
仿石压塑花盆的制备方法.pdf

文宣****66

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
仿石压塑花盆的制备方法.pdf
本发明公开了一种仿石压塑花盆的制备方法,依次包括以下步骤:压塑成型:原材料包括主料以及常规份数的颜料,以重量百分比计,主料的组分为塑料颗粒80—90%、滑石粉10—20%,将原材料添加入压塑机中成型为毛坯花盆;打磨:采用电动砂轮机对毛坯花盆的表面进行初步打磨,砂轮采用130—180目千丝轮,接着,采用人工修复打磨,人工打磨时,采用100—120目的砂纸;成品:将打磨完成后的花盆存储、包装即可。本发明的优点是:仿真度和生产效率均极高,且不易褪色。
仿出砖入石釉面陶瓷花盆及其制备方法.pdf
本发明涉及陶瓷制品及其制备方法领域,具体涉及一种仿出砖入石釉面陶瓷花盆及其制备方法,坯体表面设有凸出区和凹陷区,面釉的原料所构成的长石‑石灰石体系在烧成后呈现乳白色,其中夹杂呈现墨绿色的颗粒杂质,在面釉烧成时,颗粒杂质不会熔化,而保持其颗粒形态,由于凹陷区的釉料厚度较大,在凸出区釉料烧成时,凹陷区的釉料还来不及将内部的二氧化碳等气体完全排除,表面遗留下来不及闭合的气孔,升腾的热气流和颗粒杂质使得凹陷区的表面形成粗糙的、底色为乳白色、夹杂墨绿色颗粒的仿石纹理,而凸出区的釉料由于受火刺影响形成黄褐色粗糙面,面
复合色仿石产品、制备方法及其制备系统.pdf
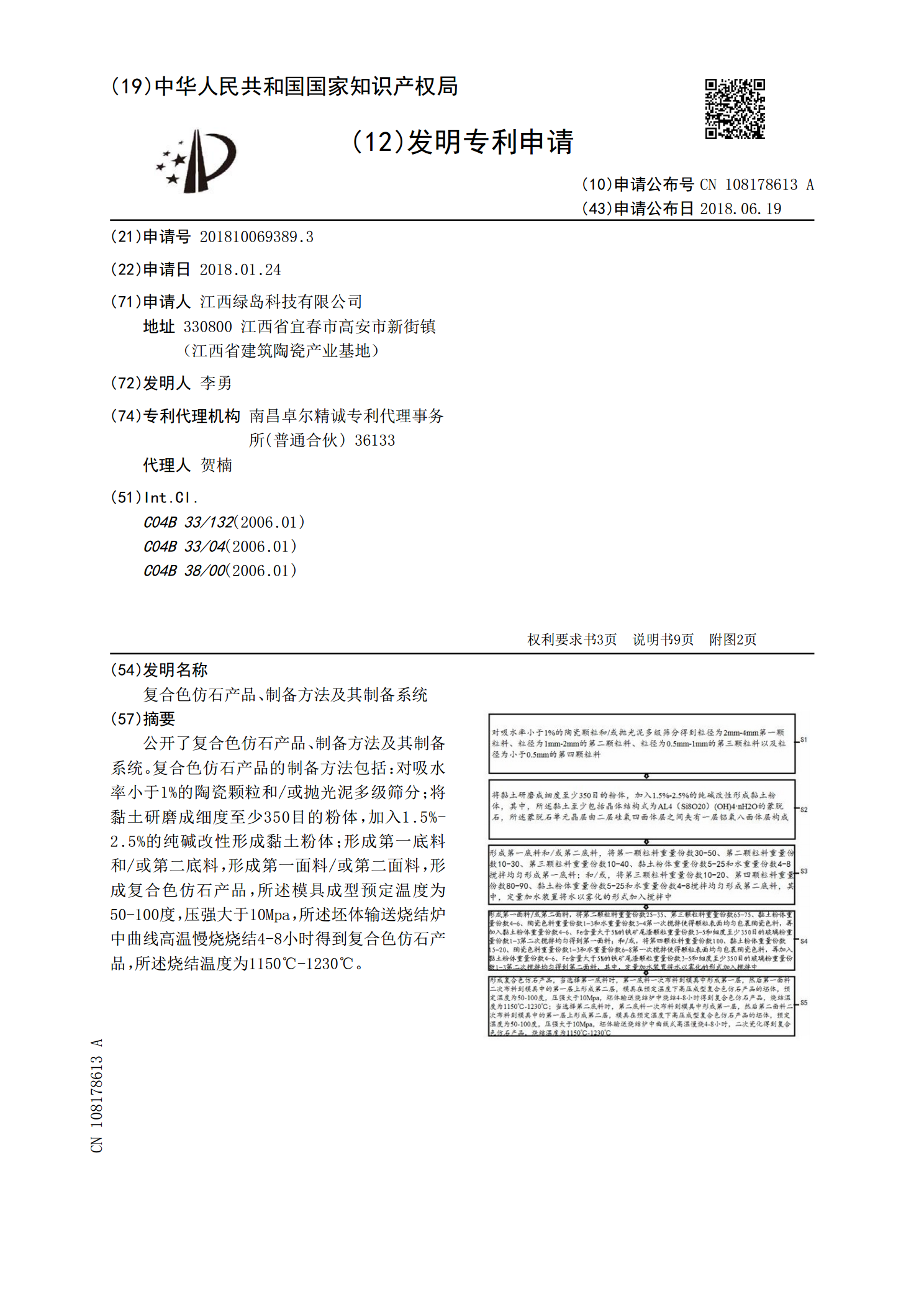
公开了复合色仿石产品、制备方法及其制备系统。复合色仿石产品的制备方法包括:对吸水率小于1%的陶瓷颗粒和/或抛光泥多级筛分;将黏土研磨成细度至少350目的粉体,加入1.5%‑2.5%的纯碱改性形成黏土粉体;形成第一底料和/或第二底料,形成第一面料/或第二面料,形成复合色仿石产品,所述模具成型预定温度为50‑100度,压强大于10Mpa,所述坯体输送烧结炉中曲线高温慢烧烧结4‑8小时得到复合色仿石产品,所述烧结温度为1150℃‑1230℃。

一种仿石型材制备方法.pdf
本发明公开了一种仿石型材制备方法,包括混料、成型和热转印步骤,其中混料步骤是将PVC树脂、碳酸钙、功能性材料混合均匀;成型步骤是将混合物制粒,加热软化后挤压成型,并经过模具定型;热转印步骤是将刚定型还保持热度的型材送至热转印机,用加热后的压轮滚轧印有仿石图案的热转印膜使热转印膜贴合并熔接在型材表面。通过本发明的制备方法得到的型材的重量、特性接近真正的石材,具有高强度、不变形、耐高温和阻燃的优点,其表面纹理色彩逼真自然,配合基材的仿石质感,整体的仿真度高,而通过热转印处理得到的纹理不易脱落,抗磨抗刮,耐腐蚀
一种石塑板及其制备方法.pdf
本发明提供一种石塑板及其制备方法,属于建筑材料技术领域。石塑板的原料包括聚氯乙烯、天然石粉、耐磨层和滑剂。石塑板的制备方法为:将30‑40重量份的聚氯乙烯、50‑100重量份的天然石粉和5‑10重量份的滑剂混合后加热搅拌得到预塑化混料,将预塑化混料冷却。将冷却后的预塑化混料通过滚轮挤压成型得到底料,将底料裁切。在裁切后的底料表面设置10‑20重量份的耐磨层并通过热熔贴合机进行油压贴合。此制备方法制得的石塑板绿色环保、轻薄、耐磨性能高、弹性和抗冲击性强。