
一种圆盘剪精度修复方法.pdf

一吃****福乾

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种圆盘剪精度修复方法.pdf
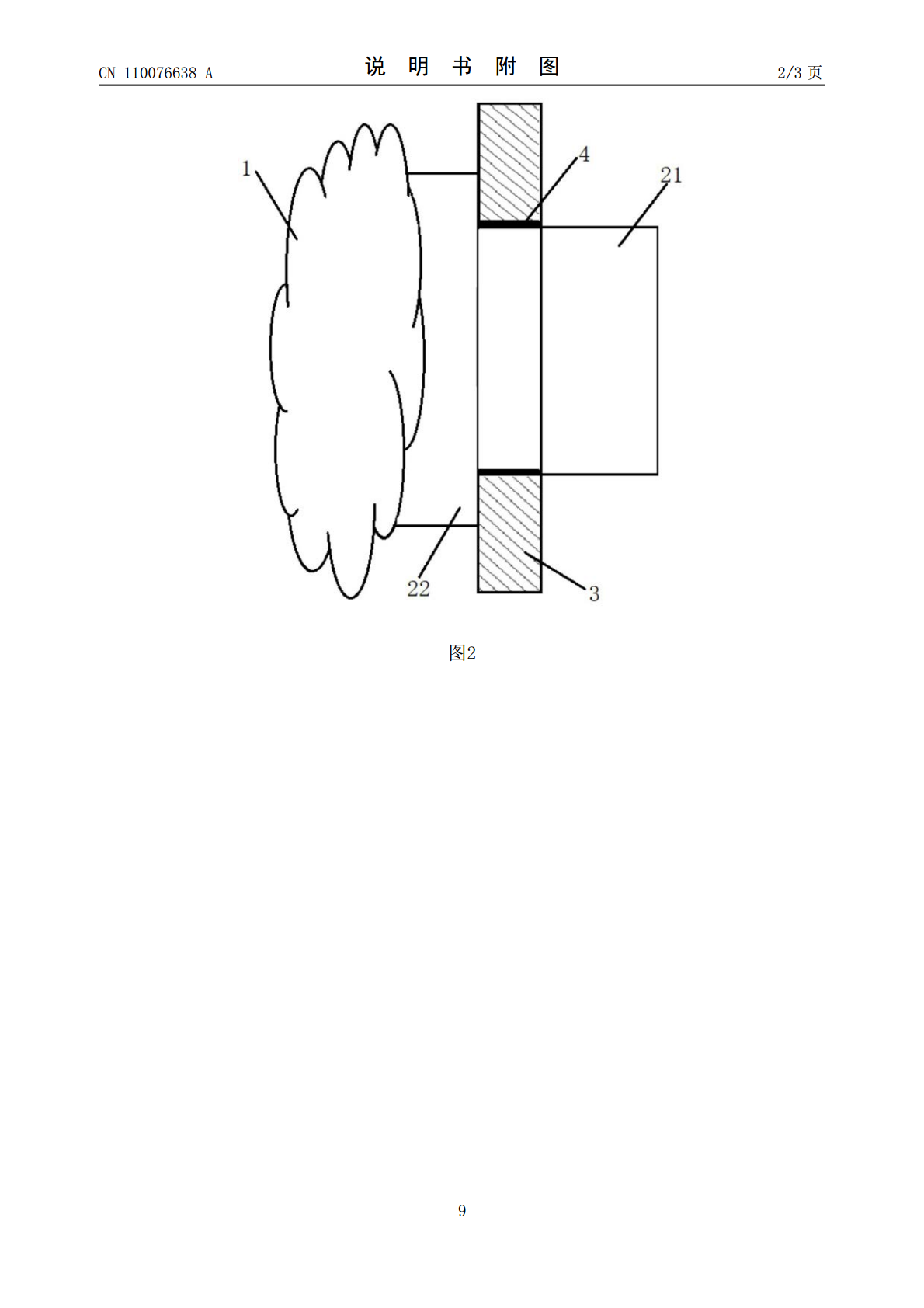
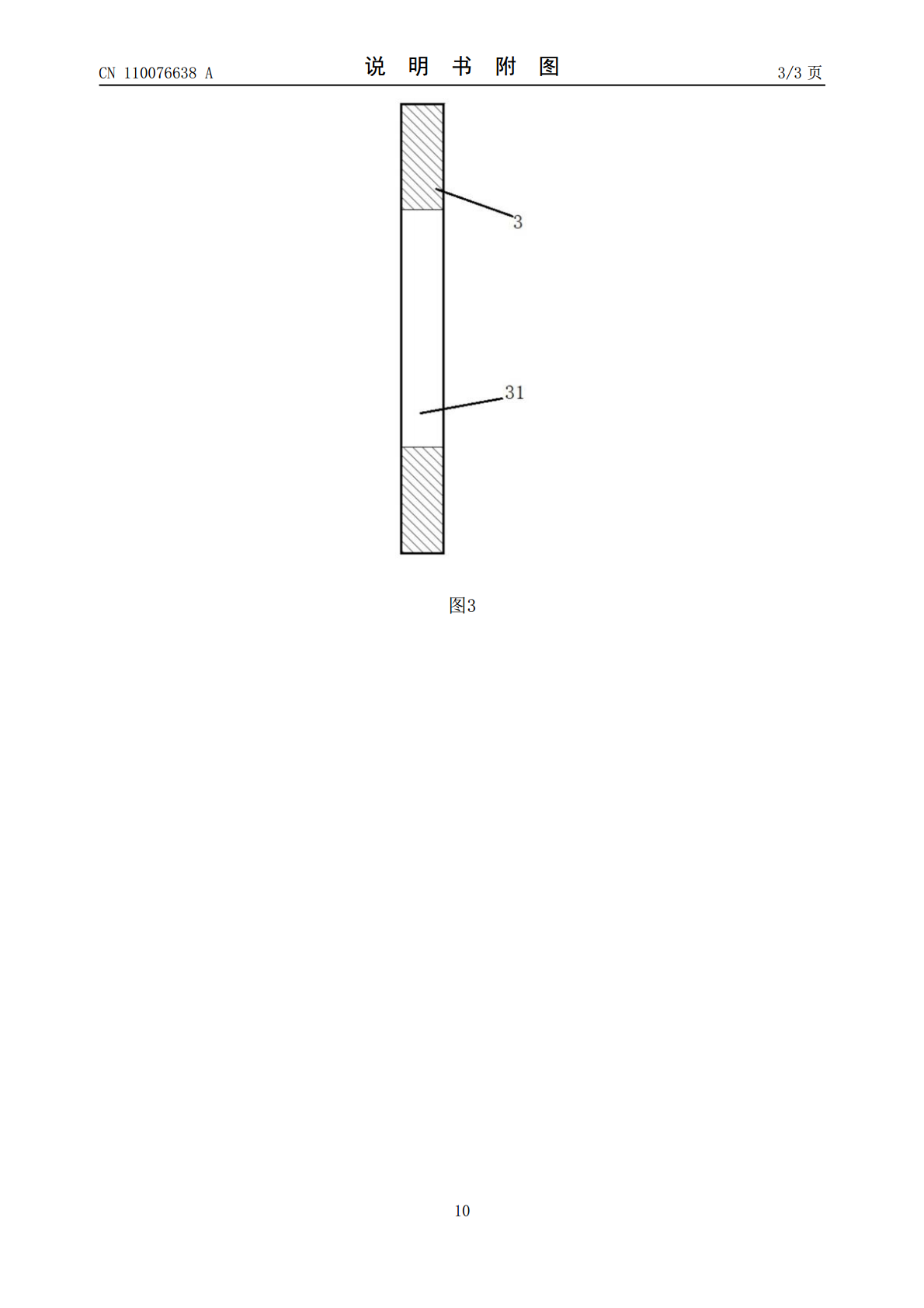
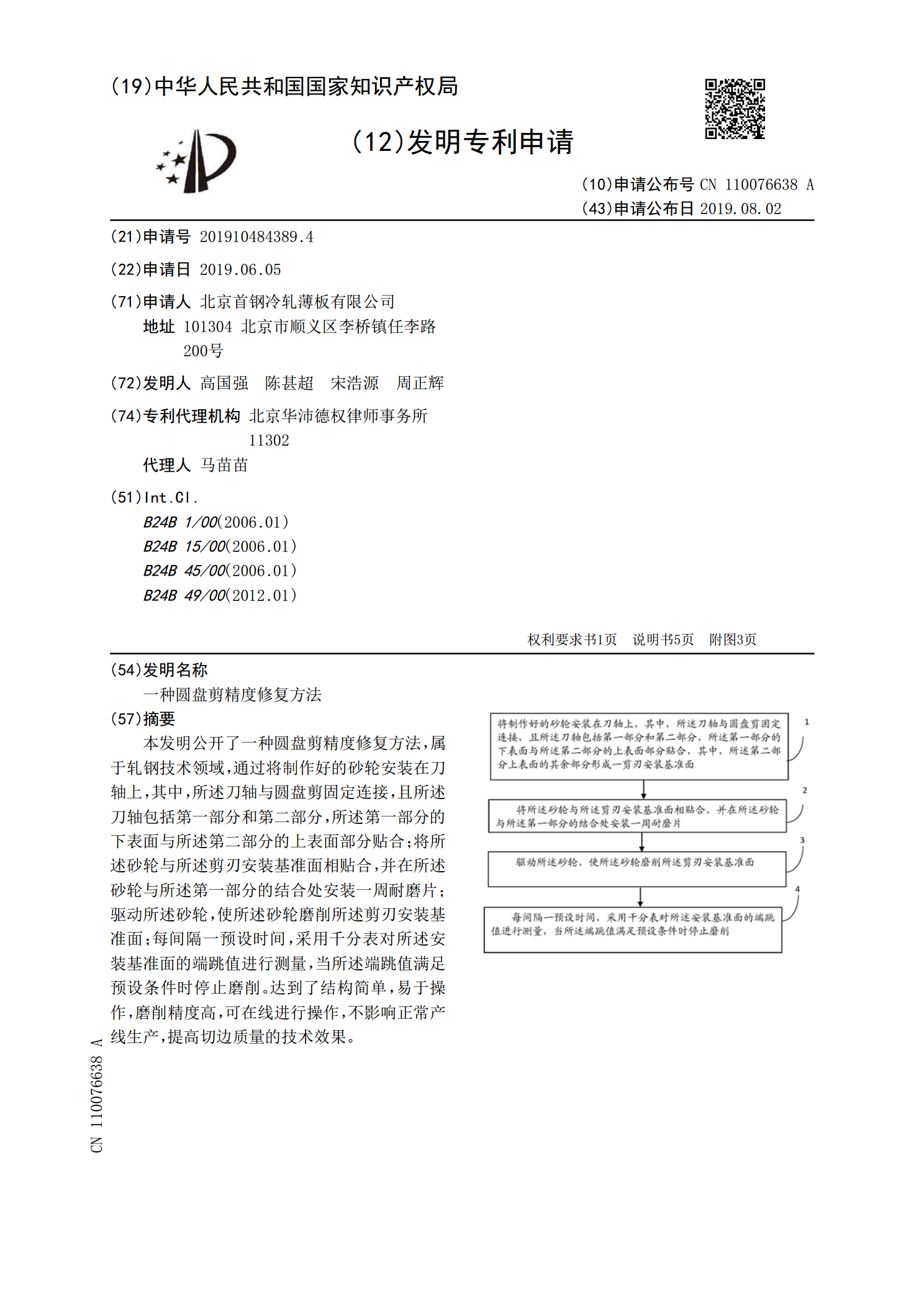
本发明公开了一种圆盘剪精度修复方法,属于轧钢技术领域,通过将制作好的砂轮安装在刀轴上,其中,所述刀轴与圆盘剪固定连接,且所述刀轴包括第一部分和第二部分,所述第一部分的下表面与所述第二部分的上表面部分贴合;将所述砂轮与所述剪刃安装基准面相贴合,并在所述砂轮与所述第一部分的结合处安装一周耐磨片;驱动所述砂轮,使所述砂轮磨削所述剪刃安装基准面;每间隔一预设时间,采用千分表对所述安装基准面的端跳值进行测量,当所述端跳值满足预设条件时停止磨削。达到了结构简单,易于操作,磨削精度高,可在线进行操作,不影响正常产线生产

圆盘剪高精度刀轴的加工方法.pdf
本发明公开了一种圆盘剪高精度刀轴的加工方法,依次按以下步骤进行:步骤1、锻造坯料及正火处理;步骤2、粗车;步骤3、调质:对刀轴进行淬火和高温回火处理;步骤四、半精车;步骤五、半精磨;步骤六、精车;步骤七、精磨:磨削刀轴的主要外圆和锥度,同时在磨削的砂轮轴向端面的中部设置凹槽,被夹在凹槽至砂轮周面之间的部分为砂轮的磨削部分,使转动过程中的砂轮的磨削部分对装夹在机床上后处于转动过程中的刀轴轴肩的端面进行磨削,在磨削过程中,使砂轮沿刀轴的径向往复运动。本发明可以减小砂轮与轴肩的接触面积,防止磨削加工过程中轴肩端

一种应用于圆盘剪的高精度定位方法.pdf
本发明实施例提出一种应用于圆盘剪的高精度定位方法,对于刀盘重叠量的调整,结合圆盘剪的机械和电气结构,简化了计算流程,将伺服电机改为速度方式控制。克服了多齿轮叠加的机械间隙误差;对于水平间隙,采用改进的机械间隙补偿方法进行控制,消除了由于磨损造成的机械间隙变化对刀盘定位精度的影响。本发明定位精度高,程序实现算法简单,控制效果稳定,响应速度快,可以提高带钢切边成材率,减少变规格调整时间,对提高酸洗带钢产量,增加作业线经济效益很有帮助。

圆盘剪工艺.ppt
课程制做:王玉家第一节圆盘剪概述第一节圆盘剪概述第二节圆盘剪基本参数第三节圆盘剪传动原理第三节圆盘剪传动原理第四节圆盘剪剪刃的更换第五节圆盘剪刃重合量和侧向间隙的调整切边质量判定标准剪切变形的过程示意图剪切变形的过程示意图剪切变形的过程示意图剪切变形的过程示意图剪切变形的过程示意图剪切变形的过程剪切变形的过程剪切变形的过程第五节圆盘剪刃重合量和侧向间隙的调整三、剪刃间隙的确定方法:在上下剪刃重合量叠加后

圆盘切边剪.pdf
本发明公开了一种圆盘切边剪,包括刀架、下刀轴、与刀架转动配合的上刀轴、分别固定设置于上刀轴和下刀轴的一端形成剪切结构的上刀盘、下刀盘和用于调节上、下刀盘重叠量的调节机构,调节机构包括与刀架转动配合的偏心套和用于驱动偏心套转动的调节电机,所述下刀轴转动配合套于偏心套内,该调节机构采用电机直接驱动偏心套的旋转来实现刀盘重叠量的调节,采用偏心套代替现有技术中的涡轮、蜗杆机构,降低了设备的复杂度和对安装维护的要求,同时,也降低了设备的制造成本,也消除了原有技术中涡轮蜗杆之间咬合间隙的影响,提高了调节精度,同时,也