
一种花键轴挤压组合模具和花键轴制造方法.pdf

是立****92


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种花键轴挤压组合模具和花键轴制造方法.pdf
本发明提供一种花键轴挤压组合模具和花键轴制造方法。该花键轴挤压组合模具包括花键挤压模具、预应力固定圈组件、滚轮、用于固定滚轮的滚轮模具组件,所述预应力固定圈组件上设有用于接入润滑剂的第一润滑流道,所述滚轮模具组件上设有与所述预应力固定圈组件上的第一润滑流道相连的第二润滑流道,所述滚轮模具组件上设有用于固定滚轮并且从所述第二润滑流道接收润滑剂的滚轮槽,所述滚轮用于将加工坯件预先成形获得预成形件,所述花键挤压模具用于对所述预成形件进行花键整形。本发明通过具有自润滑滚轮结构的花键轴挤压组合模具和相关的花键轴制造
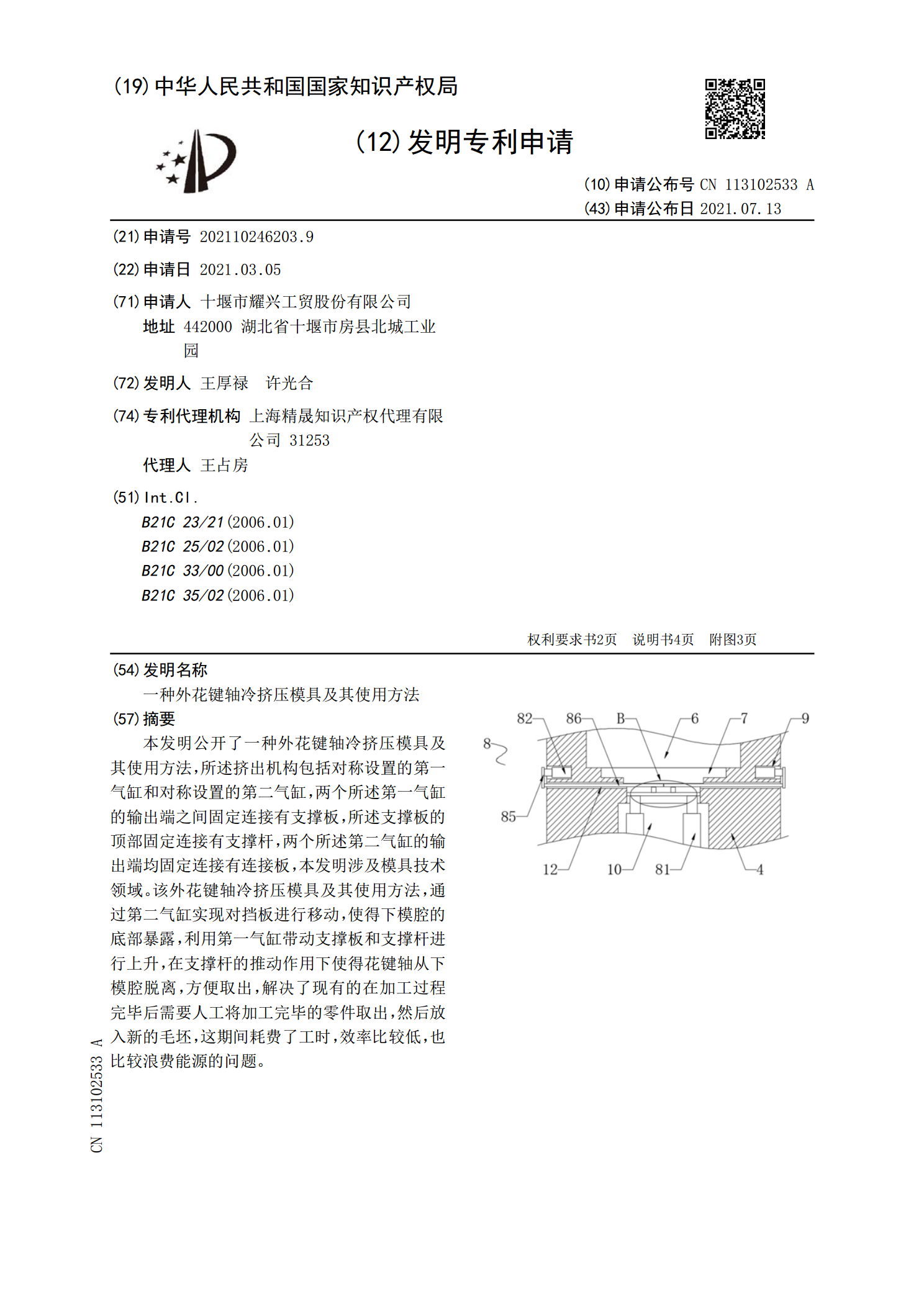
一种外花键轴冷挤压模具及其使用方法.pdf
本发明公开了一种外花键轴冷挤压模具及其使用方法,所述挤出机构包括对称设置的第一气缸和对称设置的第二气缸,两个所述第一气缸的输出端之间固定连接有支撑板,所述支撑板的顶部固定连接有支撑杆,两个所述第二气缸的输出端均固定连接有连接板,本发明涉及模具技术领域。该外花键轴冷挤压模具及其使用方法,通过第二气缸实现对挡板进行移动,使得下模腔的底部暴露,利用第一气缸带动支撑板和支撑杆进行上升,在支撑杆的推动作用下使得花键轴从下模腔脱离,方便取出,解决了现有的在加工过程完毕后需要人工将加工完毕的零件取出,然后放入新的毛坯,

一种不对称花键轴冷挤压模具.pdf
本发明公开了一种不对称花键轴冷挤压模具,包括同轴的上模、中模和下模;所述上模安装于油压机的上工作平台,所述上模包括上模座和内花键挤压模,所述内花键挤压模安装在上模座的下方;所述中模与所述下模安装于油压机的下工作平台,所述中模与所述下模上下相契合,所述下模的底端安装有顶杆导套,在所述顶杆导套的轴心安装有顶杆。本发明能够确保生产的不对称花键轴的线轮廓和面轮廓能够达到图纸所要求的加工精度和深度。

花键轴冷挤压工艺研究与模具设计.docx
花键轴冷挤压工艺研究与模具设计花键轴冷挤压工艺研究与模具设计摘要:花键轴冷挤压工艺是一种常用于制造高精度和高强度花键轴的方法。本论文通过对花键轴冷挤压工艺的研究,探讨了其原理、优点以及模具设计方案。研究结果表明,花键轴冷挤压工艺具有高效、高精度和高质量的特点,可以满足现代花键轴的制造需求。关键词:花键轴;冷挤压;工艺研究;模具设计第一章引言1.1背景花键轴是一种常用于传递转矩和承载工作负荷的零件。在工程领域中,花键轴通常要求具有高强度、高精度和良好的表面质量。传统的花键轴加工方法,如旋削和磨削,虽然可以满
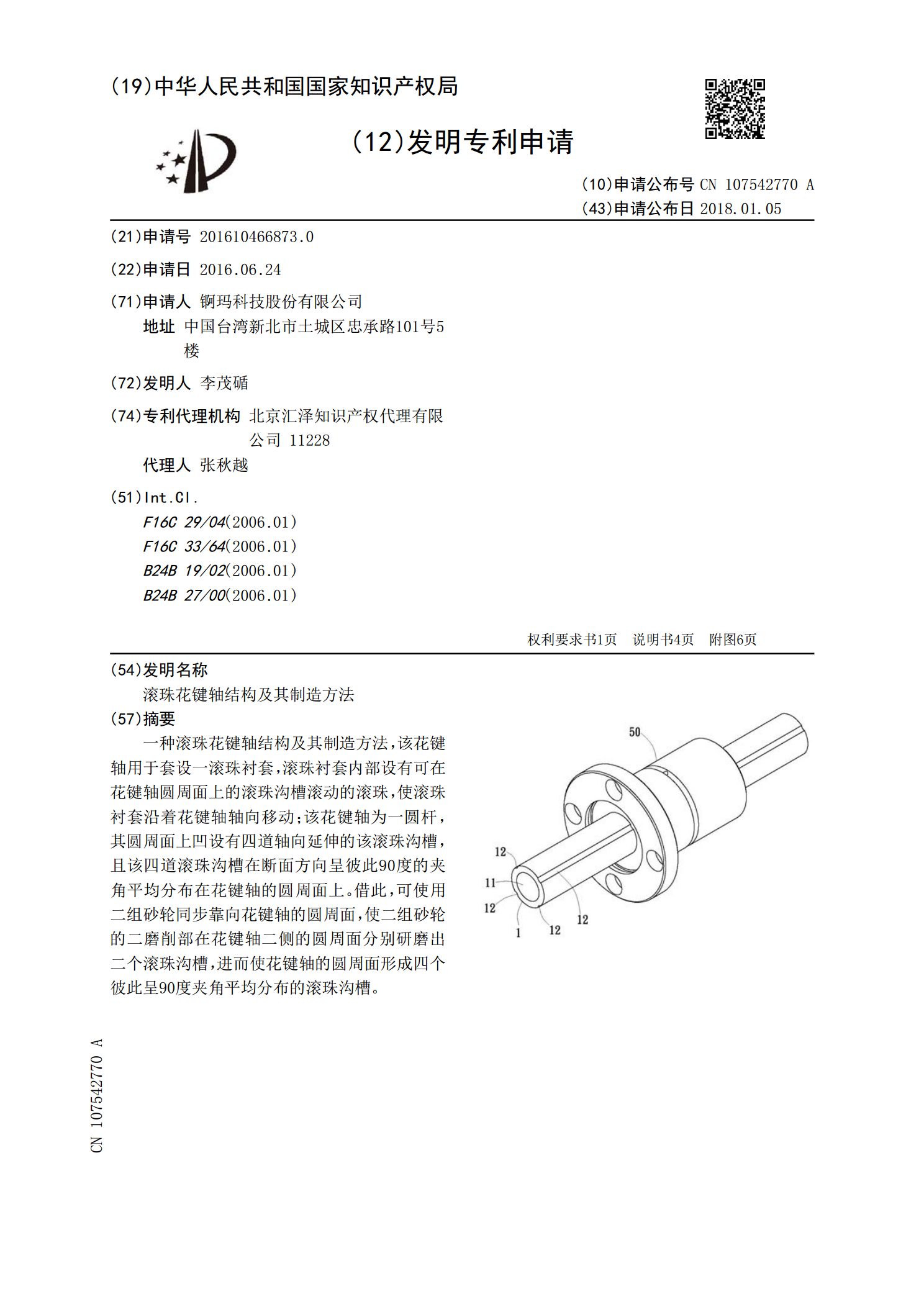
滚珠花键轴结构及其制造方法.pdf
一种滚珠花键轴结构及其制造方法,该花键轴用于套设一滚珠衬套,滚珠衬套内部设有可在花键轴圆周面上的滚珠沟槽滚动的滚珠,使滚珠衬套沿着花键轴轴向移动;该花键轴为一圆杆,其圆周面上凹设有四道轴向延伸的该滚珠沟槽,且该四道滚珠沟槽在断面方向呈彼此90度的夹角平均分布在花键轴的圆周面上。借此,可使用二组砂轮同步靠向花键轴的圆周面,使二组砂轮的二磨削部在花键轴二侧的圆周面分别研磨出二个滚珠沟槽,进而使花键轴的圆周面形成四个彼此呈90度夹角平均分布的滚珠沟槽。