推动滑块缓慢移动,可以有效地控制刮取器的移动距离,进而达到有效控制涂层刮取厚度的效果;通过设置耳板、螺纹管、第一转轮、第一螺纹杆和夹板,灵活的调节样品的位置,促使刮取器对样品的多个部位进行取样,达到了多位取样的效果。
一种高硬度涂层耐磨球及其制备方法.pdf
本发明公开了一种高硬度涂层耐磨球及其制备方法,包括:用电炉熔炼得到钢水,然后浇铸得到坯体,将坯体加热、轧制成球,冷却后得到耐磨球基体;采用电弧喷涂法将粉芯丝材喷涂在所述耐磨球基体表面形成涂层,得到含涂层的耐磨球;将含涂层的耐磨球加热进行脉冲磁场处理,得到一次处理涂层耐磨球;将一次处理涂层耐磨球进行热等静压处理,然后冷却至室温,再经过低温回火,冷却后得到高硬度涂层耐磨球。本发明的耐磨球涂层结合强度高、硬度高,不易剥落且具有优良的耐磨性能,可以有效提高耐磨球的使用寿命。
一种可实现快速表面清洁的光伏发电装置.pdf
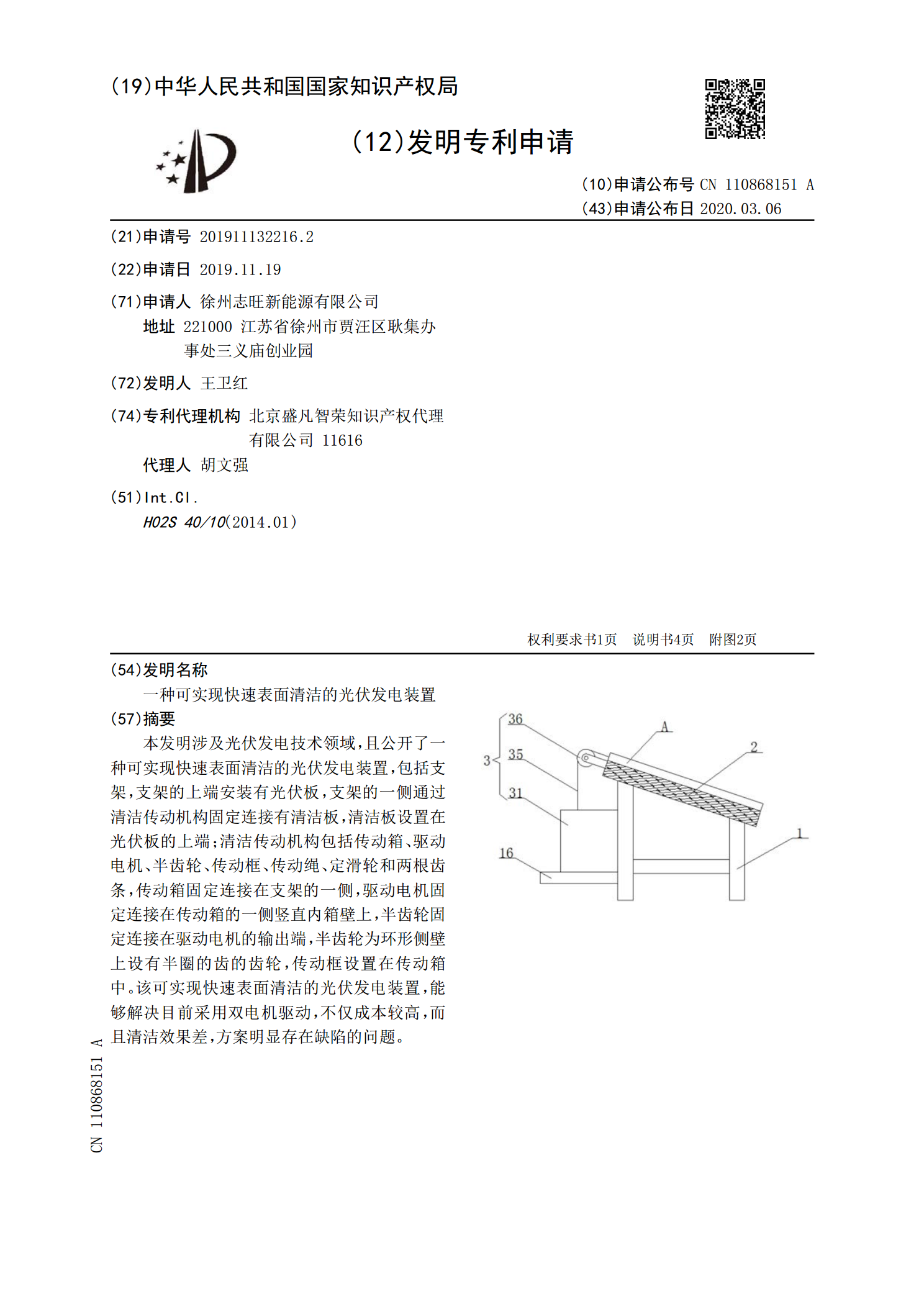
本发明涉及光伏发电技术领域,且公开了一种可实现快速表面清洁的光伏发电装置,包括支架,支架的上端安装有光伏板,支架的一侧通过清洁传动机构固定连接有清洁板,清洁板设置在光伏板的上端;清洁传动机构包括传动箱、驱动电机、半齿轮、传动框、传动绳、定滑轮和两根齿条,传动箱固定连接在支架的一侧,驱动电机固定连接在传动箱的一侧竖直内箱壁上,半齿轮固定连接在驱动电机的输出端,半齿轮为环形侧壁上设有半圈的齿的齿轮,传动框设置在传动箱中。该可实现快速表面清洁的光伏发电装置,能够解决目前采用双电机驱动,不仅成本较高,而且清洁效果
一种声电耦合表面强化与光整加工装置.pdf
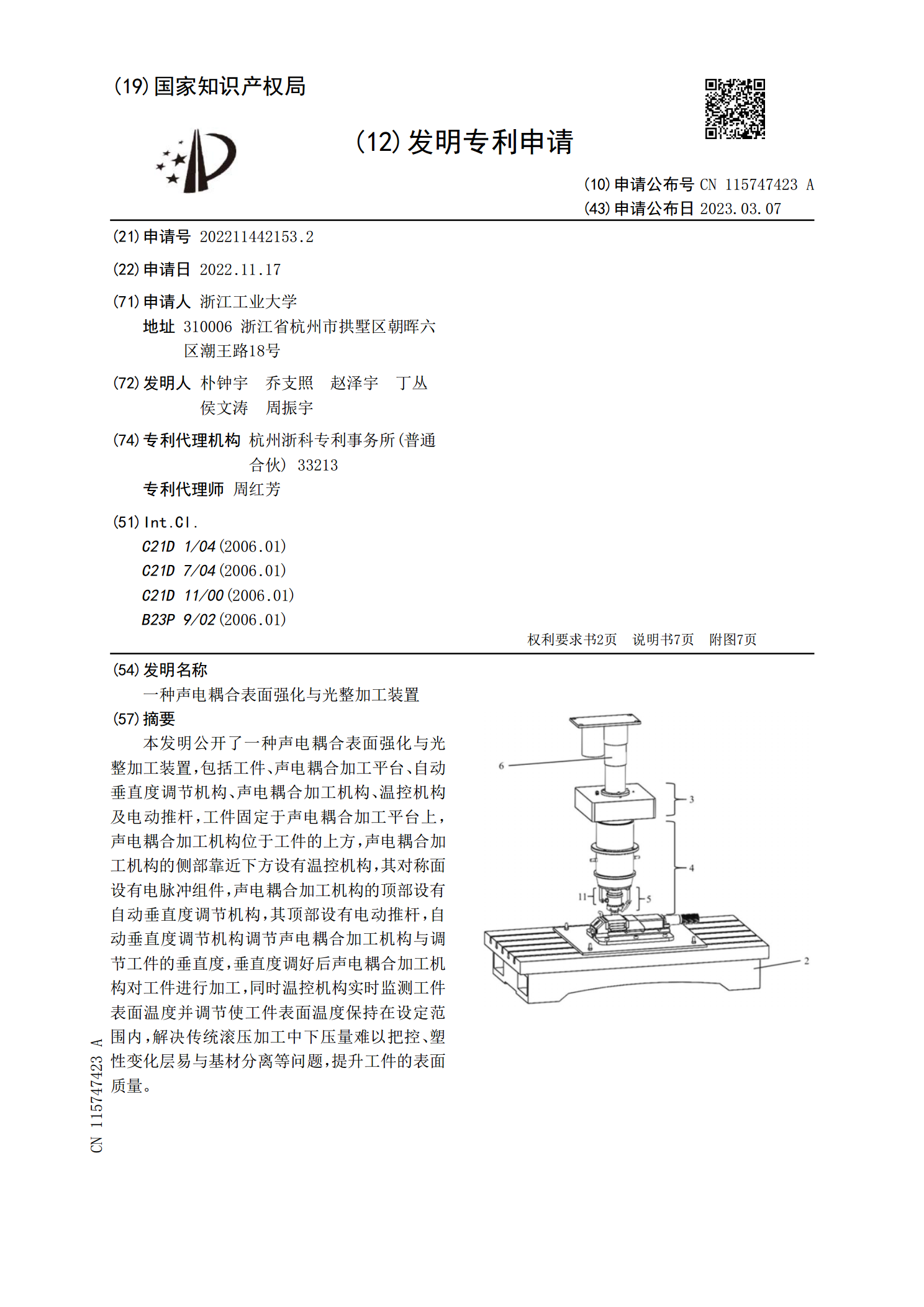
本发明公开了一种声电耦合表面强化与光整加工装置,包括工件、声电耦合加工平台、自动垂直度调节机构、声电耦合加工机构、温控机构及电动推杆,工件固定于声电耦合加工平台上,声电耦合加工机构位于工件的上方,声电耦合加工机构的侧部靠近下方设有温控机构,其对称面设有电脉冲组件,声电耦合加工机构的顶部设有自动垂直度调节机构,其顶部设有电动推杆,自动垂直度调节机构调节声电耦合加工机构与调节工件的垂直度,垂直度调好后声电耦合加工机构对工件进行加工,同时温控机构实时监测工件表面温度并调节使工件表面温度保持在设定范围内,解决传统