
异形罐体环缝焊接变位机.pdf

一只****iu

1/10
2/10
3/10
4/10
5/10

6/10
7/10
8/10

9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
异形罐体环缝焊接变位机.pdf
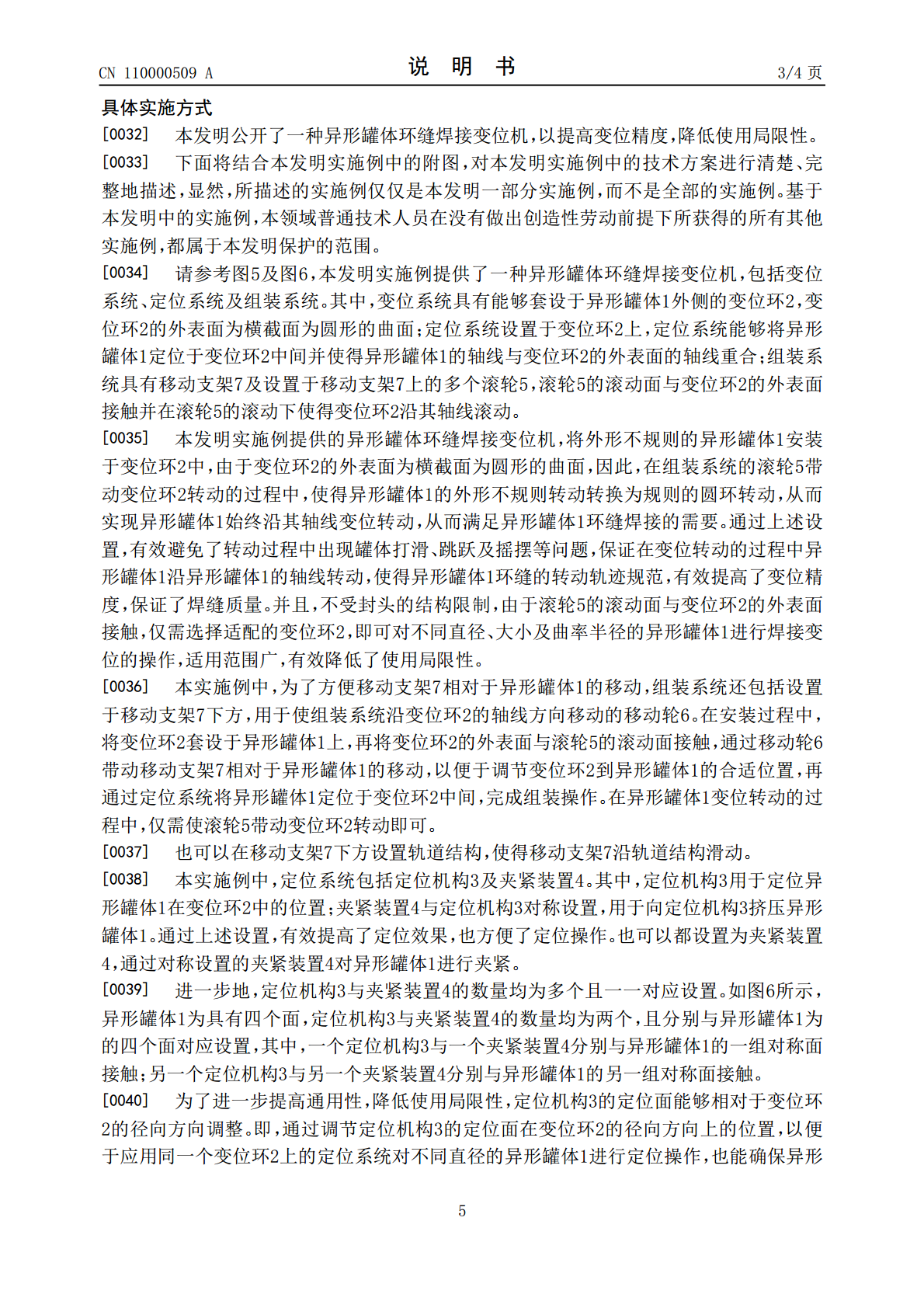
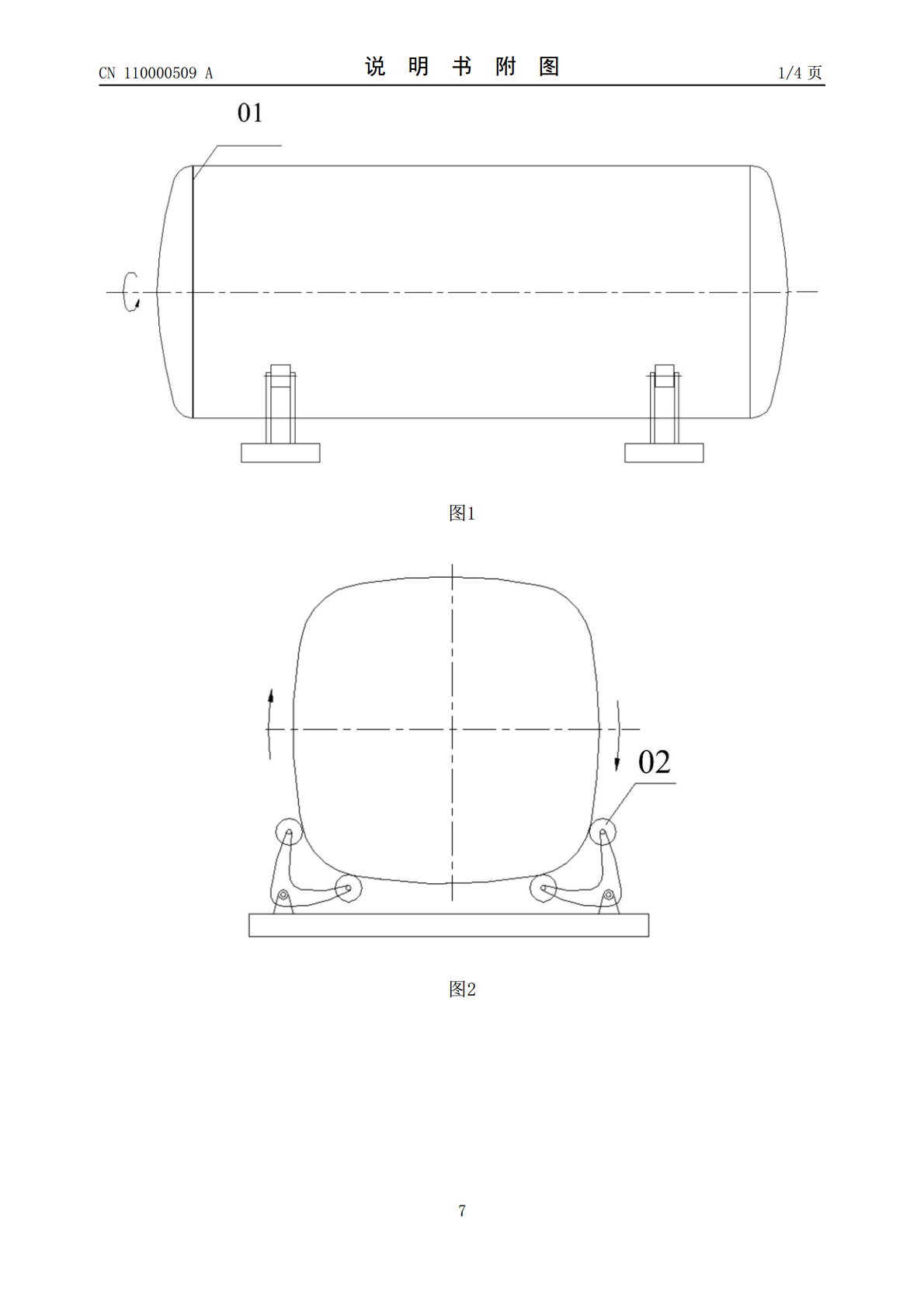
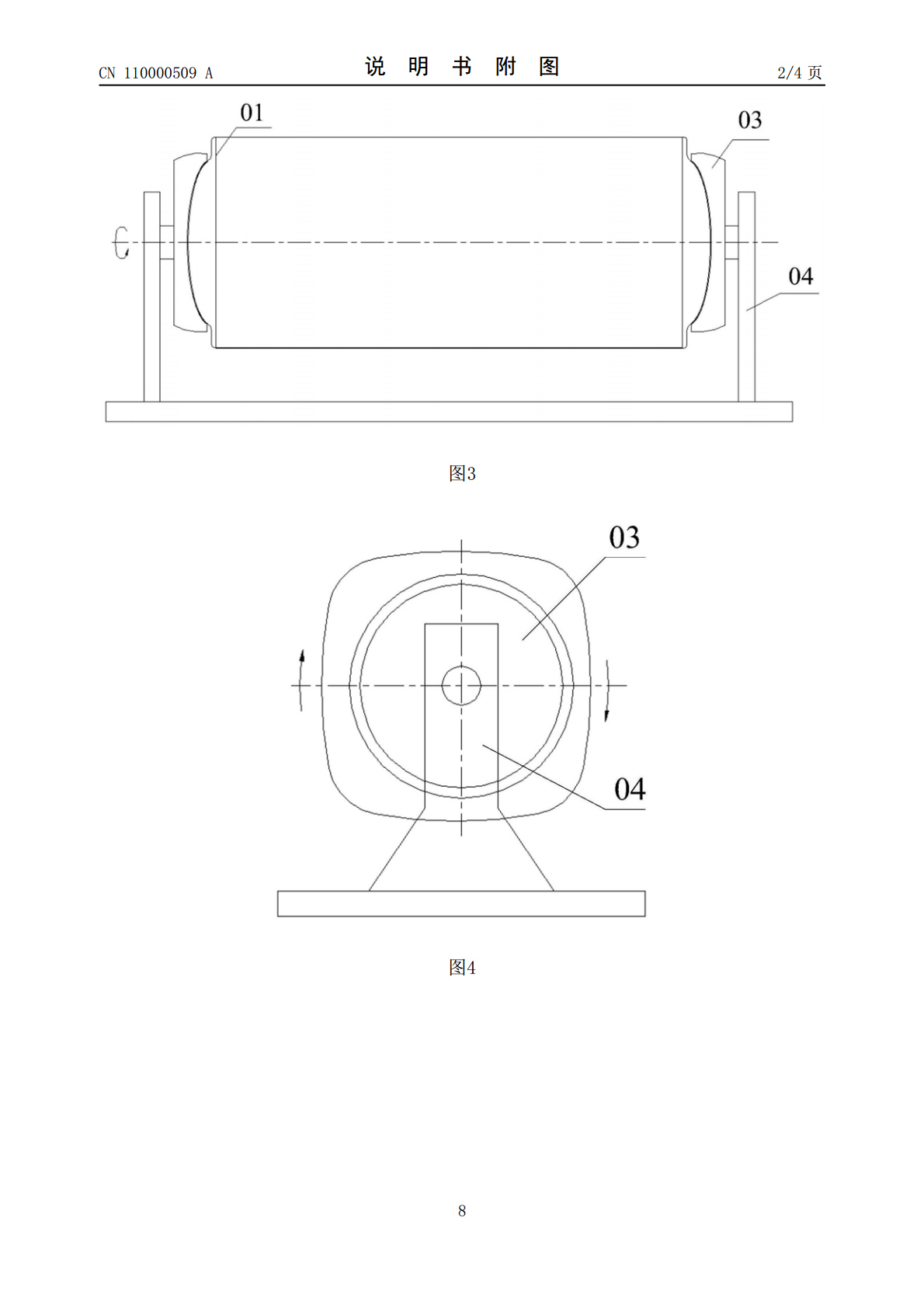
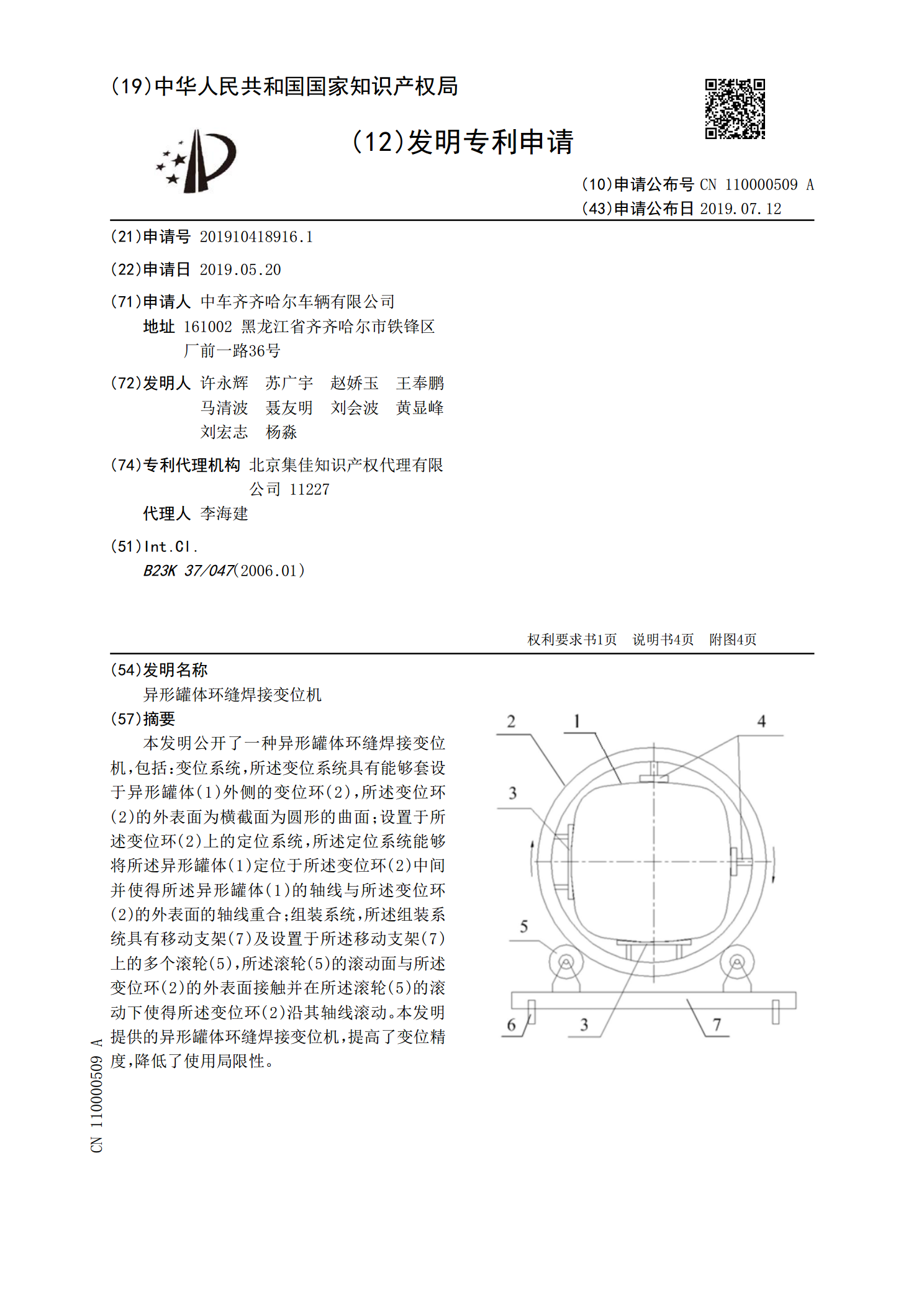
本发明公开了一种异形罐体环缝焊接变位机,包括:变位系统,所述变位系统具有能够套设于异形罐体(1)外侧的变位环(2),所述变位环(2)的外表面为横截面为圆形的曲面;设置于所述变位环(2)上的定位系统,所述定位系统能够将所述异形罐体(1)定位于所述变位环(2)中间并使得所述异形罐体(1)的轴线与所述变位环(2)的外表面的轴线重合;组装系统,所述组装系统具有移动支架(7)及设置于所述移动支架(7)上的多个滚轮(5),所述滚轮(5)的滚动面与所述变位环(2)的外表面接触并在所述滚轮(5)的滚动下使得所述变位环(2

罐体环缝焊接机.pdf
本发明公开了一种罐体环缝焊接机,包括机架,机架上安装升降机构,升降机构上安装升降平台,升降平台与机架活动配合;升降平台上安装工作平台提升机构,工作平台提升机构上安装操作平台;升降平台上横向安装第一横向导轨,第一横向导轨上安装第一滑块,第一滑块上安装固定滑板,固定滑板上设有竖向导轨,竖向导轨上安装竖向滑块,竖向滑块上安装竖向滑板,竖向滑板安装上焊接机构,竖向滑板上安装轴,轴上安装焊接小车,焊接小车上安装仿形机构,焊接小车上安装两个仿行轮和仿形轮驱动机构,仿形轮驱动机构与两仿行轮连接。它装有可升降的操作平台,
异形罐体成型机.pdf
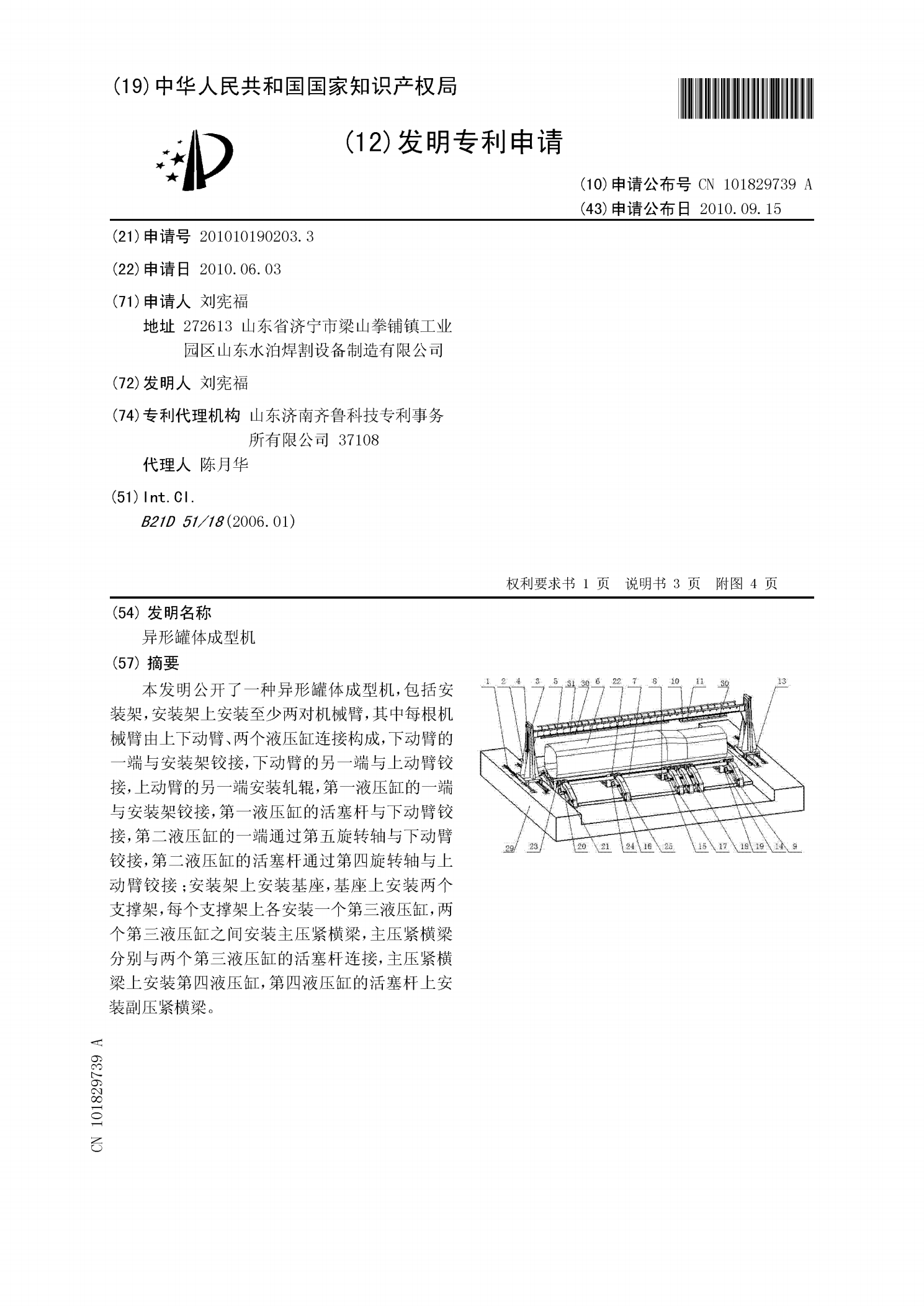
本发明公开了一种异形罐体成型机,包括安装架,安装架上安装至少两对机械臂,其中每根机械臂由上下动臂、两个液压缸连接构成,下动臂的一端与安装架铰接,下动臂的另一端与上动臂铰接,上动臂的另一端安装轧辊,第一液压缸的一端与安装架铰接,第一液压缸的活塞杆与下动臂铰接,第二液压缸的一端通过第五旋转轴与下动臂铰接,第二液压缸的活塞杆通过第四旋转轴与上动臂铰接;安装架上安装基座,基座上安装两个支撑架,每个支撑架上各安装一个第三液压缸,两个第三液压缸之间安装主压紧横梁,主压紧横梁分别与两个第三液压缸的活塞杆连接,主压紧横梁

焊接变位机.pdf
本发明提供了一种焊接变位机,该焊接变位机包括:U型支撑架、U型连接架、转动机构以及夹持件。U型连接架收容于U型支撑架中,U型连接架的两边均设置有转动连接柱,各转动连接柱均插设于U型支撑架中并与U型支撑架转动连接。转动机构包括转动电机、减速机以及螺纹杆。转动电机通过减速机与夹持件驱动连接,减速机与U型连接架连接,夹持件收容于U型连接架中。U型连接架靠近减速机的一面设置有连接块,螺纹杆穿过连接块并与连接块固定连接。U型支撑架的两边开设有弧形滑道,弧形滑道与螺纹杆相适配,螺纹杆的每一端插设于一弧形滑道中并与U型
锚链焊接变位机.pdf
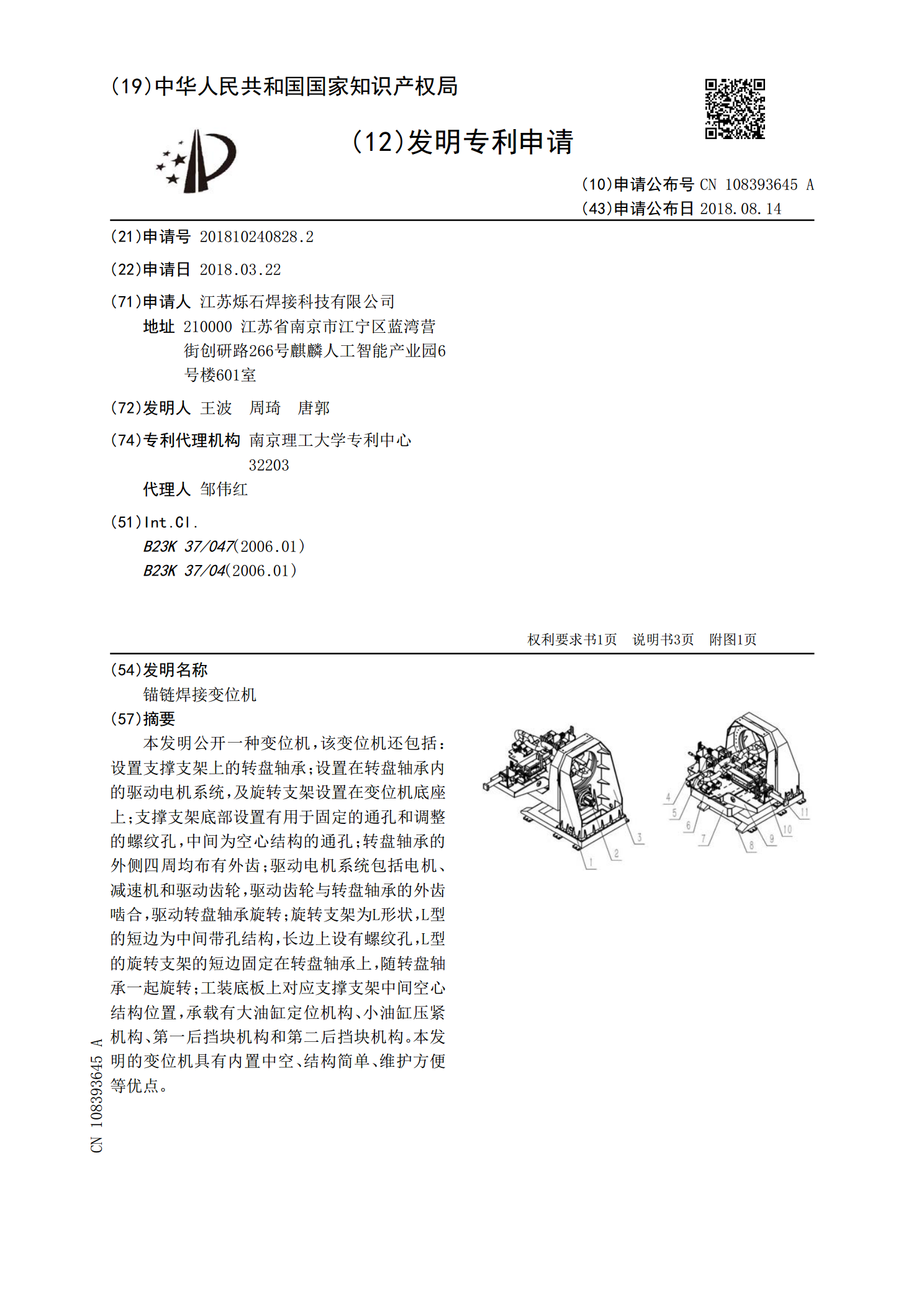
本发明公开一种变位机,该变位机还包括:设置支撑支架上的转盘轴承;设置在转盘轴承内的驱动电机系统,及旋转支架设置在变位机底座上;支撑支架底部设置有用于固定的通孔和调整的螺纹孔,中间为空心结构的通孔;转盘轴承的外侧四周均布有外齿;驱动电机系统包括电机、减速机和驱动齿轮,驱动齿轮与转盘轴承的外齿啮合,驱动转盘轴承旋转;旋转支架为L形状,L型的短边为中间带孔结构,长边上设有螺纹孔,L型的旋转支架的短边固定在转盘轴承上,随转盘轴承一起旋转;工装底板上对应支撑支架中间空心结构位置,承载有大油缸定位机构、小油缸压紧机构