
一种单辊辊齿多工位同步修复装置.pdf

猫巷****雪凝

1/10

2/10

3/10

4/10
5/10

6/10
7/10
8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种单辊辊齿多工位同步修复装置.pdf
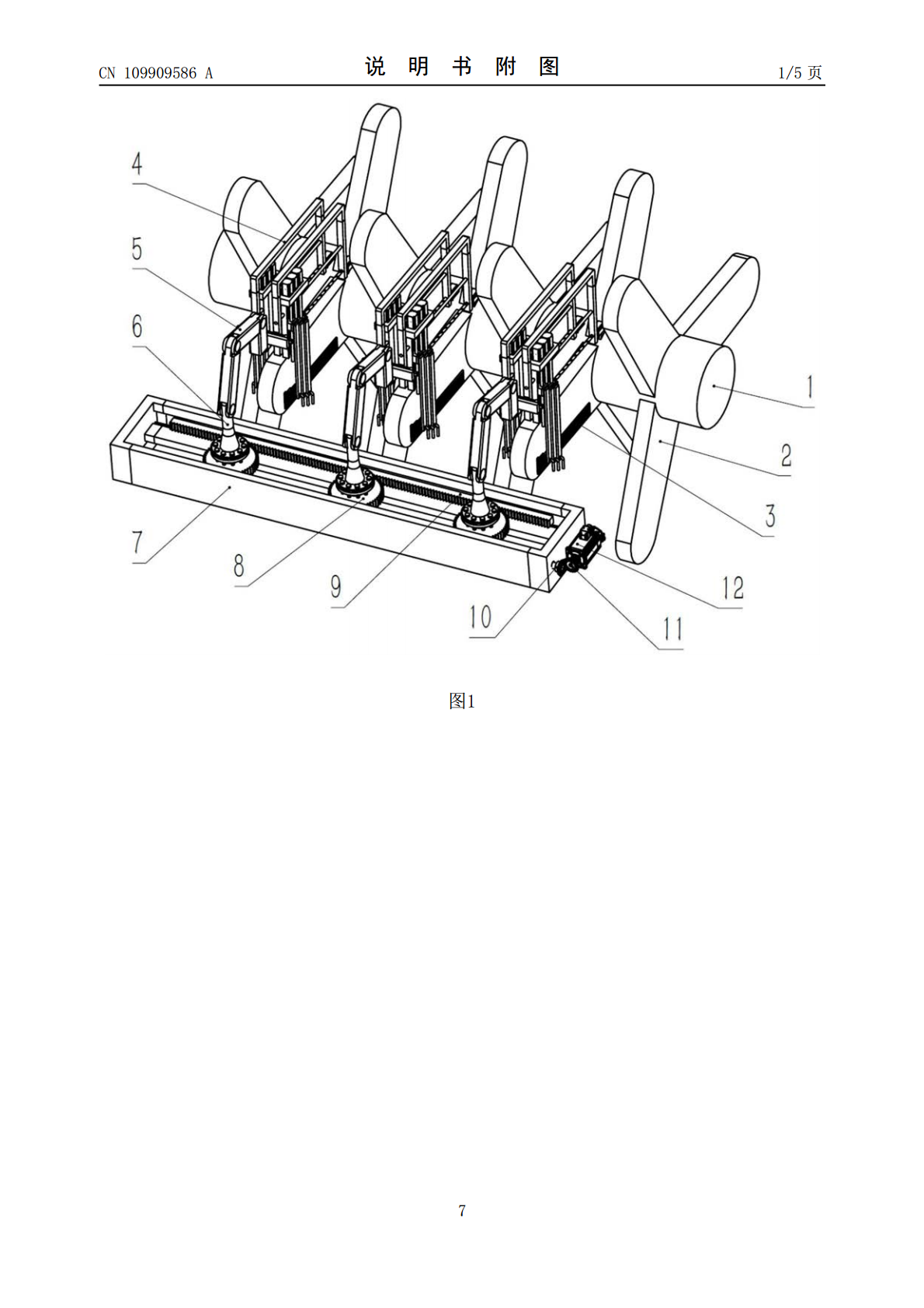
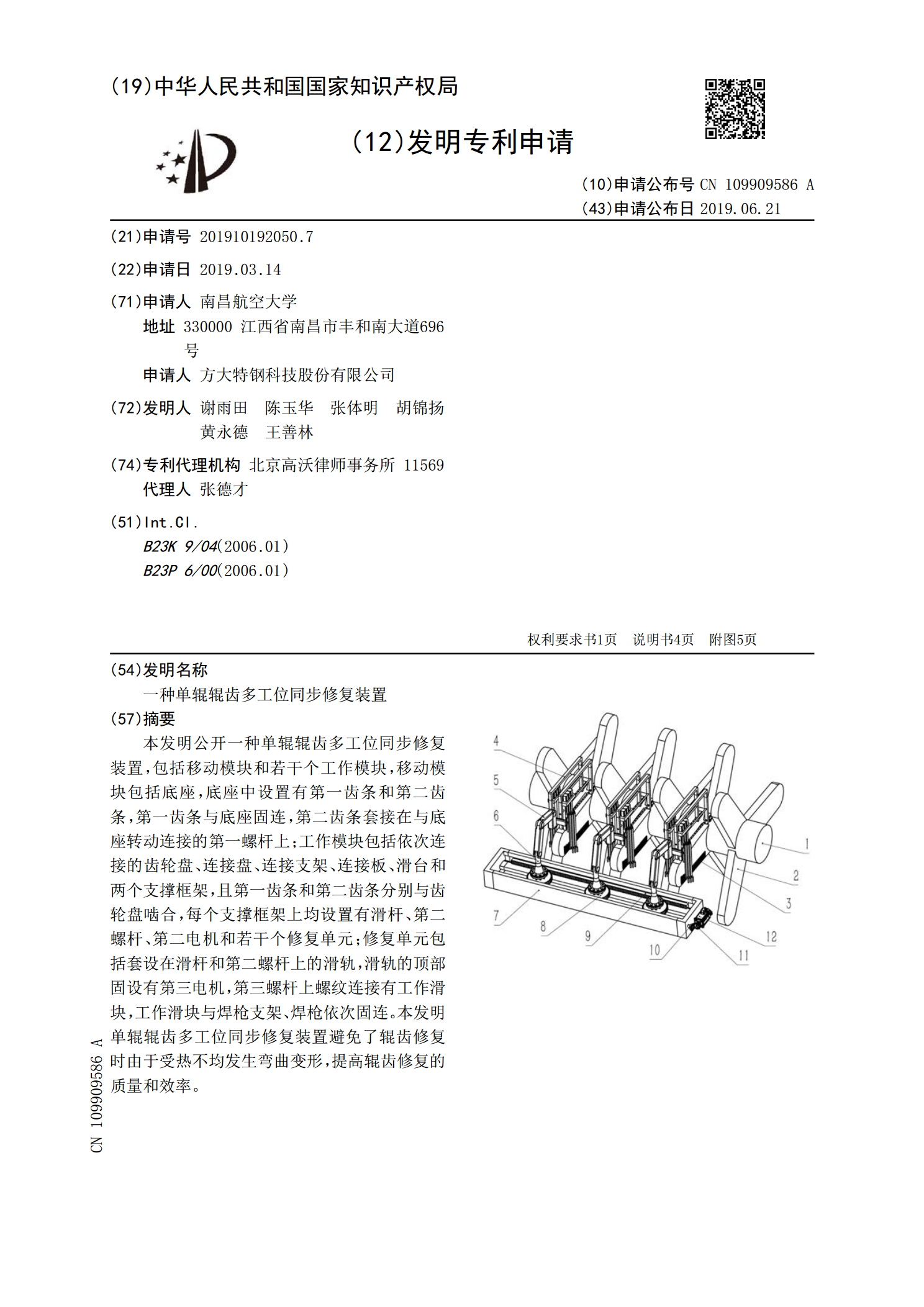
本发明公开一种单辊辊齿多工位同步修复装置,包括移动模块和若干个工作模块,移动模块包括底座,底座中设置有第一齿条和第二齿条,第一齿条与底座固连,第二齿条套接在与底座转动连接的第一螺杆上;工作模块包括依次连接的齿轮盘、连接盘、连接支架、连接板、滑台和两个支撑框架,且第一齿条和第二齿条分别与齿轮盘啮合,每个支撑框架上均设置有滑杆、第二螺杆、第二电机和若干个修复单元;修复单元包括套设在滑杆和第二螺杆上的滑轨,滑轨的顶部固设有第三电机,第三螺杆上螺纹连接有工作滑块,工作滑块与焊枪支架、焊枪依次固连。本发明单辊辊齿多
一种多工位瓦楞辊热喷涂装置.pdf
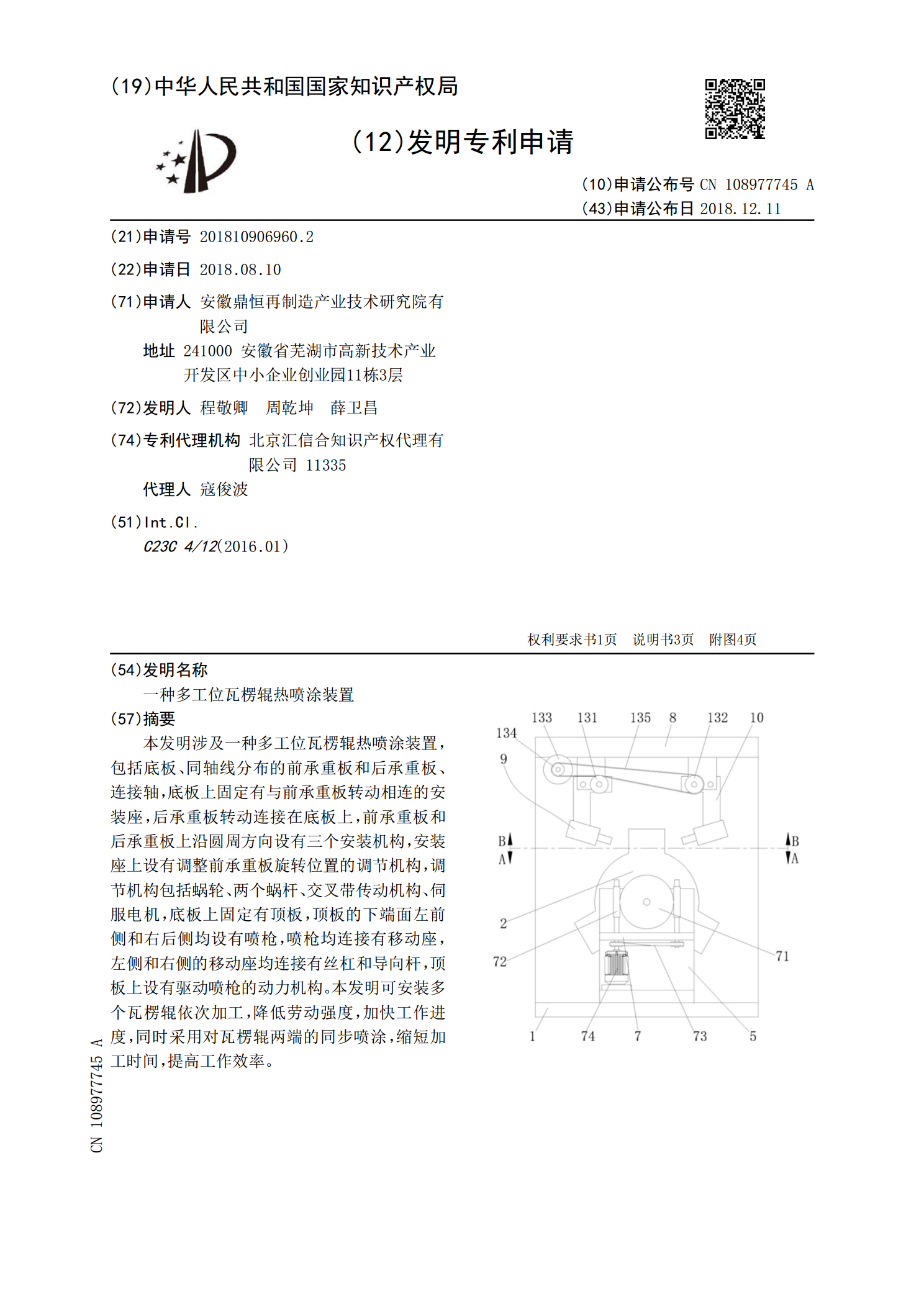
本发明涉及一种多工位瓦楞辊热喷涂装置,包括底板、同轴线分布的前承重板和后承重板、连接轴,底板上固定有与前承重板转动相连的安装座,后承重板转动连接在底板上,前承重板和后承重板上沿圆周方向设有三个安装机构,安装座上设有调整前承重板旋转位置的调节机构,调节机构包括蜗轮、两个蜗杆、交叉带传动机构、伺服电机,底板上固定有顶板,顶板的下端面左前侧和右后侧均设有喷枪,喷枪均连接有移动座,左侧和右侧的移动座均连接有丝杠和导向杆,顶板上设有驱动喷枪的动力机构。本发明可安装多个瓦楞辊依次加工,降低劳动强度,加快工作进度,同时

一种单辊自适应堆焊修复装置.pdf
本发明公开一种单辊自适应堆焊修复装置,包括与控制中心信号联接的夹持模块、工作模块和移动模块,夹持模块包括支架、L型支架和两个焊枪,支架与L型支架的横杆为间距可调式滑动连接,两个焊枪分别固定安装在L型支架竖杆的末端和支架的末端;工作模块包括活动连杆、小臂、大臂和底座,活动连杆的一端与L型支架横杆的顶部固定连接,另一端与小臂铰接,小臂的另一端与大臂驱动连接,大臂的另一端与底座也驱动连接;移动模块包括地轨和齿轮齿条结构,地轨上固定安装齿条,底座的底端通过电机驱动的齿轮与齿条配合连接。该单辊自适应堆焊修复装置,操
一种单辊自适应快速修复装置.pdf
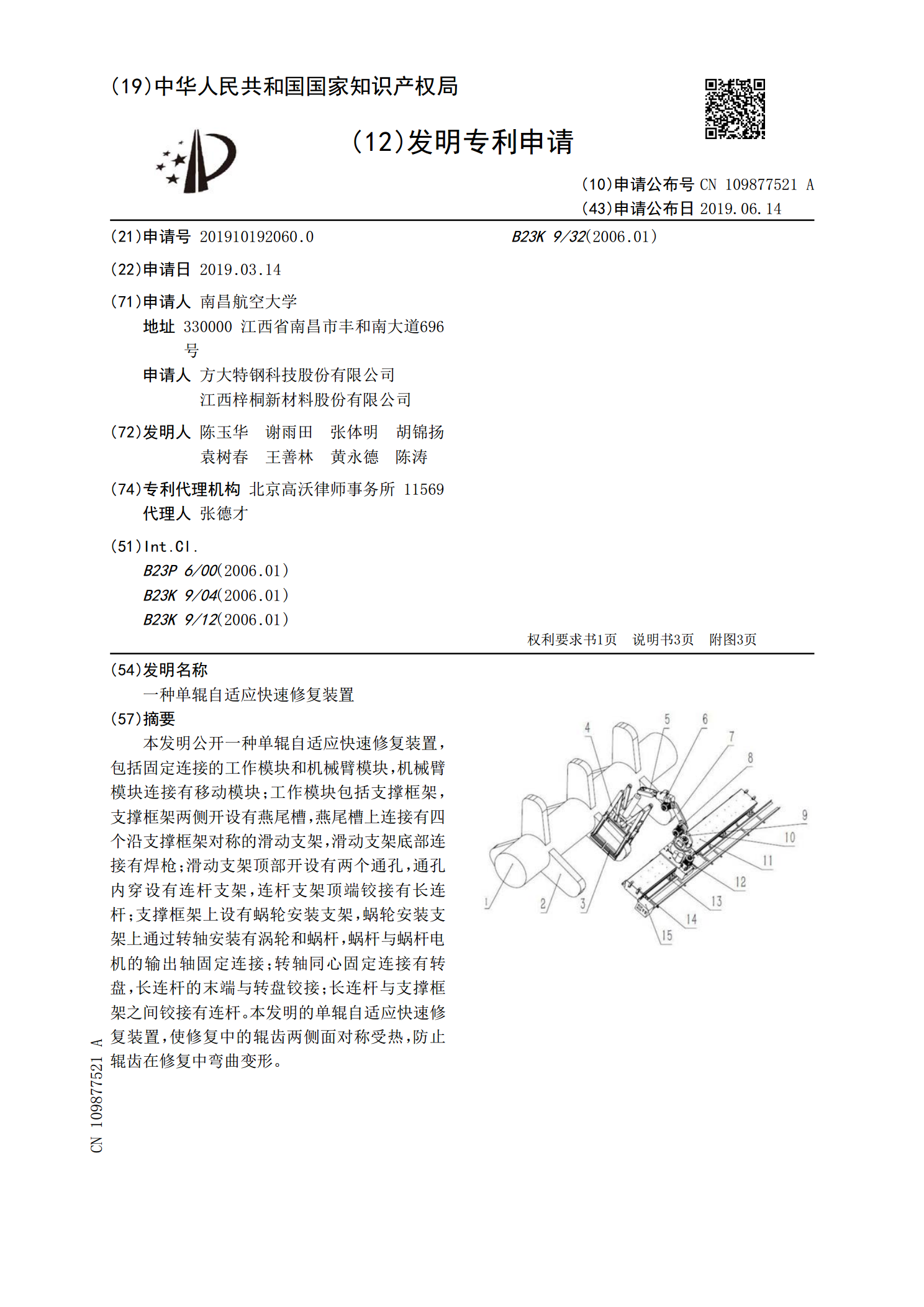
本发明公开一种单辊自适应快速修复装置,包括固定连接的工作模块和机械臂模块,机械臂模块连接有移动模块;工作模块包括支撑框架,支撑框架两侧开设有燕尾槽,燕尾槽上连接有四个沿支撑框架对称的滑动支架,滑动支架底部连接有焊枪;滑动支架顶部开设有两个通孔,通孔内穿设有连杆支架,连杆支架顶端铰接有长连杆;支撑框架上设有蜗轮安装支架,蜗轮安装支架上通过转轴安装有涡轮和蜗杆,蜗杆与蜗杆电机的输出轴固定连接;转轴同心固定连接有转盘,长连杆的末端与转盘铰接;长连杆与支撑框架之间铰接有连杆。本发明的单辊自适应快速修复装置,使修复

多工位辊筒固定装置.pdf
本发明公开了多工位辊筒固定装置,包括机架、履带、传动轮、前轴、后轴、装夹器、伺服电机,机架设四件立柱,相邻立柱下端各设下侧挡与下横档连接,上端各设上侧挡连接,上侧挡左上端前轴,右上端设后轴,上设上块,前轴、后轴两侧各设传动轮,外端各设两件与轴承孔一嵌入配合,履带上设若干装夹器,覆盖在共四件传动轮上并连接,构成一个拉长的圆,上块设若干能旋转的支撑轴,支撑轴的外端抵住所述履带的下沿口,后轴左端的轴头上设同步轮一,用同步带与伺服电机连接,伺服电机可以与外部设置的控制柜电源连接,本发明能安装多个辊筒,并依此交替使