
一种线性摩擦焊接装置.pdf

元枫****文章

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种线性摩擦焊接装置.pdf
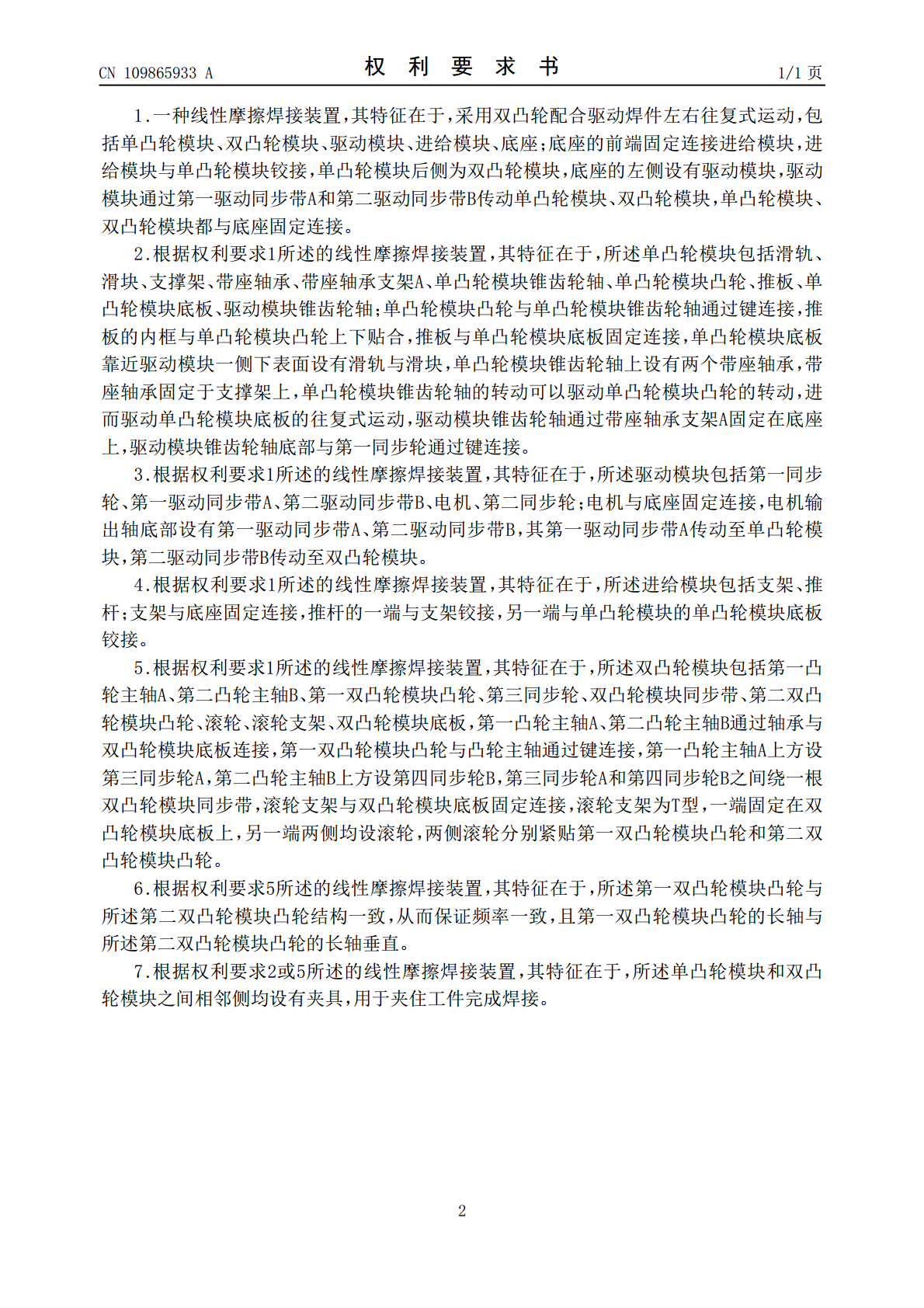
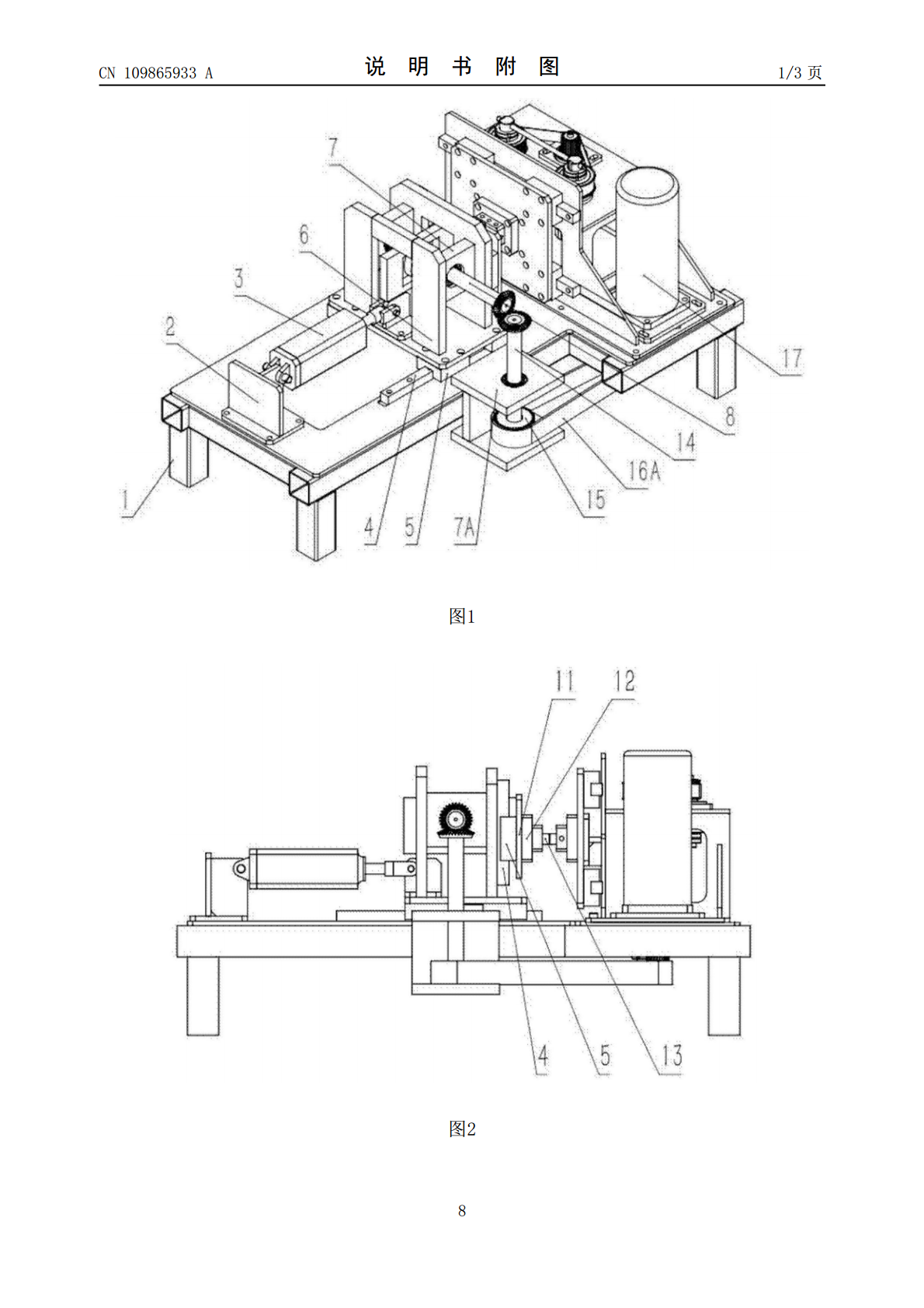
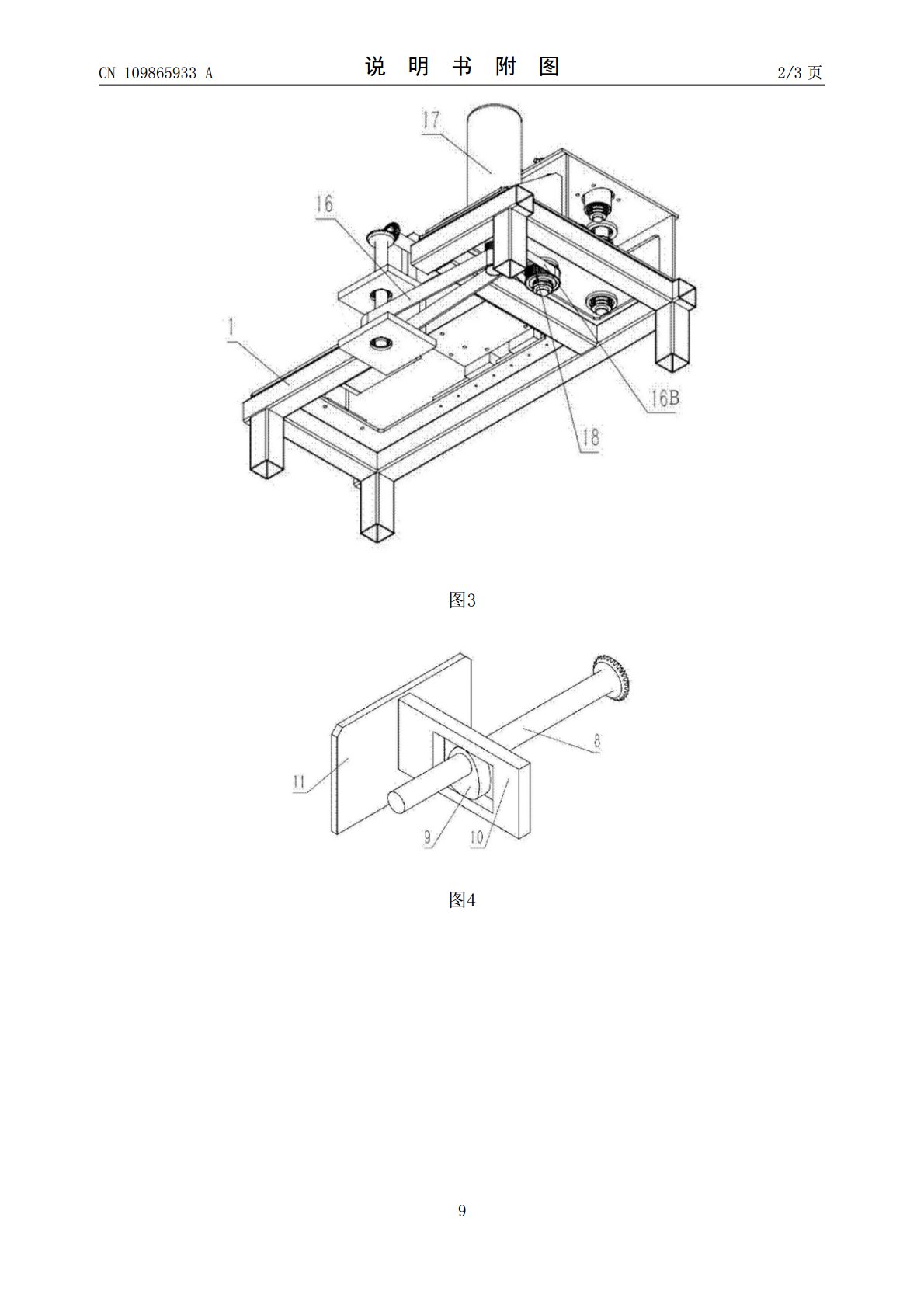
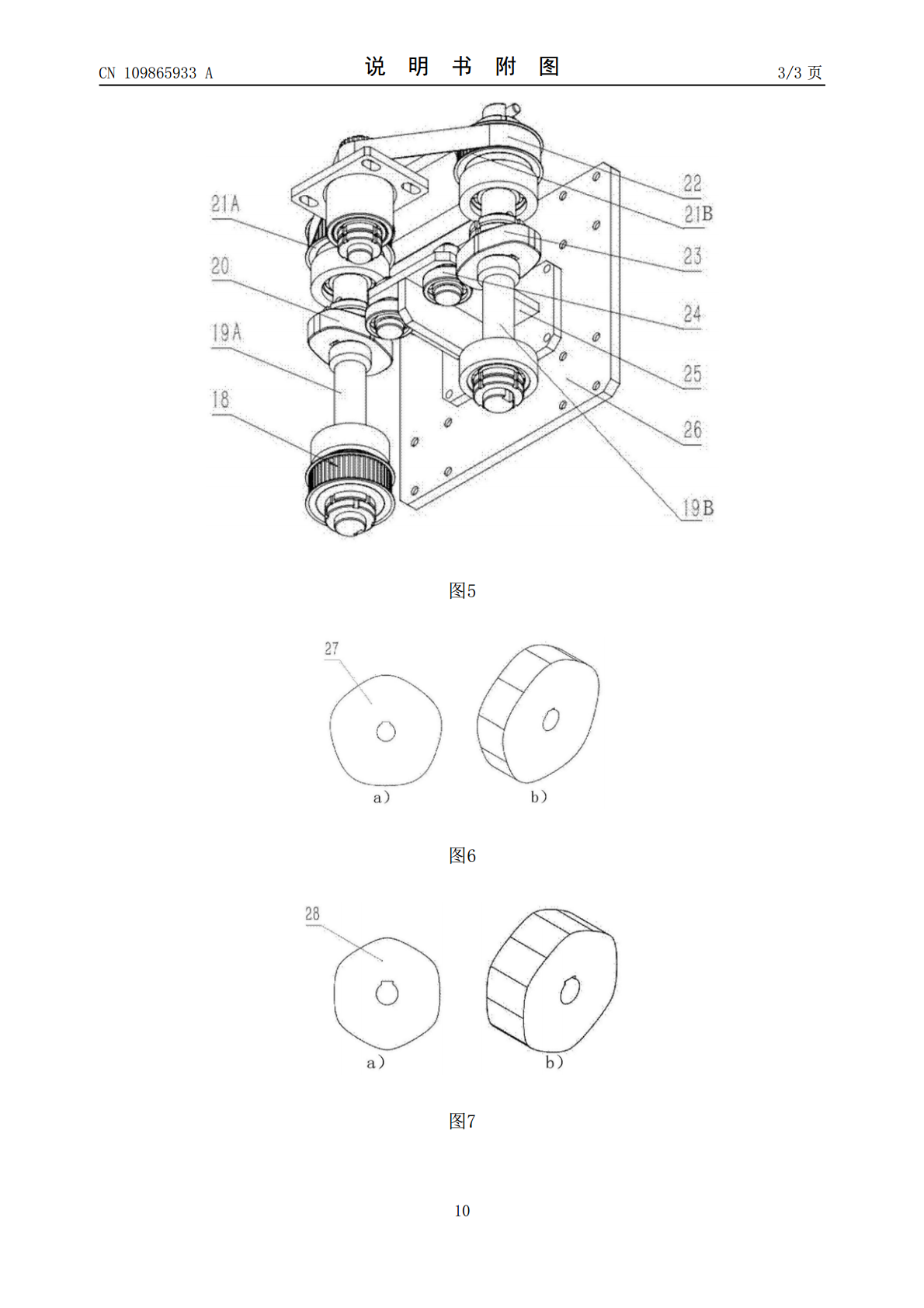
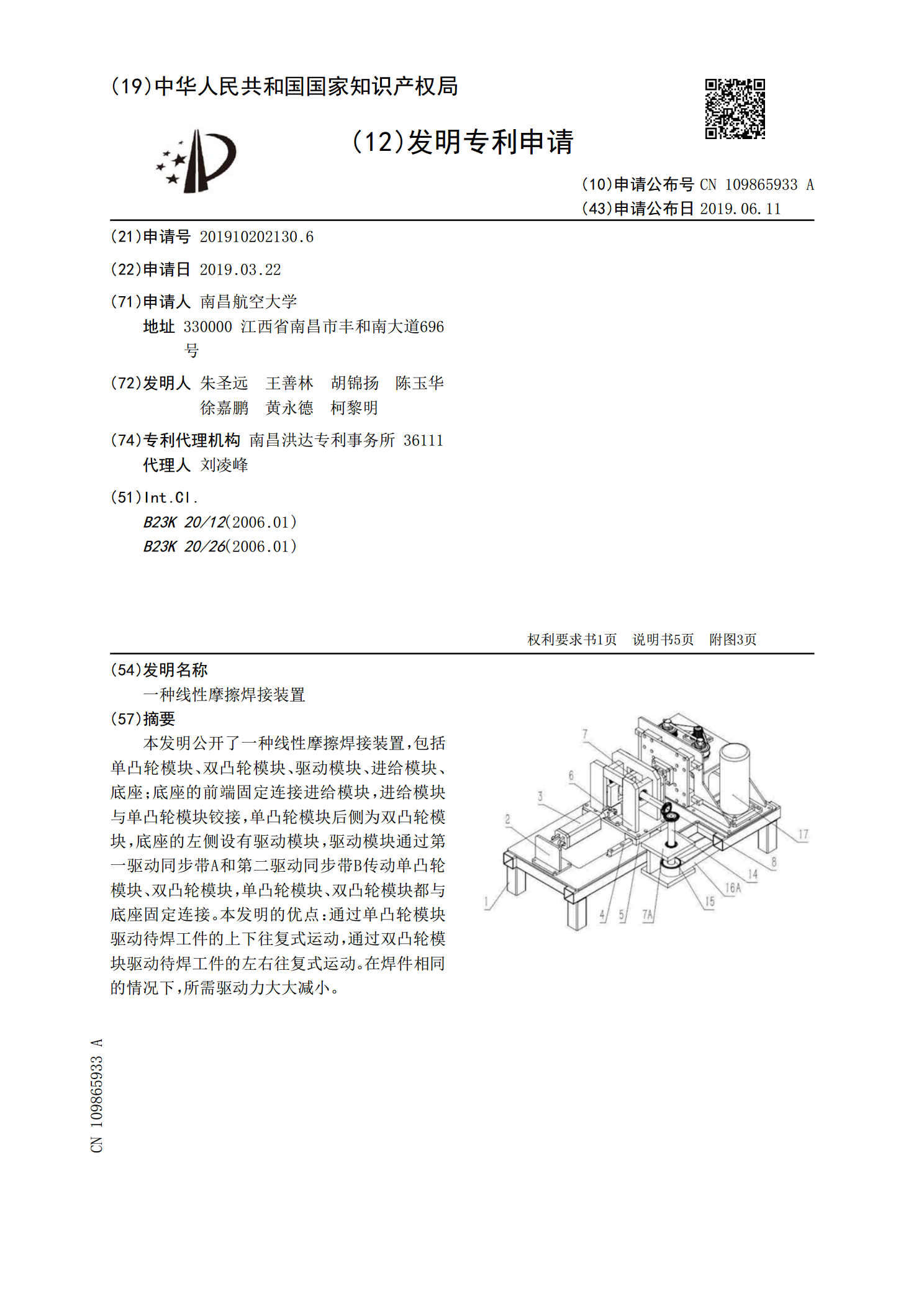
本发明公开了一种线性摩擦焊接装置,包括单凸轮模块、双凸轮模块、驱动模块、进给模块、底座;底座的前端固定连接进给模块,进给模块与单凸轮模块铰接,单凸轮模块后侧为双凸轮模块,底座的左侧设有驱动模块,驱动模块通过第一驱动同步带A和第二驱动同步带B传动单凸轮模块、双凸轮模块,单凸轮模块、双凸轮模块都与底座固定连接。本发明的优点:通过单凸轮模块驱动待焊工件的上下往复式运动,通过双凸轮模块驱动待焊工件的左右往复式运动。在焊件相同的情况下,所需驱动力大大减小。
一种新型的线性摩擦焊接装置.pdf
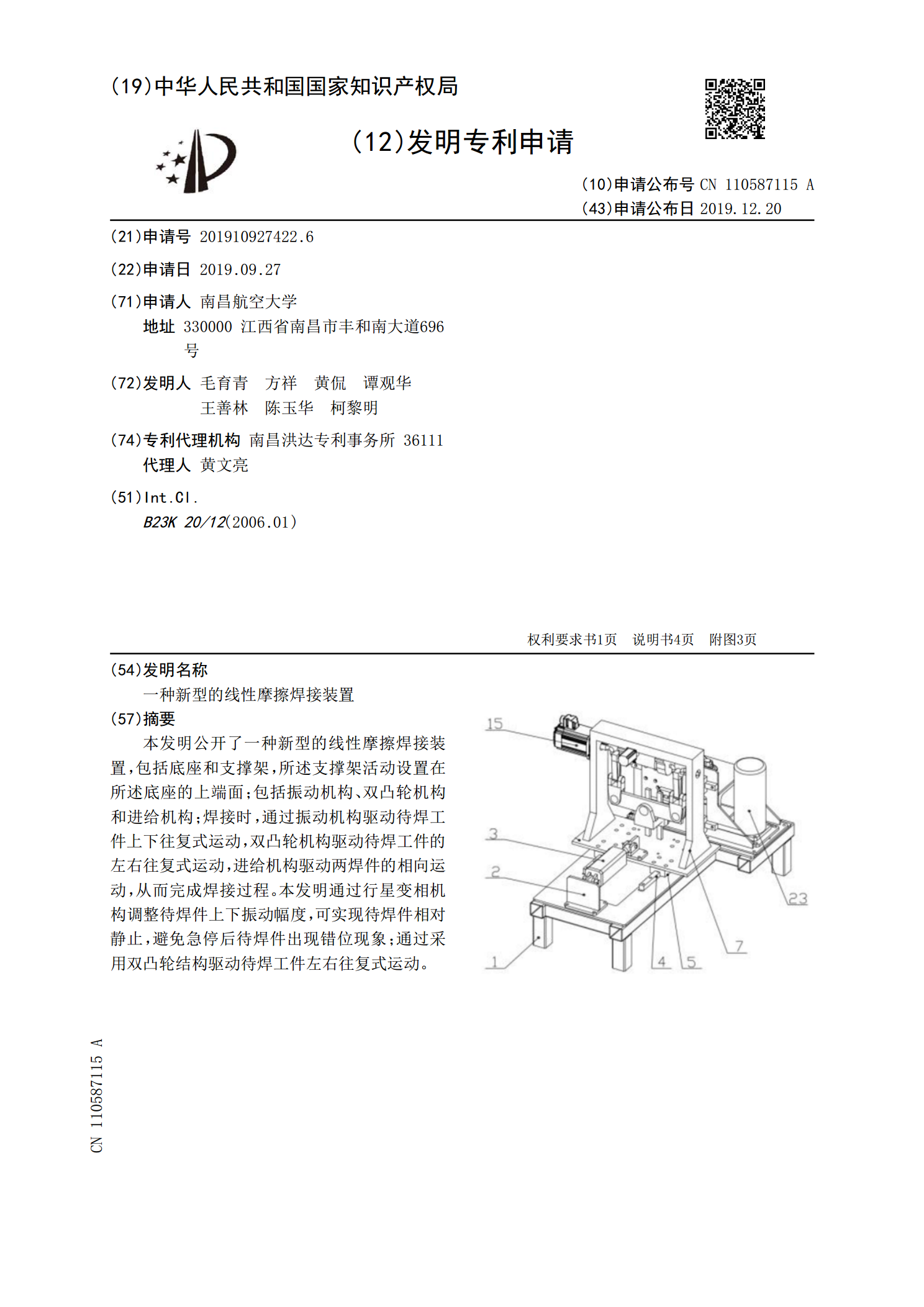
本发明公开了一种新型的线性摩擦焊接装置,包括底座和支撑架,所述支撑架活动设置在所述底座的上端面;包括振动机构、双凸轮机构和进给机构;焊接时,通过振动机构驱动待焊工件上下往复式运动,双凸轮机构驱动待焊工件的左右往复式运动,进给机构驱动两焊件的相向运动,从而完成焊接过程。本发明通过行星变相机构调整待焊件上下振动幅度,可实现待焊件相对静止,避免急停后待焊件出现错位现象;通过采用双凸轮结构驱动待焊工件左右往复式运动。

用于制作整体叶轮的线性摩擦焊接装置.pdf
一种用于制作整体叶轮的线性摩擦焊接装置,它包括底座(1),其特征是所述的底座(1)的中心安装有带导轨立柱(2),带导轨立柱(2)上安装有上压板(4),叶盘(10)装夹在上压板(4)和下支板(3)之间,下支板(3)与液压系统(11)相连并能在液压系统驱动下沿导轨立柱(2)上下往复快速移;在底座(1)上,导轨立柱(2)的周围沿圆周分布安装有与叶片数量相等的沿径向布置的导轨(8),导轨(8)上安装有装夹叶片(9)的装夹装置(7),装夹装置(7)通过连杆(6)与同样安装在导轨(8)上的冲击压缩机(5)相连。本发明
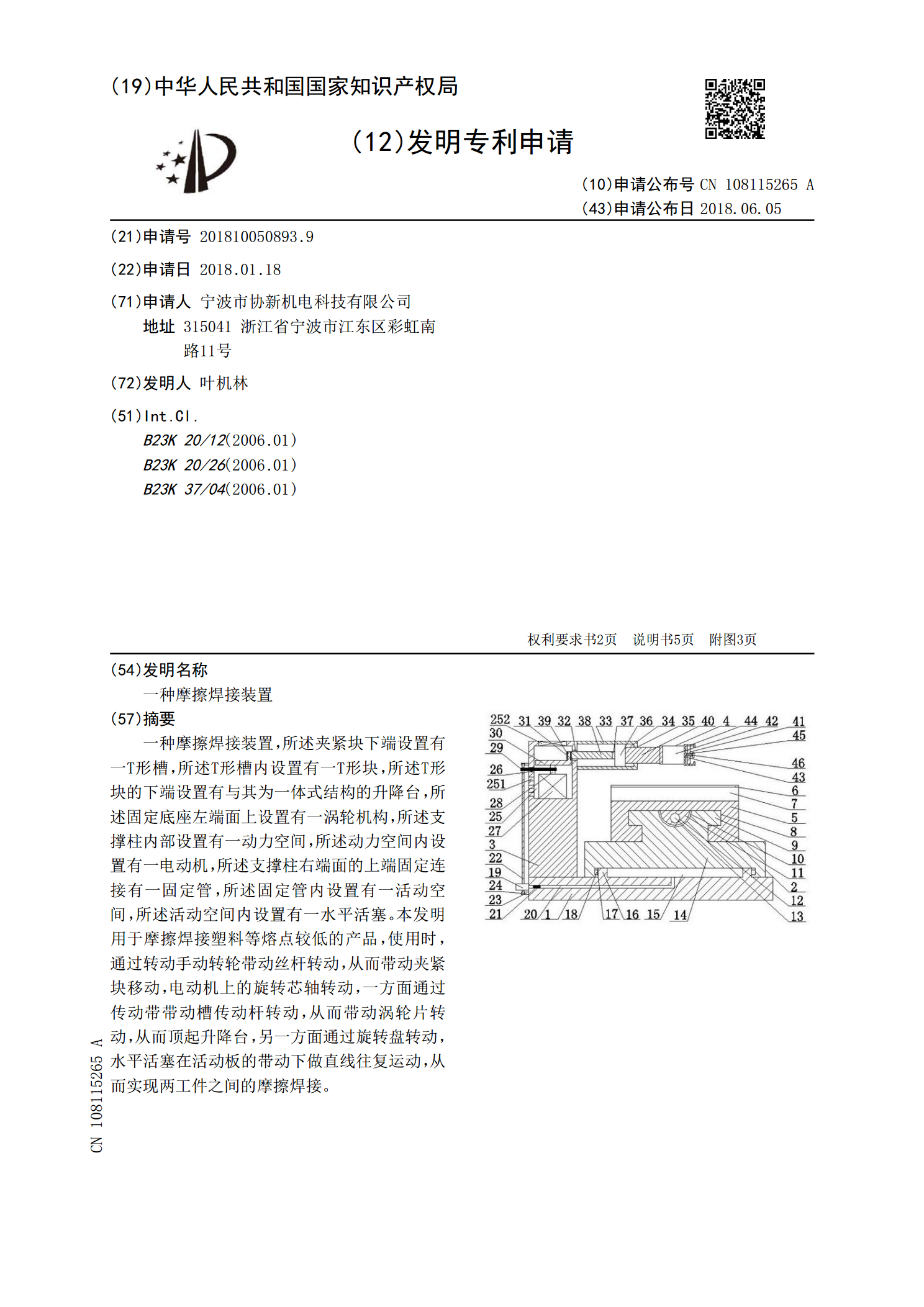
一种摩擦焊接装置.pdf
一种摩擦焊接装置,所述夹紧块下端设置有一T形槽,所述T形槽内设置有一T形块,所述T形块的下端设置有与其为一体式结构的升降台,所述固定底座左端面上设置有一涡轮机构,所述支撑柱内部设置有一动力空间,所述动力空间内设置有一电动机,所述支撑柱右端面的上端固定连接有一固定管,所述固定管内设置有一活动空间,所述活动空间内设置有一水平活塞。本发明用于摩擦焊接塑料等熔点较低的产品,使用时,通过转动手动转轮带动丝杆转动,从而带动夹紧块移动,电动机上的旋转芯轴转动,一方面通过传动带带动槽传动杆转动,从而带动涡轮片转动,从而顶
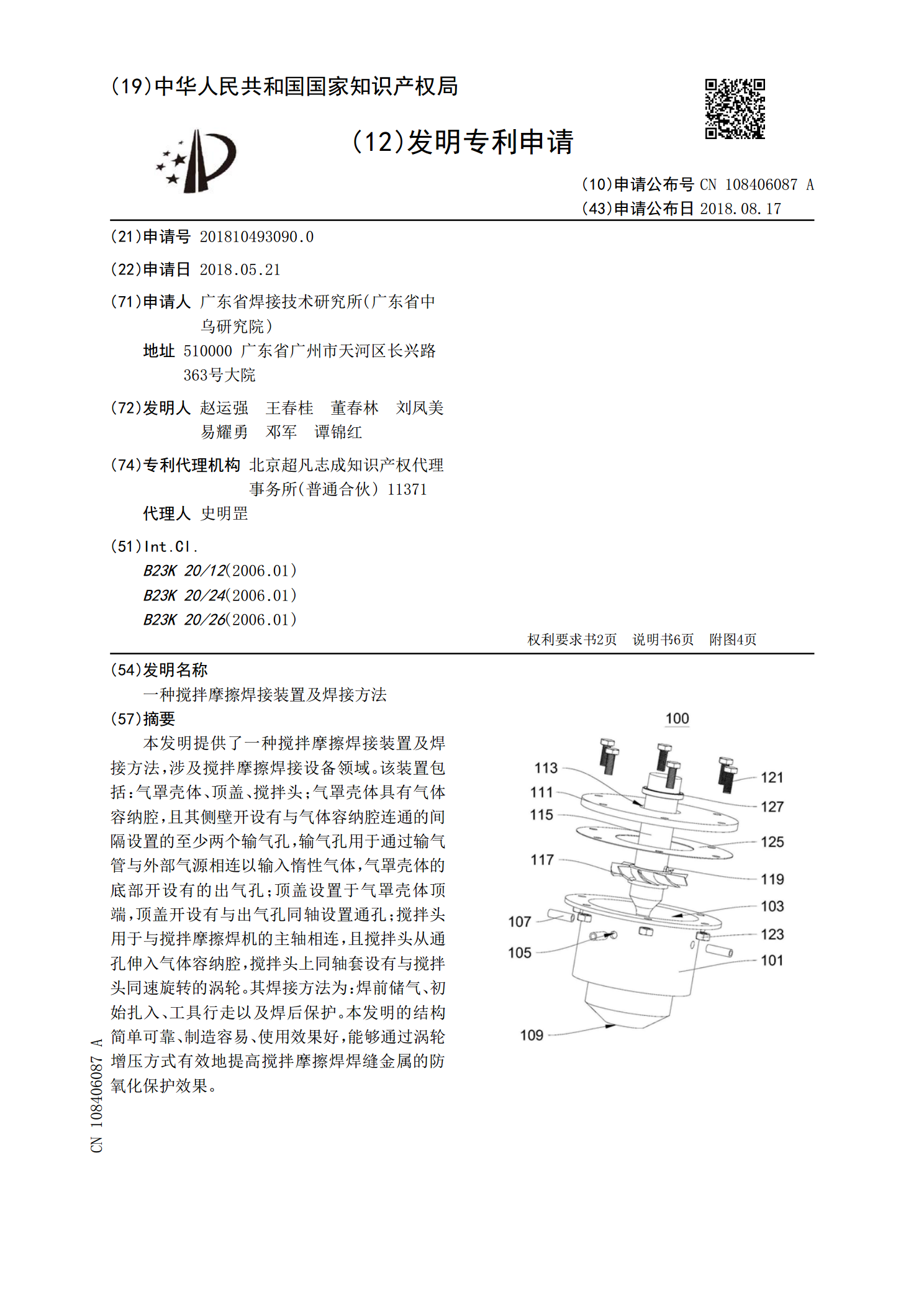
一种搅拌摩擦焊接装置及焊接方法.pdf
本发明提供了一种搅拌摩擦焊接装置及焊接方法,涉及搅拌摩擦焊接设备领域。该装置包括:气罩壳体、顶盖、搅拌头;气罩壳体具有气体容纳腔,且其侧壁开设有与气体容纳腔连通的间隔设置的至少两个输气孔,输气孔用于通过输气管与外部气源相连以输入惰性气体,气罩壳体的底部开设有的出气孔;顶盖设置于气罩壳体顶端,顶盖开设有与出气孔同轴设置通孔;搅拌头用于与搅拌摩擦焊机的主轴相连,且搅拌头从通孔伸入气体容纳腔,搅拌头上同轴套设有与搅拌头同速旋转的涡轮。其焊接方法为:焊前储气、初始扎入、工具行走以及焊后保护。本发明的结构简单可靠、