
卧式玻璃高速精磨直线双边磨边机.pdf

一只****ng


1/10

2/10
3/10

4/10
5/10
6/10

7/10

8/10

9/10
10/10
亲,该文档总共26页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

卧式玻璃高速精磨直线双边磨边机.pdf
本发明涉及一种卧式玻璃高速精磨直线双边磨边机,其箱体磨轮组布置机构安装在床身开合机构上,箱体磨轮组布置机构的前后两端分别设有进料端和出料端,床身开合机构的左右两端分别设有固定端和移动端;主传动机构、压紧架机构、压紧架升降机构和电柜控制机构分别设置在箱体磨轮组布置机构上,进出料导向机构设置在箱体磨轮组布置机构的进料端和出料端之间,自动中心托架机构设置在床身开合机构上、并位于固定端和移动端之间及箱体磨轮组布置机构的中间位置;所述冷却水循环系统设有两个落地水箱,两个落地水箱分别设置在进料端和出料端,两个落地水箱
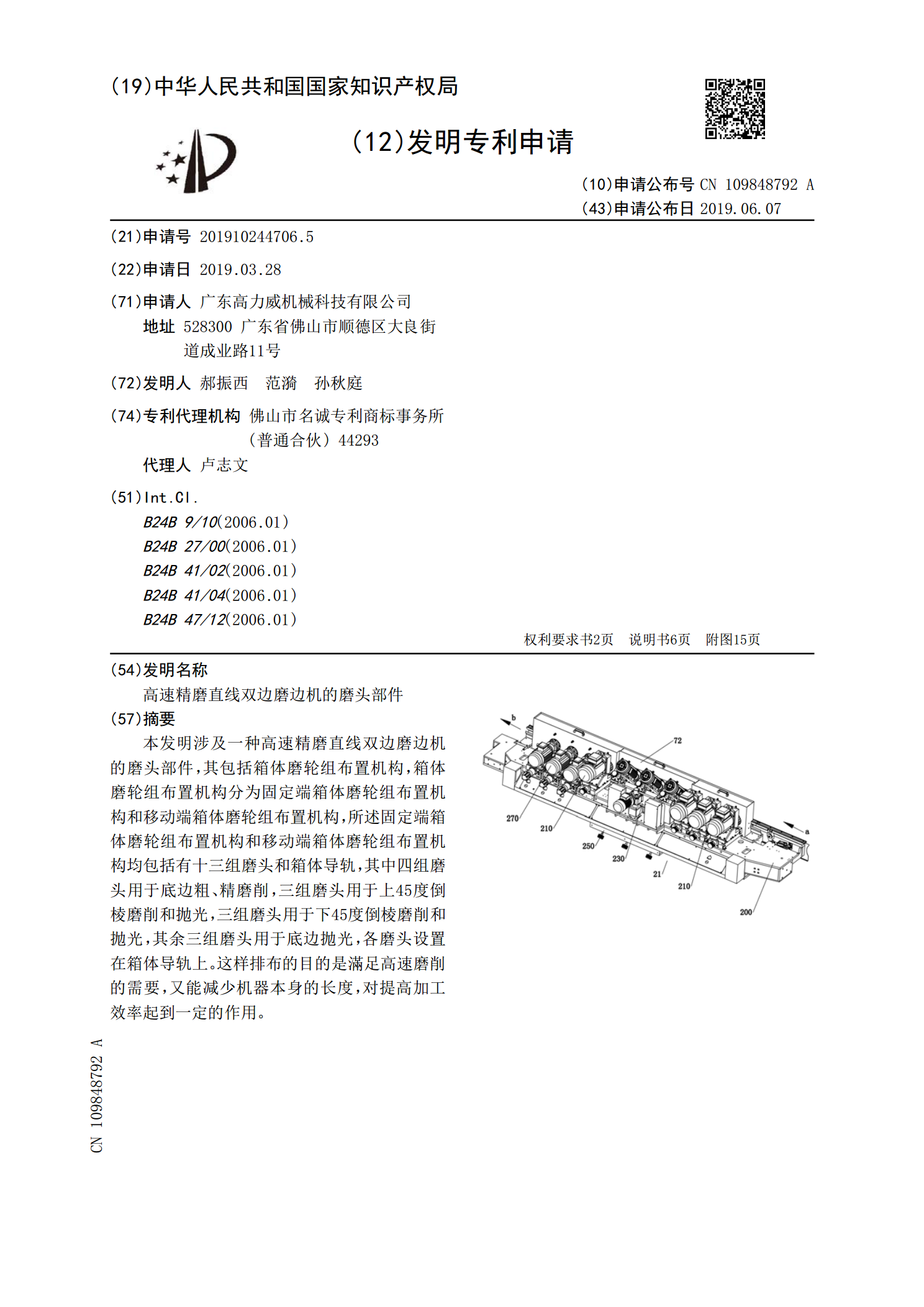
高速精磨直线双边磨边机的磨头部件.pdf
本发明涉及一种高速精磨直线双边磨边机的磨头部件,其包括箱体磨轮组布置机构,箱体磨轮组布置机构分为固定端箱体磨轮组布置机构和移动端箱体磨轮组布置机构,所述固定端箱体磨轮组布置机构和移动端箱体磨轮组布置机构均包括有十三组磨头和箱体导轨,其中四组磨头用于底边粗、精磨削,三组磨头用于上45度倒棱磨削和抛光,三组磨头用于下45度倒棱磨削和抛光,其余三组磨头用于底边抛光,各磨头设置在箱体导轨上。这样排布的目的是滿足高速磨削的需要,又能减少机器本身的长度,对提高加工效率起到一定的作用。
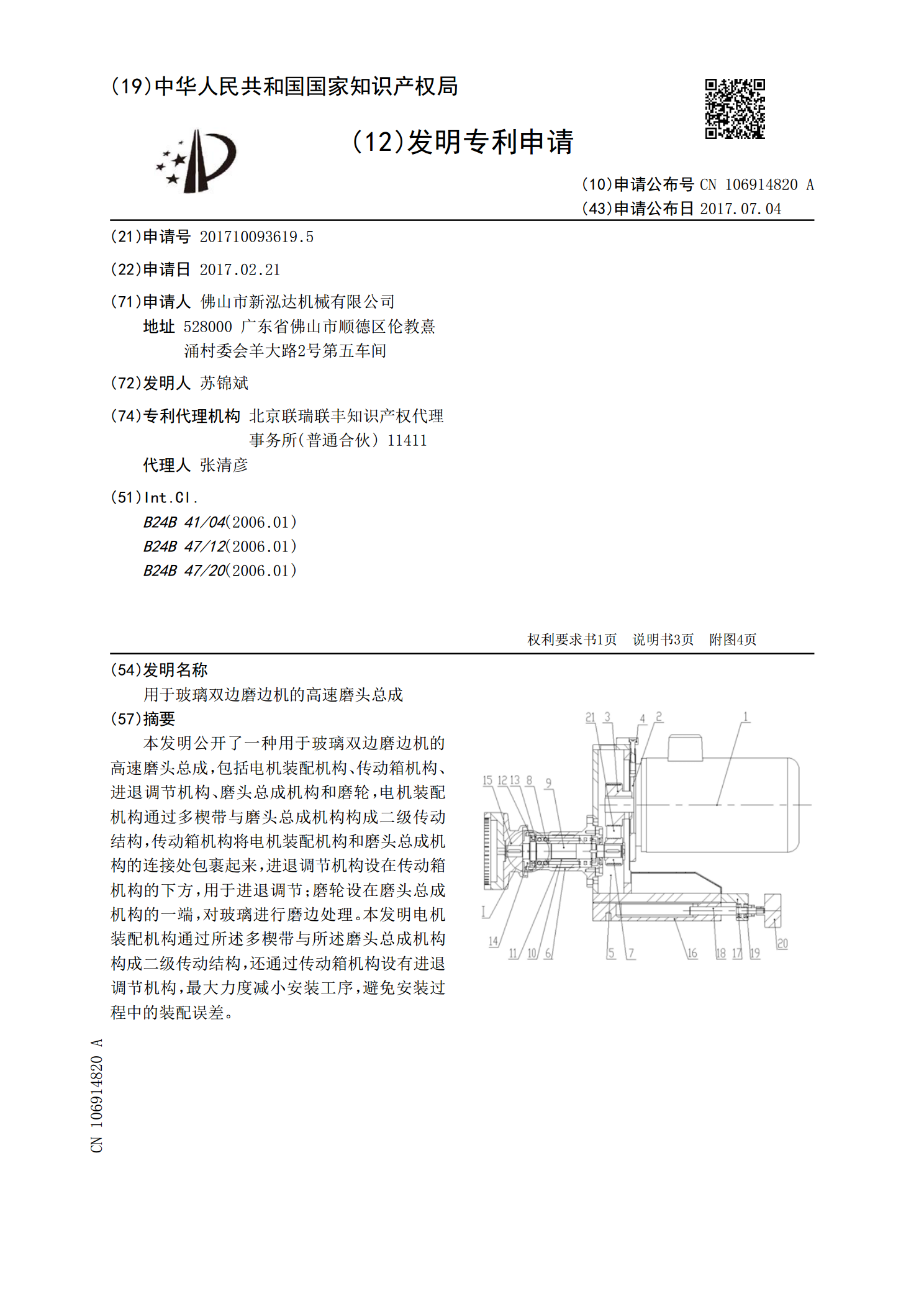
用于玻璃双边磨边机的高速磨头总成.pdf
本发明公开了一种用于玻璃双边磨边机的高速磨头总成,包括电机装配机构、传动箱机构、进退调节机构、磨头总成机构和磨轮,电机装配机构通过多楔带与磨头总成机构构成二级传动结构,传动箱机构将电机装配机构和磨头总成机构的连接处包裹起来,进退调节机构设在传动箱机构的下方,用于进退调节;磨轮设在磨头总成机构的一端,对玻璃进行磨边处理。本发明电机装配机构通过所述多楔带与所述磨头总成机构构成二级传动结构,还通过传动箱机构设有进退调节机构,最大力度减小安装工序,避免安装过程中的装配误差。

卧式玻璃双边磨边机中间托轮结构.pdf
本发明涉及一种卧式玻璃双边磨边机中间托轮结构,其包括床身总成、固定边总成、移动边总成、中间托轮总成以及用于控制移动边总成左右移动的驱动机构,固定边总成和移动边总成分别设置在床身总成的左右两侧,固定边总成和移动边总成用于承放玻璃、并向前输送玻璃,中间托轮总成设置在床身总成上、并位于固定边总成和移动边总成之间,所述中间托轮总成通过同步传动装置与移动边总成联动,中间托轮总成的左右移动速度小于移动边总成的左右移动速度。该结构借助移动边总成的动力,实现了电动调节,并且,其调节与移动边总成联动,确保中间托轮总成可以位

超薄玻璃的直线双边磨边机.pdf
本发明涉及一种超薄玻璃的直线双边磨边机,包括开合床身机构、磨轮箱体机构、传动输送机构、压紧架机构、压紧升降机构、进入导向机构、同步中心托架机构和电柜布置机构,所述磨轮箱机构安装在开合床身机构上,所述传动输送机构、压紧架机构、压紧升降机构和电柜布置机构分别设置在磨轮箱机构上,进入导向机构设置在磨轮箱体机构的前端,同步中心托架机构设置在进入导向机构和磨轮箱体机构的中间位置,且同步中心托架机构与进入导向机构和磨轮箱机构平行;此款磨边设备,可加工超薄平板玻璃的精磨加工,明显提高零件加工精度、通过各部分机构的组合与