
注塑模具结构及设计温调节和排气.pptx

骑着****猪猪

1/10
2/10
3/10
4/10
5/10

6/10

7/10

8/10

9/10
10/10
亲,该文档总共27页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

注塑模具结构及设计温调节和排气.pptx
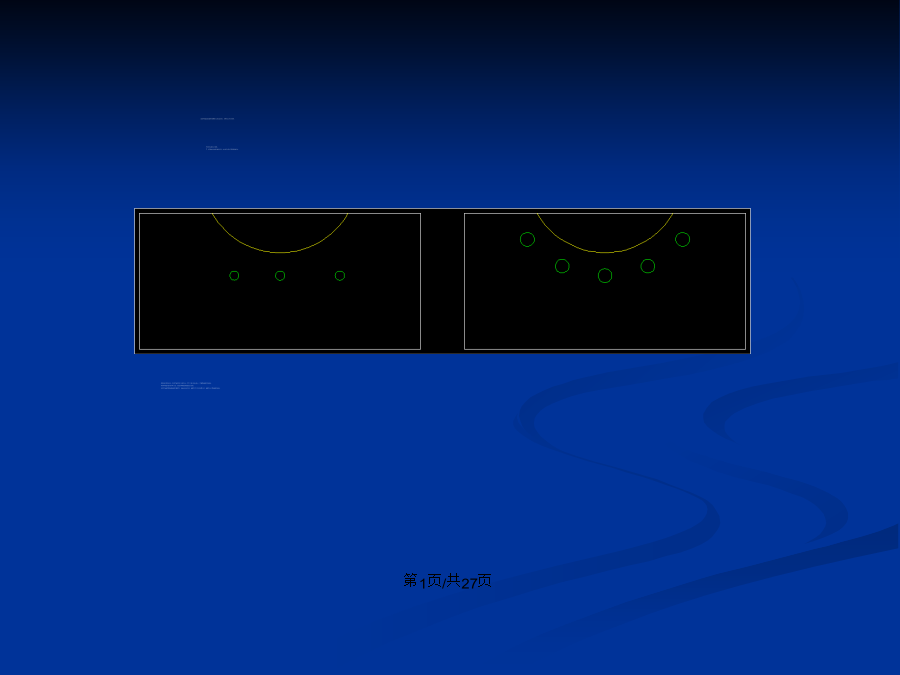
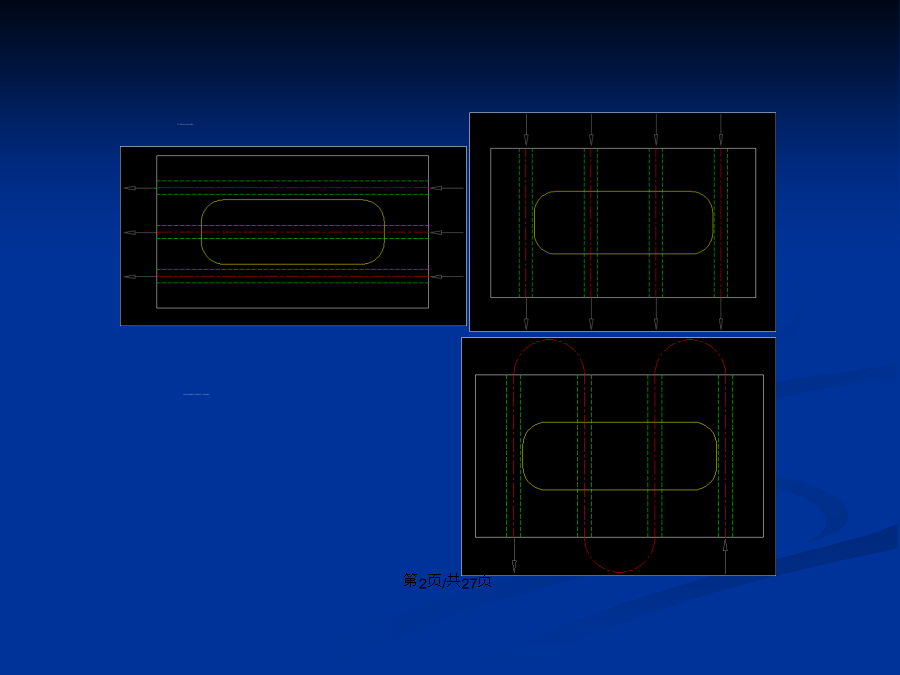
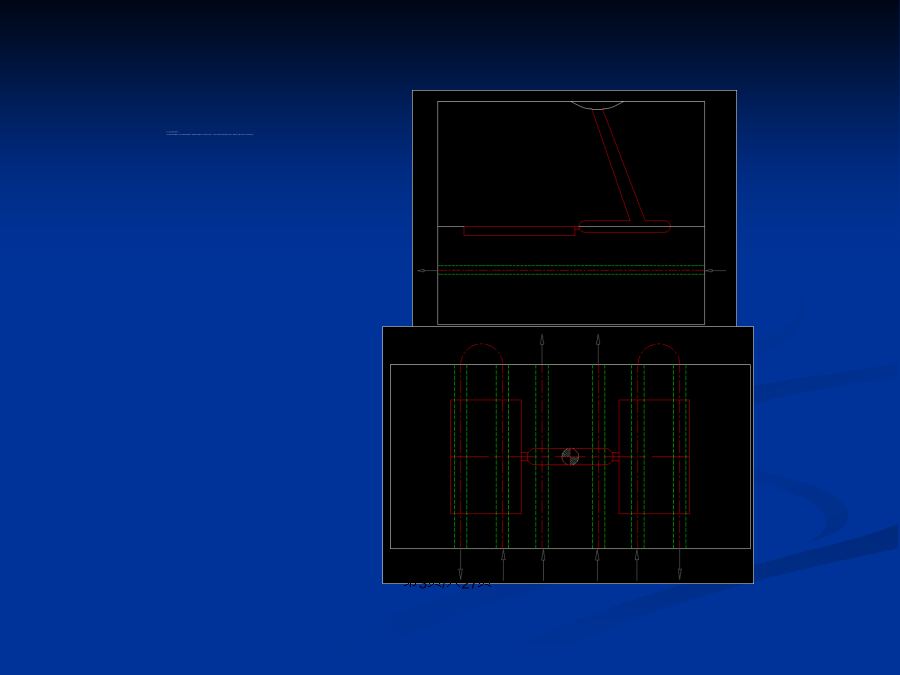
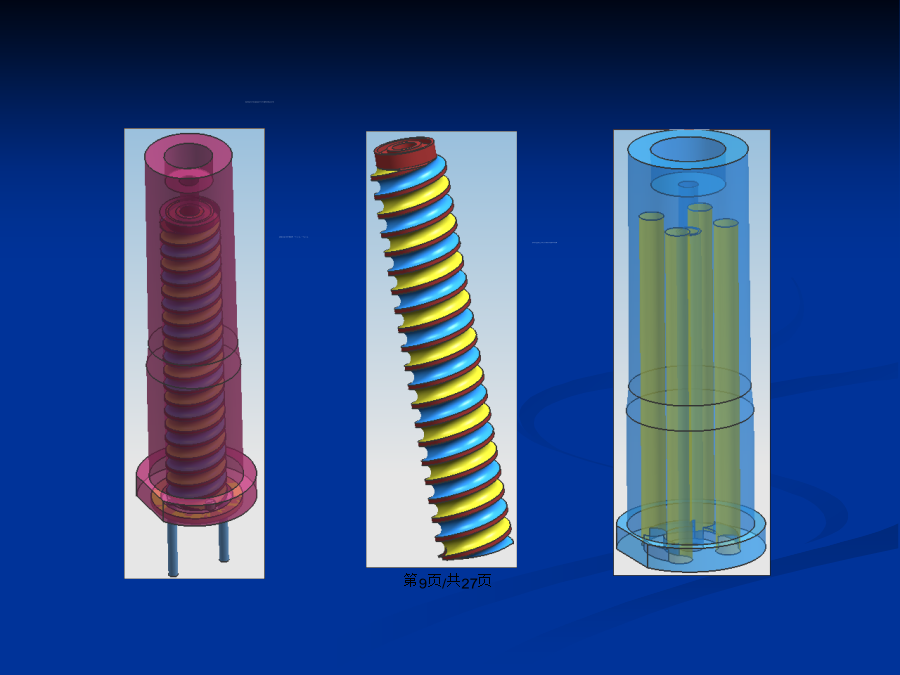
会计学冷却管道的设计原则:1,合理确定冷却管道的直径,中心距以及与型腔壁的距离。2,降低进水与出水的温度差3,浇口处应加强冷却浇口附近的温度最高,离浇口越远温度越低,通常将冷却回路的入口设在浇口附近,可使浇口附近在较低的水温下冷却。或者在浇口附近开设专门的冷却流道。4,应避免将冷却管道开设在塑件熔合纹部位,并注意干涉及密封等问题。较深的型芯冷却回路的设定:1,斜交叉式管道冷却回路。2,直孔隔板(水井)式冷却回路。3,喷流式冷却回路。4,螺旋衬套式冷却回路。直孔隔板(水井)式冷却回路喷流式冷却回路适用于深度
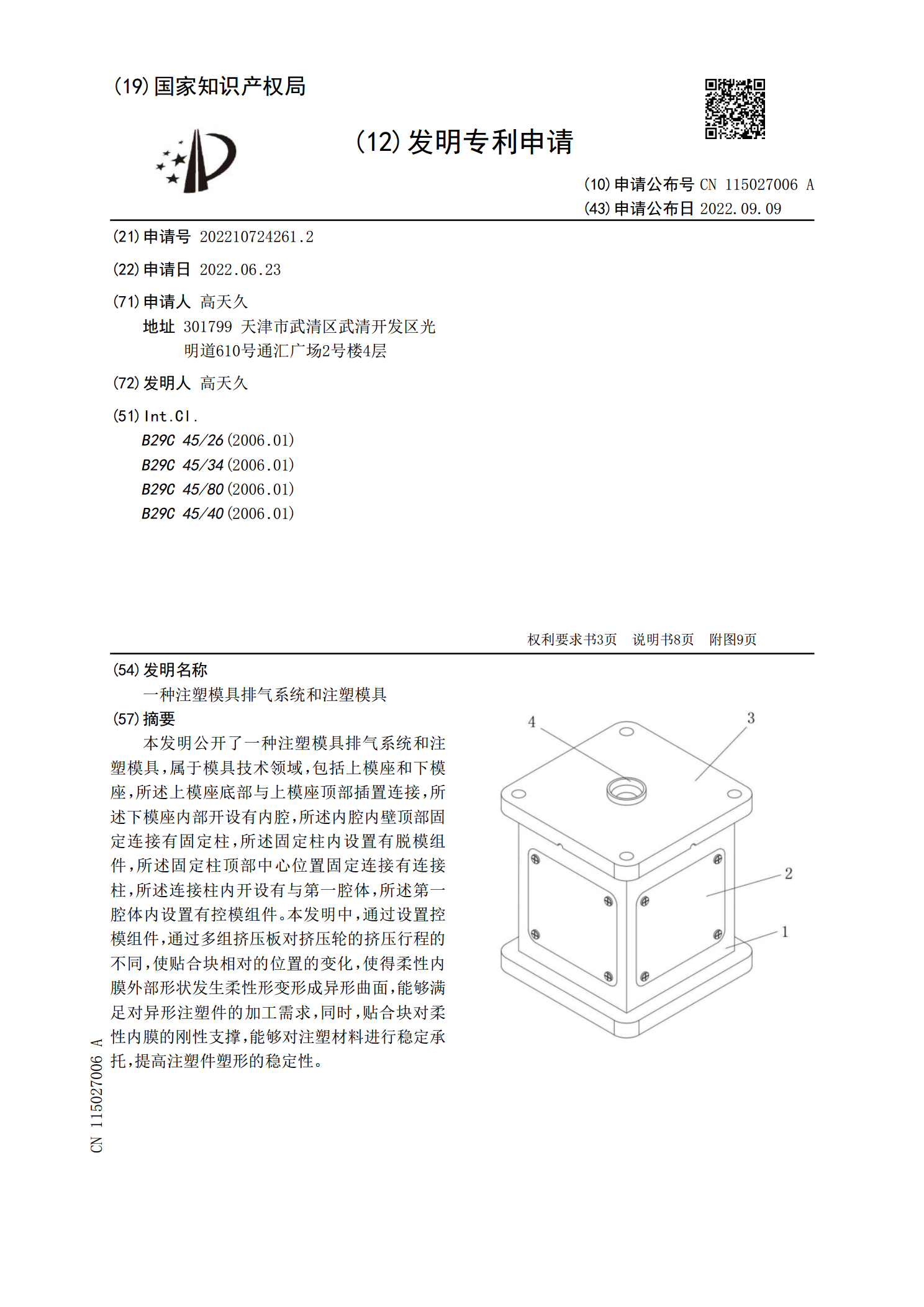
一种注塑模具排气系统和注塑模具.pdf
本发明公开了一种注塑模具排气系统和注塑模具,属于模具技术领域,包括上模座和下模座,所述上模座底部与上模座顶部插置连接,所述下模座内部开设有内腔,所述内腔内壁顶部固定连接有固定柱,所述固定柱内设置有脱模组件,所述固定柱顶部中心位置固定连接有连接柱,所述连接柱内开设有与第一腔体,所述第一腔体内设置有控模组件。本发明中,通过设置控模组件,通过多组挤压板对挤压轮的挤压行程的不同,使贴合块相对的位置的变化,使得柔性内膜外部形状发生柔性形变形成异形曲面,能够满足对异形注塑件的加工需求,同时,贴合块对柔性内膜的刚性支撑
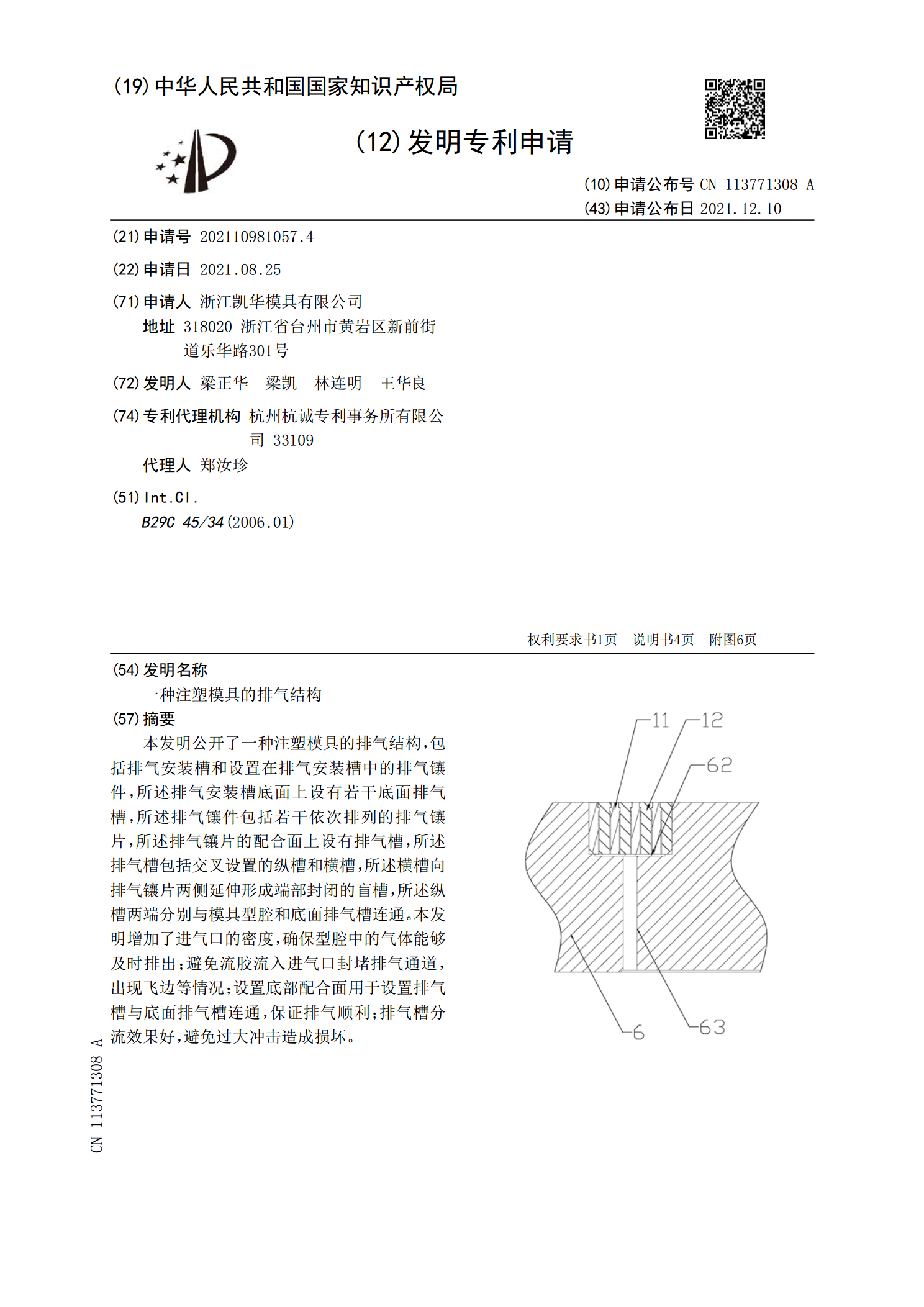
一种注塑模具的排气结构.pdf
本发明公开了一种注塑模具的排气结构,包括排气安装槽和设置在排气安装槽中的排气镶件,所述排气安装槽底面上设有若干底面排气槽,所述排气镶件包括若干依次排列的排气镶片,所述排气镶片的配合面上设有排气槽,所述排气槽包括交叉设置的纵槽和横槽,所述横槽向排气镶片两侧延伸形成端部封闭的盲槽,所述纵槽两端分别与模具型腔和底面排气槽连通。本发明增加了进气口的密度,确保型腔中的气体能够及时排出;避免流胶流入进气口封堵排气通道,出现飞边等情况;设置底部配合面用于设置排气槽与底面排气槽连通,保证排气顺利;排气槽分流效果好,避免过

注塑模具的变形调节结构.pdf
本发明公开了一种注塑模具的变形调节结构,包括第一模板和第二模板,第一模板包括浇注端头和发热元件,浇注端头与第一模板上的热流道导通,所述第一模板包括金属模板,所述热流道设置于金属模板内,金属模板与浇注端头分体设置且通过可拆分的紧固装置相互固定,金属模板与浇注端头之间平面接触且形成液密封配合,所述金属模板下端的流道孔出口对准浇注端头上端的浇注孔入口,所述浇注端头之间相互错开距离。浇注端头与金属模板为可拆分的面接触,浇注端头的膨胀和冷缩都不会受到金属模板的干涉(或者干涉作用较小),加上浇注端头之间本来就留有距离

注塑模具的结构和拆装.ppt
注射模具的结构与拆装教学目的:1、了解注射成型模具的常见类型及结构。2、掌握注射模具的整体结构及单分型面模具的拆卸和装配工艺。3、了解注射成型模具的组成部分的结构和功能。4、掌握塑料模的拆卸、安装的基本要领和方法。教学重点:注射模具的典型结构,模具拆装。教学难点:模具的整体结构,各个零件的形状、位置关系以及在模具动作过程中所起的作用。教学手段:多媒体和板书相结合。注射模具的功能成型原理:将颗粒状或粉状塑料加热熔化呈流动态后,以高压和较快的速度注入温度较低的闭合模腔中,在模具的冷却作用下固化并定型,得到具有