
缸体类深孔内壁径向钻孔工装.pdf

新槐****公主

1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

缸体类深孔内壁径向钻孔工装.pdf
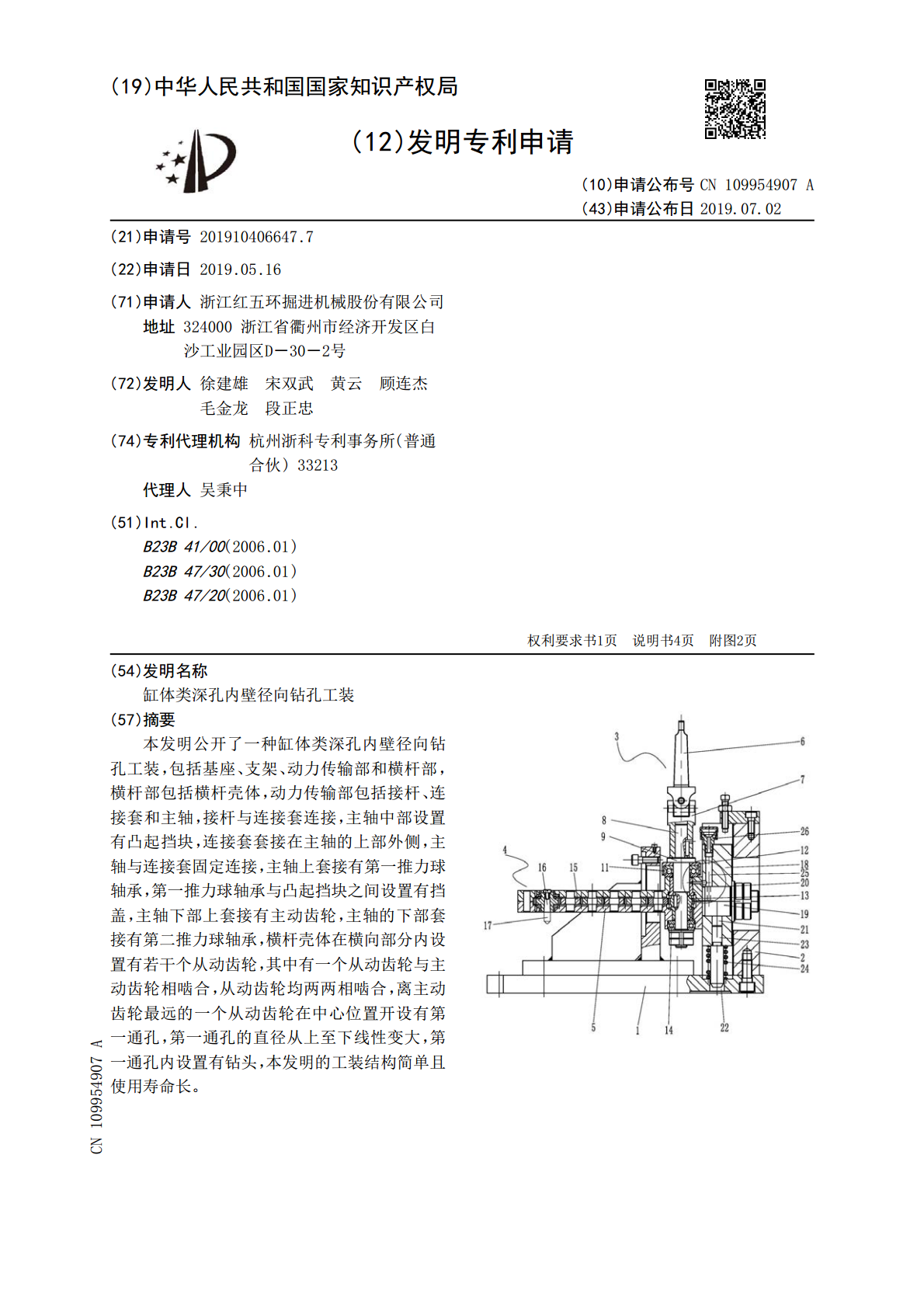
本发明公开了一种缸体类深孔内壁径向钻孔工装,包括基座、支架、动力传输部和横杆部,横杆部包括横杆壳体,动力传输部包括接杆、连接套和主轴,接杆与连接套连接,主轴中部设置有凸起挡块,连接套套接在主轴的上部外侧,主轴与连接套固定连接,主轴上套接有第一推力球轴承,第一推力球轴承与凸起挡块之间设置有挡盖,主轴下部上套接有主动齿轮,主轴的下部套接有第二推力球轴承,横杆壳体在横向部分内设置有若干个从动齿轮,其中有一个从动齿轮与主动齿轮相啮合,从动齿轮均两两相啮合,离主动齿轮最远的一个从动齿轮在中心位置开设有第一通孔,第一

缸体类深孔内壁径向钻孔设备.pdf
本发明公开了一种缸体类深孔内壁径向钻孔设备,解决的技术问题:针对背景技术中提及的现有对于缸体内壁上的径向盲孔的加工还比较困难,电火花加工等存在效率低,精度差等局限性,当孔径较小时,加工更为困难的技术问题。采取的技术方案,一种缸体类深孔内壁径向钻孔设备,包括驱动电机、基座、横杆部、钻头部和用于推动钻头进给的手动进给机构,驱动电机设置在基座的一侧,驱动电机的电机轴通过联轴器连接横杆部一端,横杆部设置在基座的另一侧,横杆部的另一端连接钻头部。优点:本设备,结构简单,钻头部内的每个齿轮结构都很简单,没有套叠安装,

缸体类内壁径向盲孔钻.pdf
本发明公开了一种缸体类内壁径向盲孔钻,解决的技术问题:针对背景技术中提及的现有对于缸体内壁上的径向盲孔的加工还比较困难,主要是采用由外侧开放式加工后堵焊的方法进行,也可以采用电火花加工等方法进行,但电火花加工等存在效率低,精度差等局限性,当孔径较小时,加工更为困难的技术问题。采取的技术方案,一种缸体类内壁径向盲孔钻,包括底座、滑块部、横杆部和钻头部,滑块部设置在底座的一端,横杆部水平设置且位于底座上方,横杆部一端连接滑块部,横杆部另一端连接钻头部。优点:本缸体类内壁径向盲孔钻,钻头部结构简单,使得钻头部及

筒形件径向孔的钻孔工装.pdf
一种筒形件径向孔的钻孔工装,它包括:工件固定装置和钻孔导向装置;所述工件固定装置包括:工件定位装置和工件夹紧装置;通过工件定位装置定位套筒,再经工件夹紧装置将定位后的套筒定位,定位后经过钻孔导向装置导向电钻对套筒径向钻孔加工,完成对套筒的径向钻孔加工。加工完成后,把锁紧卡勾抬起,更换套筒就可以进行下一轮加工。利用本发明所述工装能在大批量有径向孔的筒形套筒上进行定位钻孔加工,孔的尺寸精度和表面质量优异,而且该工装成本低,操作方便,可以实现高效率加工。

一种液压支架缸体盲孔内壁熔敷镗削工装.pdf
本发明公开了一种液压支架缸体盲孔内壁熔敷镗削工装,包括车床、固定于车床顶部的重型铸铁中心架、套接于重型铸铁中心架内的缸体缸底焊接厚壁套管机构、伞形回转顶尖机构、缸体内孔找正机构和车床尾座,所述伞形回转顶尖机构和缸体内孔找正机构分别与车床尾座形成紧固配合,所述缸体缸底焊接厚壁套管机构包括安装于车床上的厚壁套管和套接于厚壁套管外壁上的缸体,所述伞形回转顶尖机构包括锥盘和安装于锥盘后端的芯轴。本发明采用不去除缸底即可对缸体内壁进行熔敷、镗削、珩磨,装夹方便,能够实现对缸体的快速顶紧、找正,维修成本低,速度快,不