
超声波探伤装置.pdf

一吃****新冬


1/10
2/10
3/10

4/10

5/10

6/10
7/10
8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
超声波探伤装置及超声波探伤方法.pdf
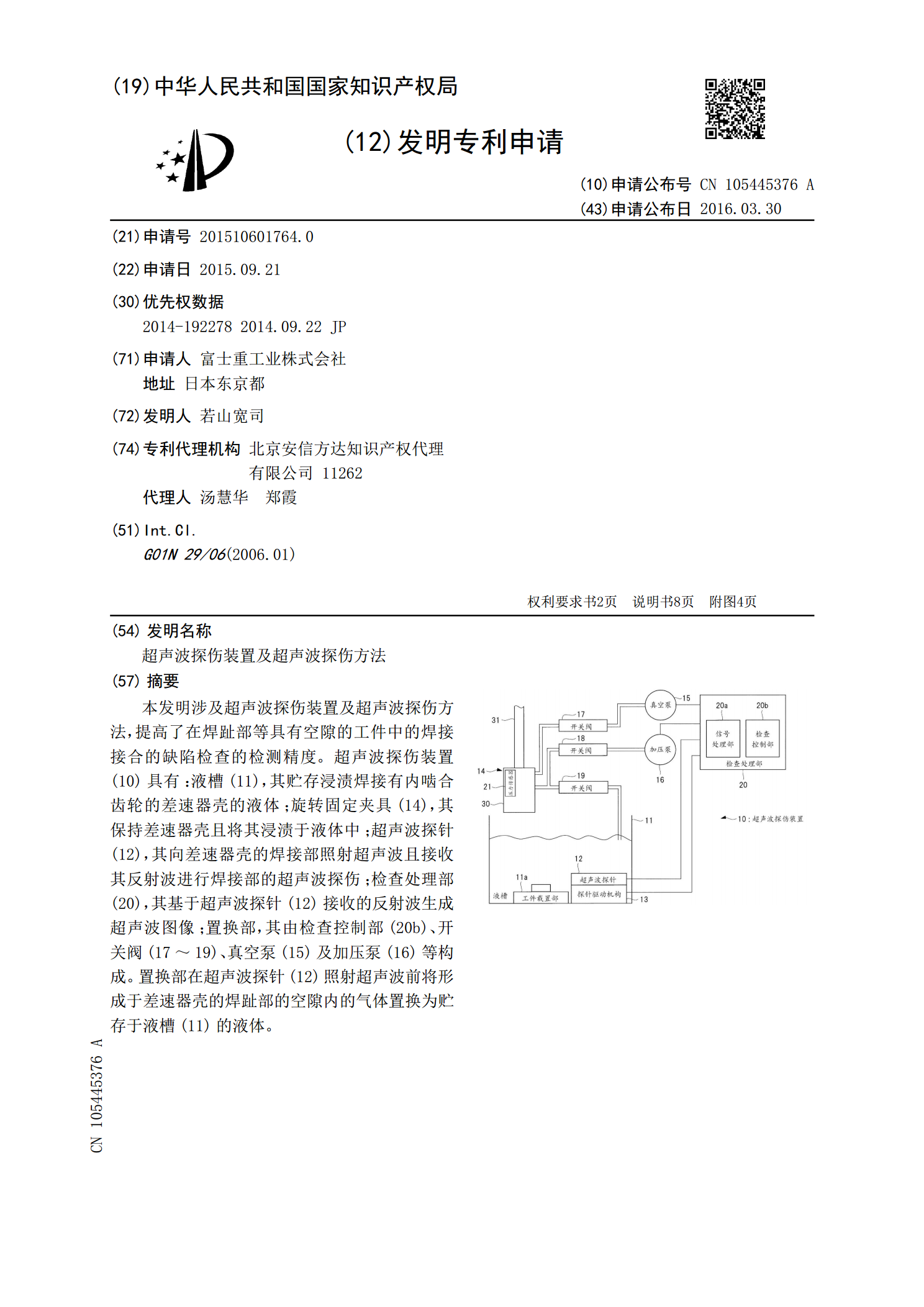
本发明涉及超声波探伤装置及超声波探伤方法,提高了在焊趾部等具有空隙的工件中的焊接接合的缺陷检查的检测精度。超声波探伤装置(10)具有:液槽(11),其贮存浸渍焊接有内啮合齿轮的差速器壳的液体;旋转固定夹具(14),其保持差速器壳且将其浸渍于液体中;超声波探针(12),其向差速器壳的焊接部照射超声波且接收其反射波进行焊接部的超声波探伤;检查处理部(20),其基于超声波探针(12)接收的反射波生成超声波图像;置换部,其由检查控制部(20b)、开关阀(17~19)、真空泵(15)及加压泵(16)等构成。置换部在

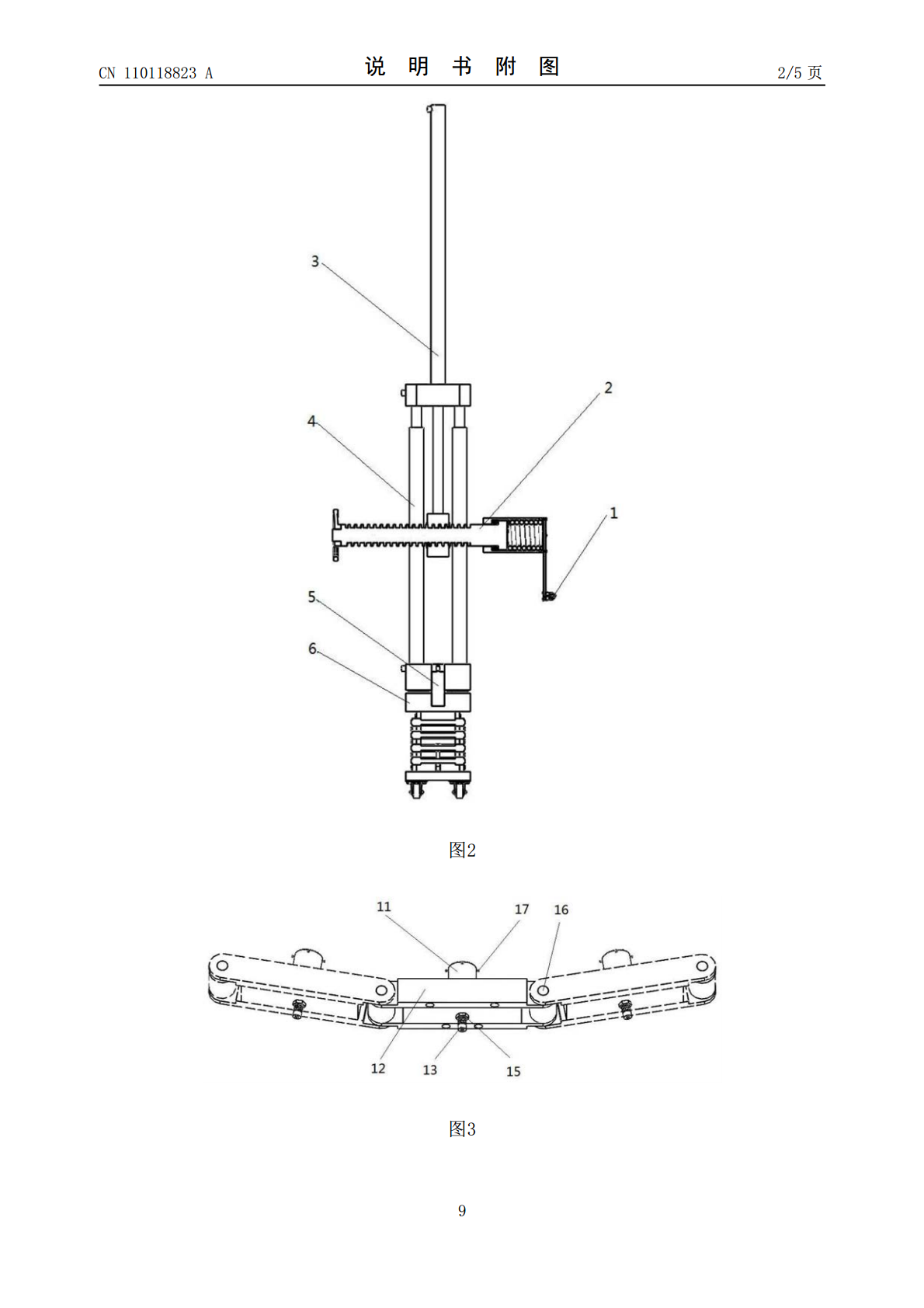
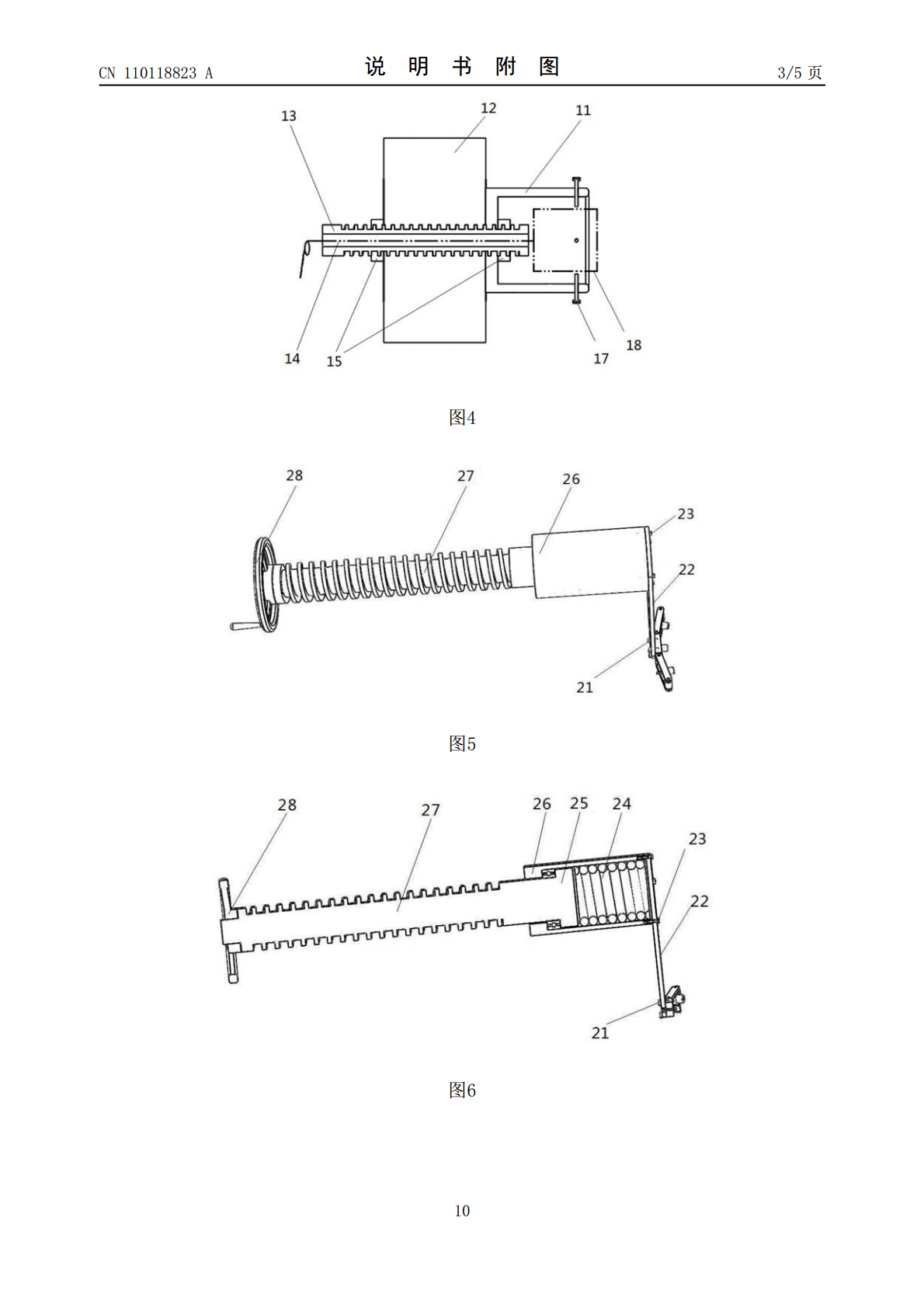
超声波探伤装置.pdf
本发明涉及一种超声波探伤装置,包括探测构件、进给构件、升降构件和工作机架,探测构件包括多个固定有探头的探测单元,进给构件包括手轮、丝杠、轴承、弹簧、套筒和挡板,能调节探测构件的前后移动,适用于不同直径甚至是非等径轴类工件;升降构件包括丝杠座、进油管和两对活塞杆与活塞缸,活塞缸安装在工作机架的顶座上,并通过进油管固定,活塞缸顶部设有进油口,活塞杆分别与活塞缸和丝杠座相连;工作机架包括顶座、底座和顶座与底座之间的四对柱塞杆和柱塞缸,底座上设有两个第二进油口,对四个柱塞缸同时供油。本发明能适用于各种不同直径不同

超声波探伤装置设计.ppt
指导老师:孟令启目录一、超声波探伤的基本原理二、探测条件的确定三、超声波探伤的整体设计四、上料系统设计四、上料系统设计四、上料系统设计五、探伤系统设计图2单片机最小系统六、烘干及卸料系统设计谢谢!
超声波探伤装置、系统及方法.pdf
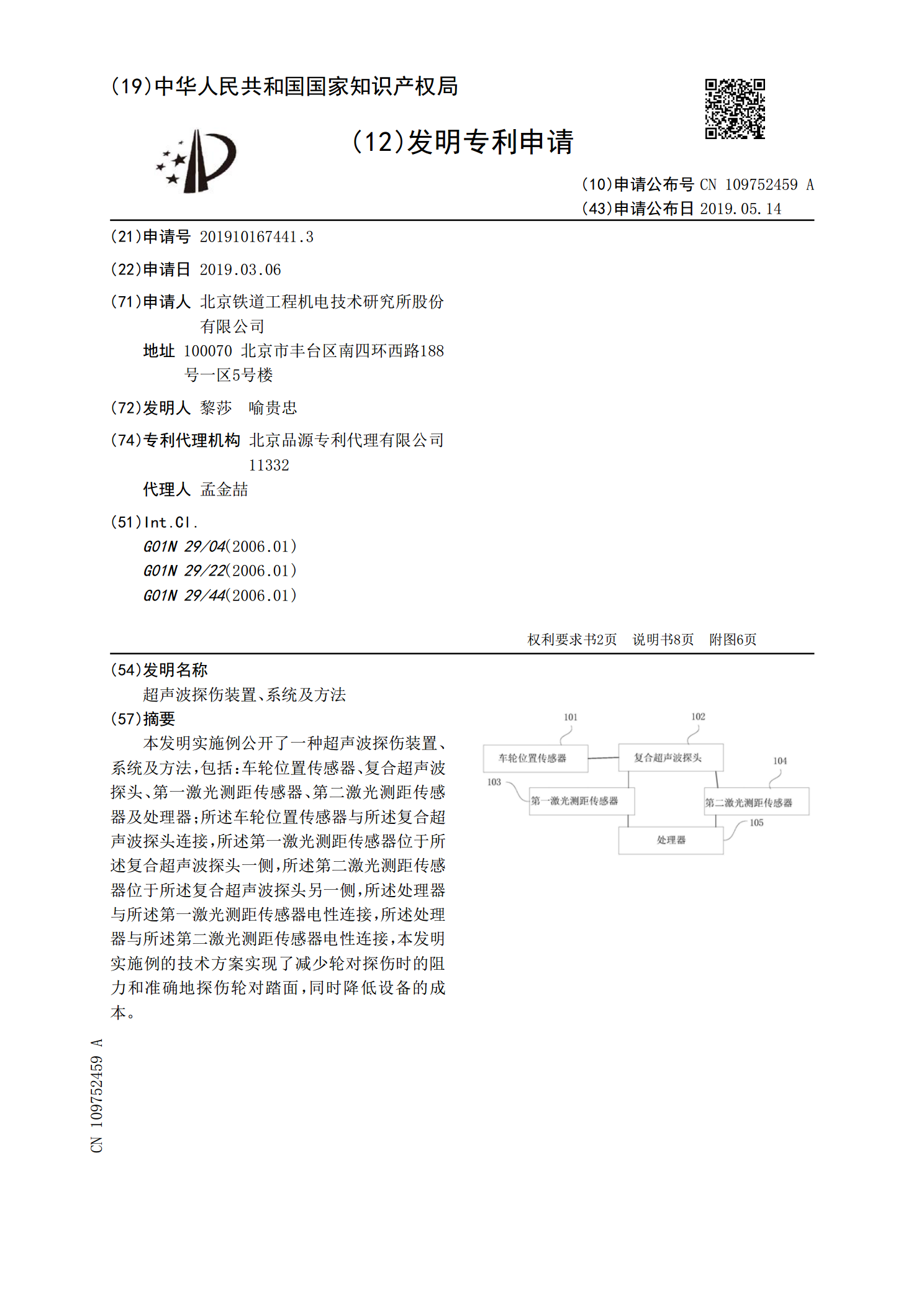
本发明实施例公开了一种超声波探伤装置、系统及方法,包括:车轮位置传感器、复合超声波探头、第一激光测距传感器、第二激光测距传感器及处理器;所述车轮位置传感器与所述复合超声波探头连接,所述第一激光测距传感器位于所述复合超声波探头一侧,所述第二激光测距传感器位于所述复合超声波探头另一侧,所述处理器与所述第一激光测距传感器电性连接,所述处理器与所述第二激光测距传感器电性连接,本发明实施例的技术方案实现了减少轮对探伤时的阻力和准确地探伤轮对踏面,同时降低设备的成本。

超声波探伤自动旋转装置.pdf
本发明涉及一种超声波探伤自动旋转装置,包括底座(1),所述底座(1)设置有四个轴承座(2)和一块固定板(7),每个轴承座(2)上均设置有一个轴承(3),每两个轴承(3)内穿有一根轴(9),在轴(9)的外围套有压辊(4);其中一个轴(9)的一端套有齿轮(5),所述齿轮(5)外套有链条(6),链条(6)还与电机(8)的输出端相连,所述电机(8)设置在固定板(7)上。本发明超声波探伤自动旋转装置结构简单,便于操作,实用性很强,提高了探伤效率。