
双相不锈钢与复合板的对接焊方法及对接件.pdf

是你****馨呀


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
双相不锈钢与复合板的对接焊方法及对接件.pdf
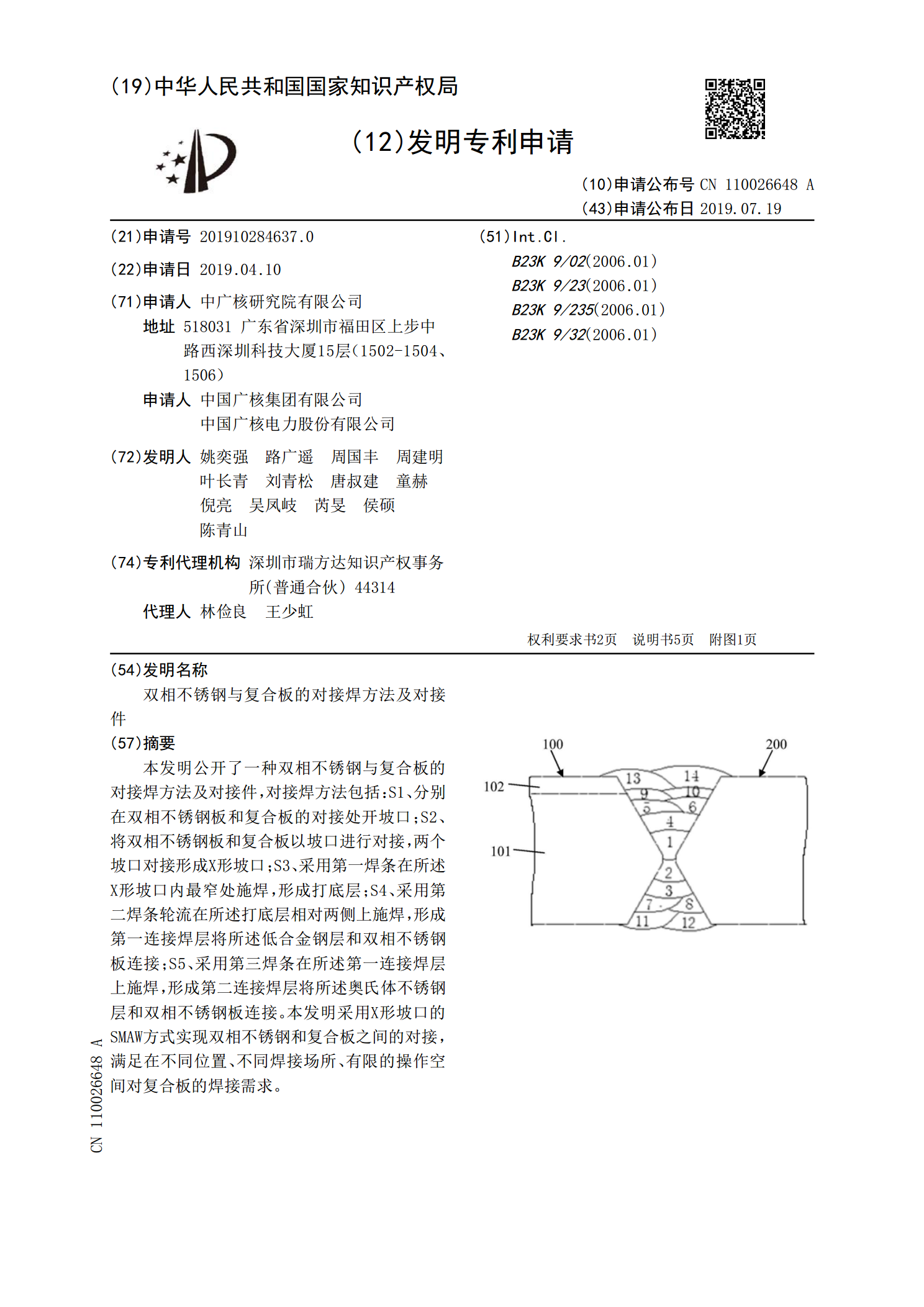
本发明公开了一种双相不锈钢与复合板的对接焊方法及对接件,对接焊方法包括:S1、分别在双相不锈钢板和复合板的对接处开坡口;S2、将双相不锈钢板和复合板以坡口进行对接,两个坡口对接形成X形坡口;S3、采用第一焊条在所述X形坡口内最窄处施焊,形成打底层;S4、采用第二焊条轮流在所述打底层相对两侧上施焊,形成第一连接焊层将所述低合金钢层和双相不锈钢板连接;S5、采用第三焊条在所述第一连接焊层上施焊,形成第二连接焊层将所述奥氏体不锈钢层和双相不锈钢板连接。本发明采用X形坡口的SMAW方式实现双相不锈钢和复合板之间的
双面复合板与双相不锈钢的对接焊方法及对接件.pdf
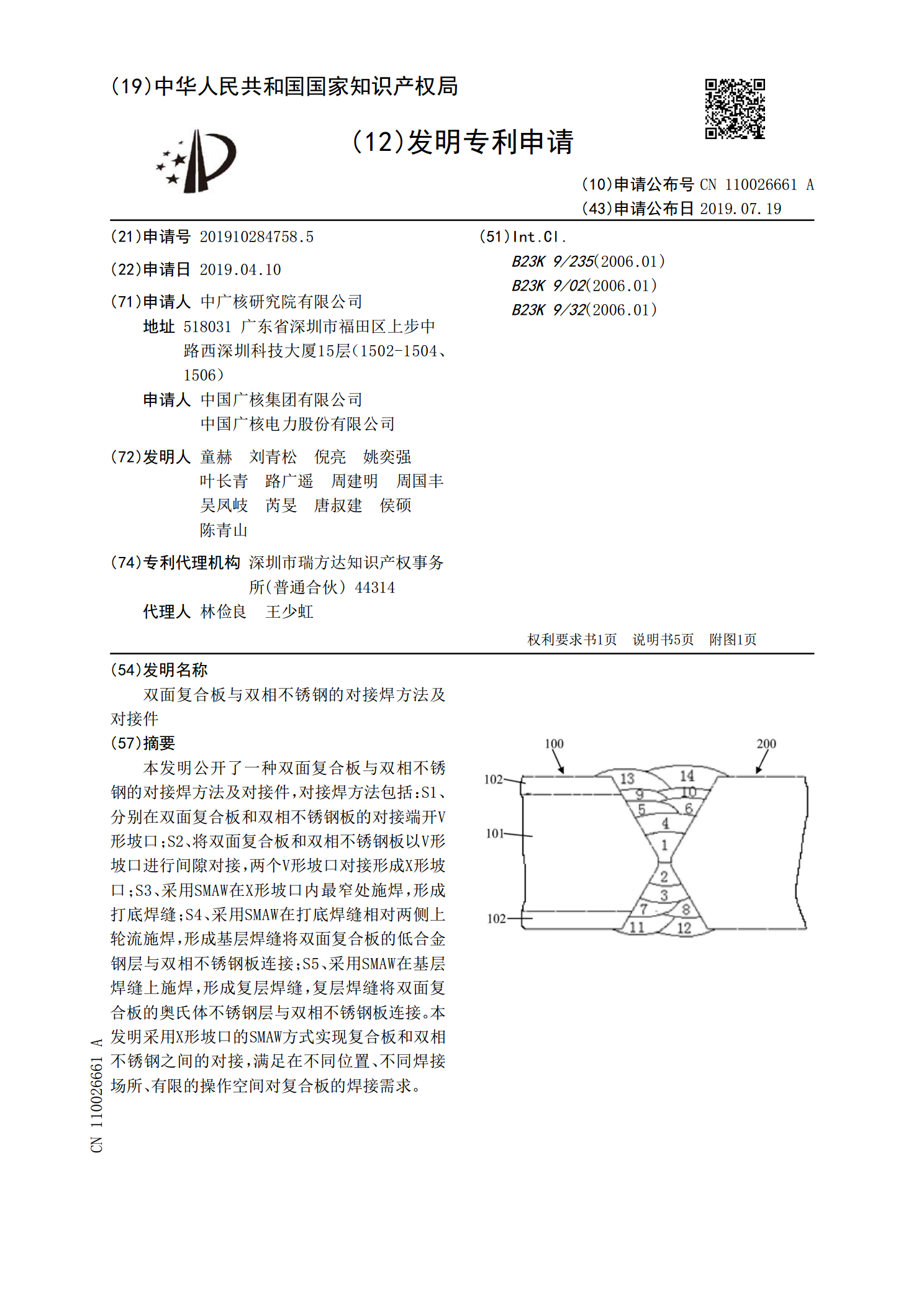
本发明公开了一种双面复合板与双相不锈钢的对接焊方法及对接件,对接焊方法包括:S1、分别在双面复合板和双相不锈钢板的对接端开V形坡口;S2、将双面复合板和双相不锈钢板以V形坡口进行间隙对接,两个V形坡口对接形成X形坡口;S3、采用SMAW在X形坡口内最窄处施焊,形成打底焊缝;S4、采用SMAW在打底焊缝相对两侧上轮流施焊,形成基层焊缝将双面复合板的低合金钢层与双相不锈钢板连接;S5、采用SMAW在基层焊缝上施焊,形成复层焊缝,复层焊缝将双面复合板的奥氏体不锈钢层与双相不锈钢板连接。本发明采用X形坡口的SMA

单面复合板的对接焊方法及对接件.pdf
本发明公开了一种单面复合板的对接焊方法及对接件,对接焊方法包括:S1、分别在两个单面复合板的对接处开坡口;S2、将两个单面复合板以坡口进行对接,坡口对接形成X形坡口;S3、采用第一低合金钢焊条在X形坡口内最窄处施焊,形成打底层;S4、采用第二低合金焊条轮流在打底层相对两侧上施焊,形成第一连接焊层将正对的低合金钢层连接;S5、采用第一奥氏体不锈钢焊条在第一连接焊层上施焊,形成过渡焊层;S6、采用第二奥氏体不锈钢焊条在过渡焊层上施焊,形成第二连接焊层将正对的奥氏体不锈钢层连接。本发明采用X形坡口的手工电弧焊方
双面复合板的对接焊方法及双面复合板对接件.pdf
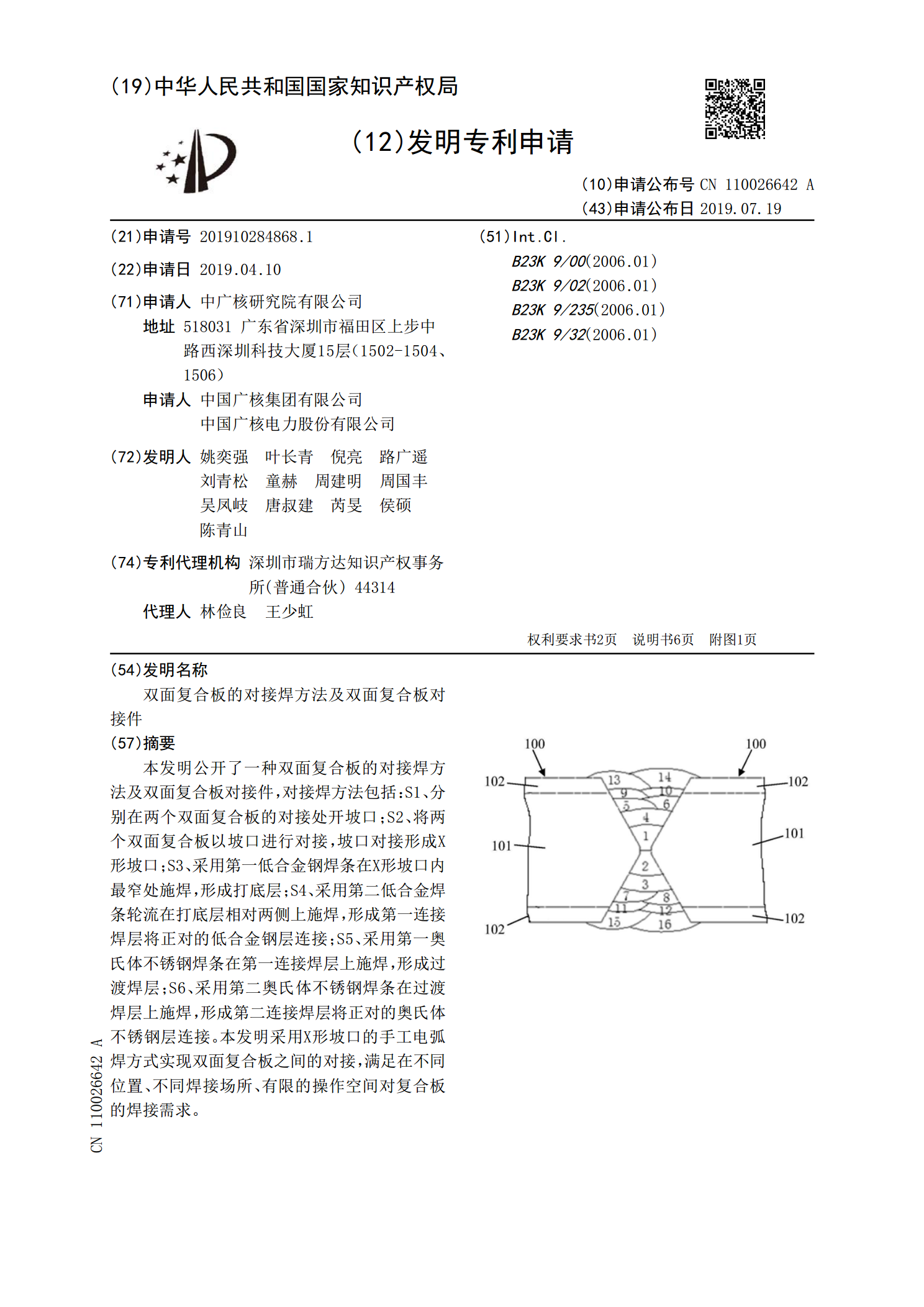
本发明公开了一种双面复合板的对接焊方法及双面复合板对接件,对接焊方法包括:S1、分别在两个双面复合板的对接处开坡口;S2、将两个双面复合板以坡口进行对接,坡口对接形成X形坡口;S3、采用第一低合金钢焊条在X形坡口内最窄处施焊,形成打底层;S4、采用第二低合金焊条轮流在打底层相对两侧上施焊,形成第一连接焊层将正对的低合金钢层连接;S5、采用第一奥氏体不锈钢焊条在第一连接焊层上施焊,形成过渡焊层;S6、采用第二奥氏体不锈钢焊条在过渡焊层上施焊,形成第二连接焊层将正对的奥氏体不锈钢层连接。本发明采用X形坡口的手

碳钢不锈钢对接焊.docx
焊接工艺指导书单位名称四川良川机械设备有限公司焊接工艺规程编号LCJX-26-05日期2010.09.12所依据焊接工艺评定报告编号LCJX-26-P05焊接方法GTAW机械化程度(手工、机械、自动)手工焊接接头:(LC05)碳钢-不锈钢对接焊坡口形式V型坡口设计衬垫(材料及规格)无其他简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序)母材:Q235类别号Ⅰ组别号Ⅰ —1与类别Ⅰ 组别号Ⅷ —1相焊及标准号GB/700材料代号A105与标准号GB1220材料代号SA2020相焊厚度范围:10母材:对