
双面复合板的对接焊方法及双面复合板对接件.pdf

猫巷****雪凝


1/10

2/10

3/10

4/10

5/10

6/10

7/10
8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
双面复合板的对接焊方法及双面复合板对接件.pdf
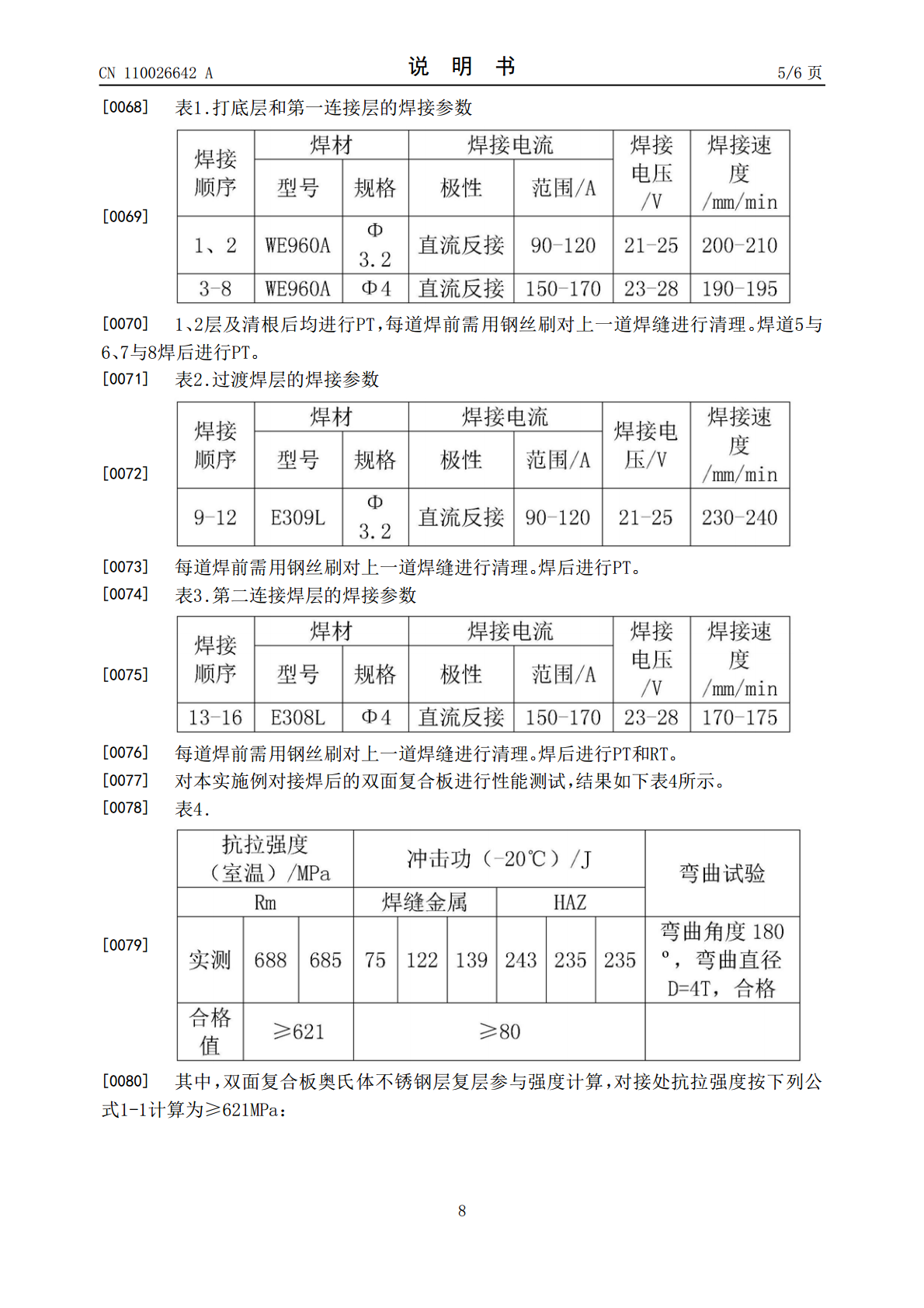
本发明公开了一种双面复合板的对接焊方法及双面复合板对接件,对接焊方法包括:S1、分别在两个双面复合板的对接处开坡口;S2、将两个双面复合板以坡口进行对接,坡口对接形成X形坡口;S3、采用第一低合金钢焊条在X形坡口内最窄处施焊,形成打底层;S4、采用第二低合金焊条轮流在打底层相对两侧上施焊,形成第一连接焊层将正对的低合金钢层连接;S5、采用第一奥氏体不锈钢焊条在第一连接焊层上施焊,形成过渡焊层;S6、采用第二奥氏体不锈钢焊条在过渡焊层上施焊,形成第二连接焊层将正对的奥氏体不锈钢层连接。本发明采用X形坡口的手
双面复合板与双相不锈钢的对接焊方法及对接件.pdf
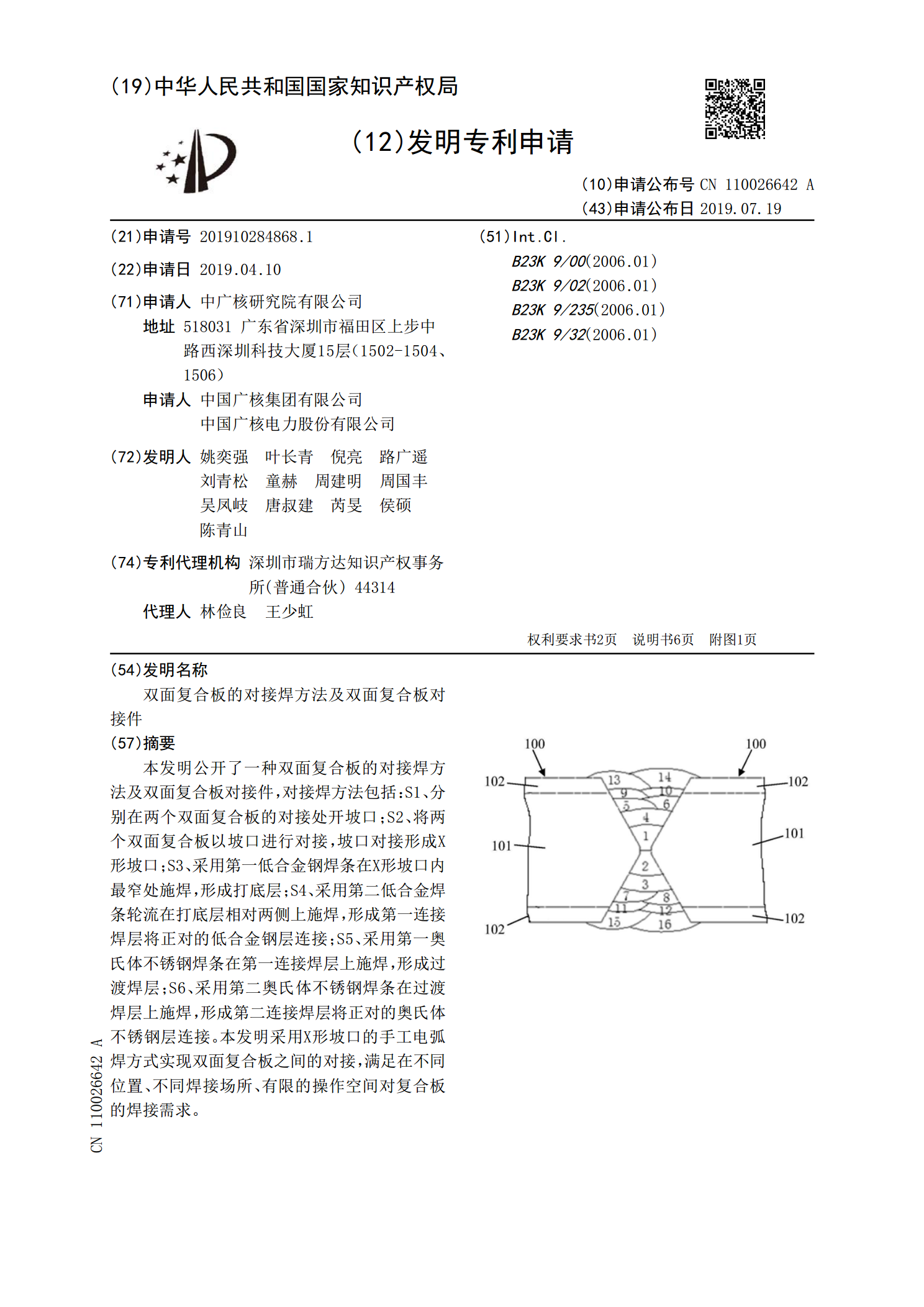
本发明公开了一种双面复合板与双相不锈钢的对接焊方法及对接件,对接焊方法包括:S1、分别在双面复合板和双相不锈钢板的对接端开V形坡口;S2、将双面复合板和双相不锈钢板以V形坡口进行间隙对接,两个V形坡口对接形成X形坡口;S3、采用SMAW在X形坡口内最窄处施焊,形成打底焊缝;S4、采用SMAW在打底焊缝相对两侧上轮流施焊,形成基层焊缝将双面复合板的低合金钢层与双相不锈钢板连接;S5、采用SMAW在基层焊缝上施焊,形成复层焊缝,复层焊缝将双面复合板的奥氏体不锈钢层与双相不锈钢板连接。本发明采用X形坡口的SMA

单面复合板的对接焊方法及对接件.pdf
本发明公开了一种单面复合板的对接焊方法及对接件,对接焊方法包括:S1、分别在两个单面复合板的对接处开坡口;S2、将两个单面复合板以坡口进行对接,坡口对接形成X形坡口;S3、采用第一低合金钢焊条在X形坡口内最窄处施焊,形成打底层;S4、采用第二低合金焊条轮流在打底层相对两侧上施焊,形成第一连接焊层将正对的低合金钢层连接;S5、采用第一奥氏体不锈钢焊条在第一连接焊层上施焊,形成过渡焊层;S6、采用第二奥氏体不锈钢焊条在过渡焊层上施焊,形成第二连接焊层将正对的奥氏体不锈钢层连接。本发明采用X形坡口的手工电弧焊方
双相不锈钢与复合板的对接焊方法及对接件.pdf
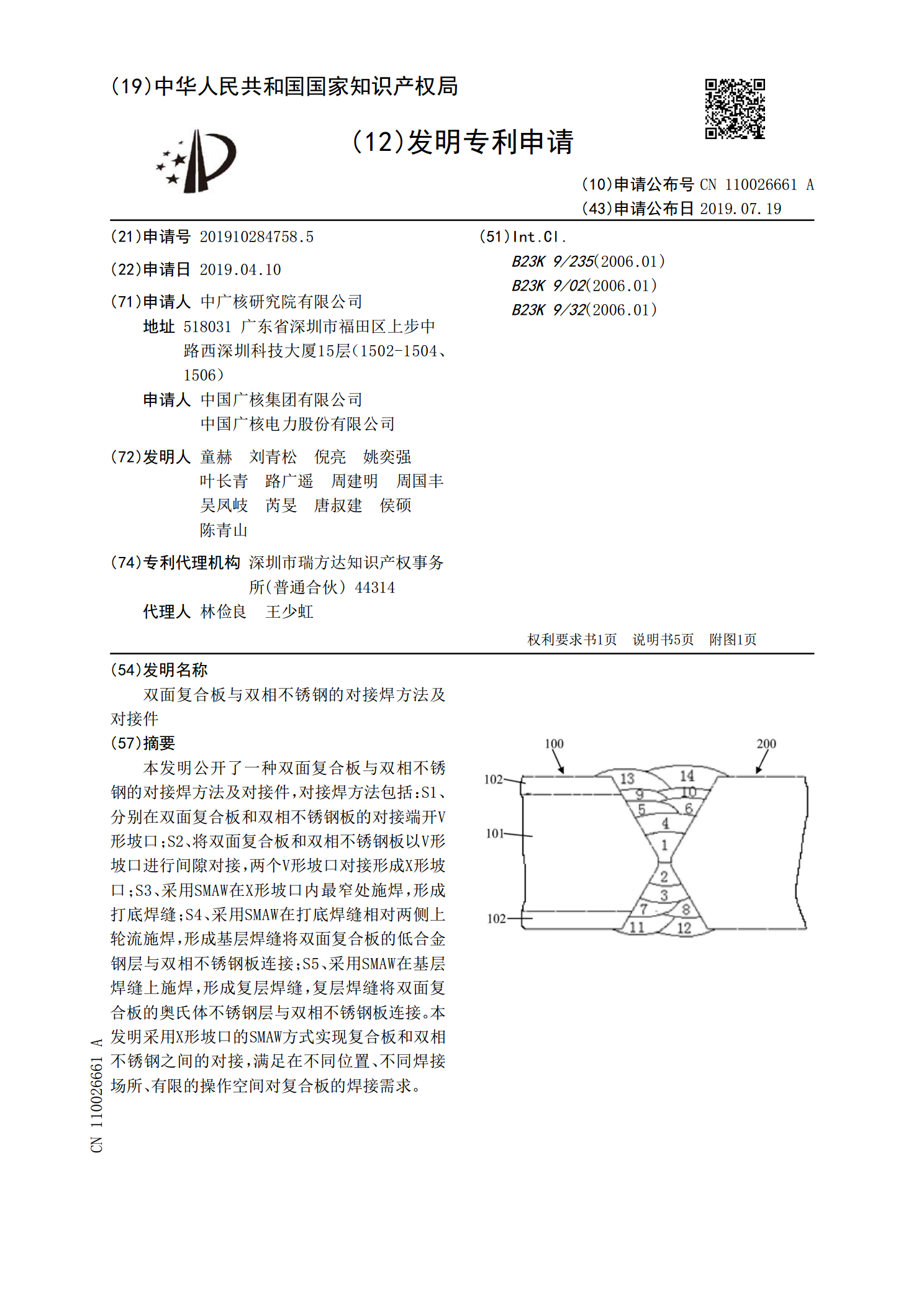
本发明公开了一种双相不锈钢与复合板的对接焊方法及对接件,对接焊方法包括:S1、分别在双相不锈钢板和复合板的对接处开坡口;S2、将双相不锈钢板和复合板以坡口进行对接,两个坡口对接形成X形坡口;S3、采用第一焊条在所述X形坡口内最窄处施焊,形成打底层;S4、采用第二焊条轮流在所述打底层相对两侧上施焊,形成第一连接焊层将所述低合金钢层和双相不锈钢板连接;S5、采用第三焊条在所述第一连接焊层上施焊,形成第二连接焊层将所述奥氏体不锈钢层和双相不锈钢板连接。本发明采用X形坡口的SMAW方式实现双相不锈钢和复合板之间的

立对接(单面焊双面成型).doc
手工电弧焊一体化校本教材项目三立焊位手工电弧焊任务3板对接立焊位单面焊双面成型项目任务描述在生产实践中,立焊单面焊双面成型多用于人进不去施工的小型容器或小口径管道的纵、环立位焊缝的焊接生产,这种焊接方式可以在容器外面施焊而内面也能形成规则的焊缝。如图所示为钝边V形坡口板对接立焊单面焊双面成型工件图。板件材料Q235B。技术要求:1、立位单面焊双面成型。2、b=3.2~4.0,а=60°,P=0.5~1.3、焊后变形量≦3°.V形坡口对接立焊学习目标能力目标:1、掌握钝边V形坡口板对接立焊打底焊操作技术2、