
一种外圆磨整体工装及其调整方法.pdf

努力****弘毅


1/10
2/10
3/10
4/10

5/10
6/10

7/10
8/10

9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种外圆磨整体工装及其调整方法.pdf
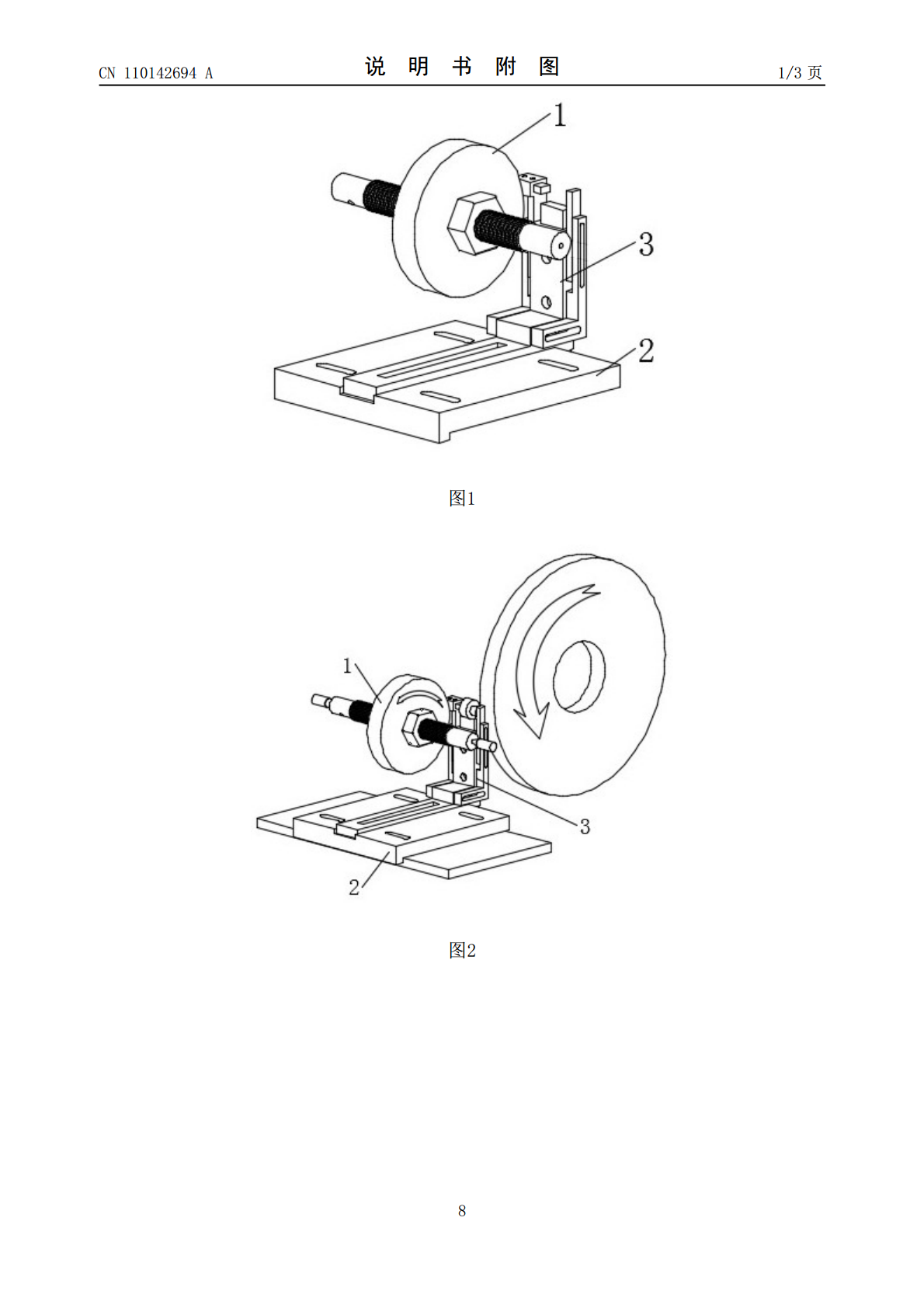
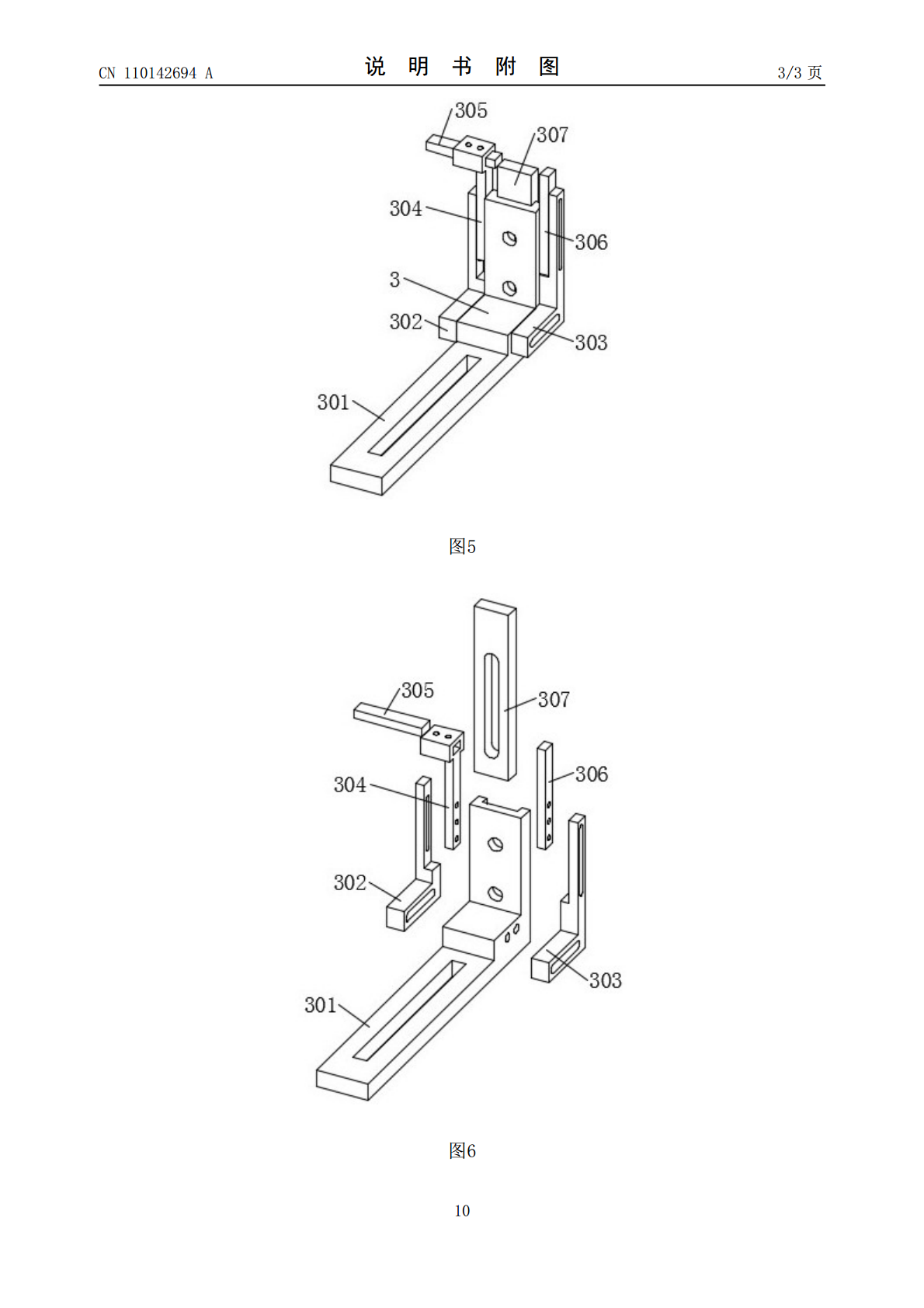
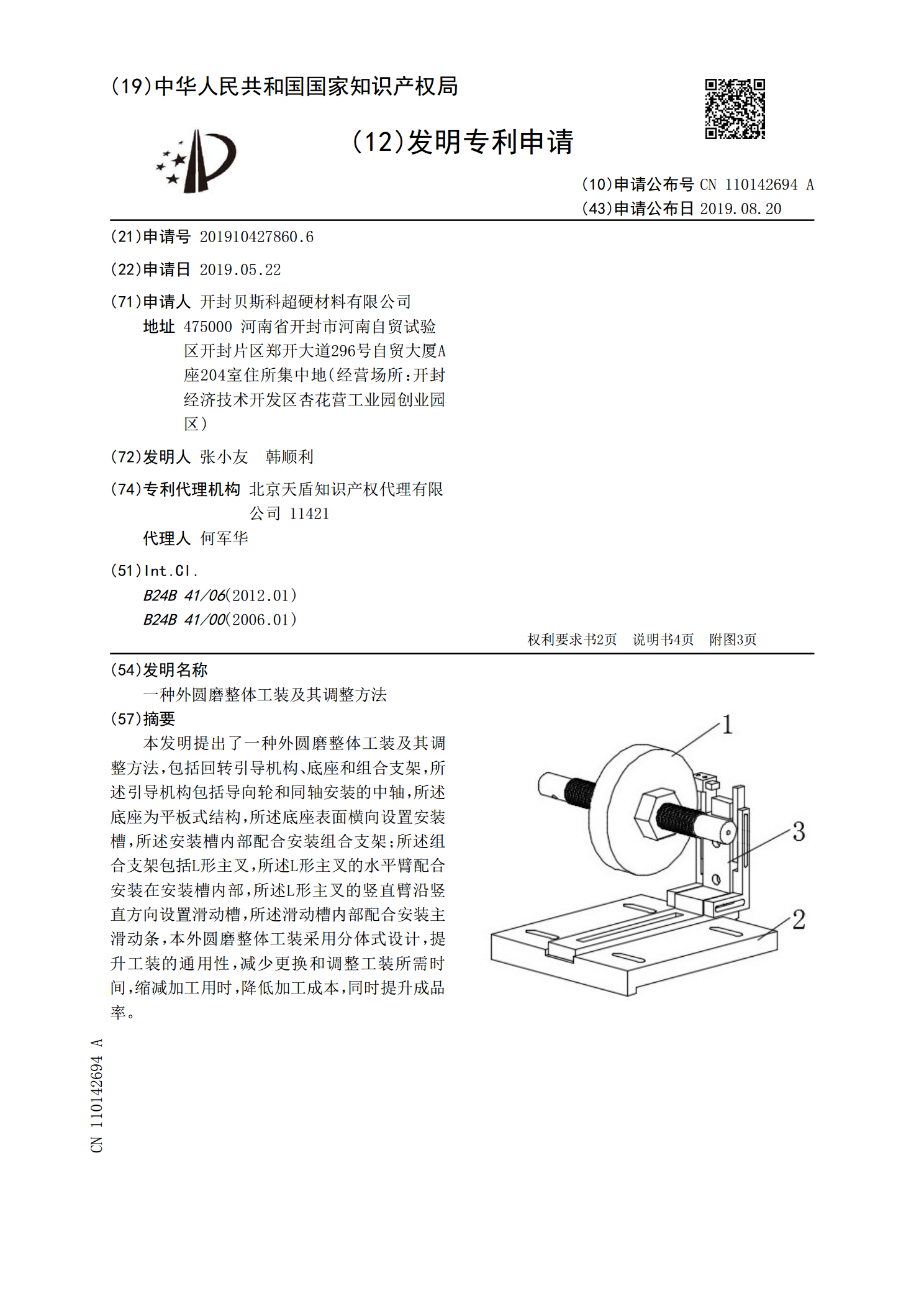
本发明提出了一种外圆磨整体工装及其调整方法,包括回转引导机构、底座和组合支架,所述引导机构包括导向轮和同轴安装的中轴,所述底座为平板式结构,所述底座表面横向设置安装槽,所述安装槽内部配合安装组合支架;所述组合支架包括L形主叉,所述L形主叉的水平臂配合安装在安装槽内部,所述L形主叉的竖直臂沿竖直方向设置滑动槽,所述滑动槽内部配合安装主滑动条,本外圆磨整体工装采用分体式设计,提升工装的通用性,减少更换和调整工装所需时间,缩减加工用时,降低加工成本,同时提升成品率。
一种链轮磨外圆、端面的工装.pdf
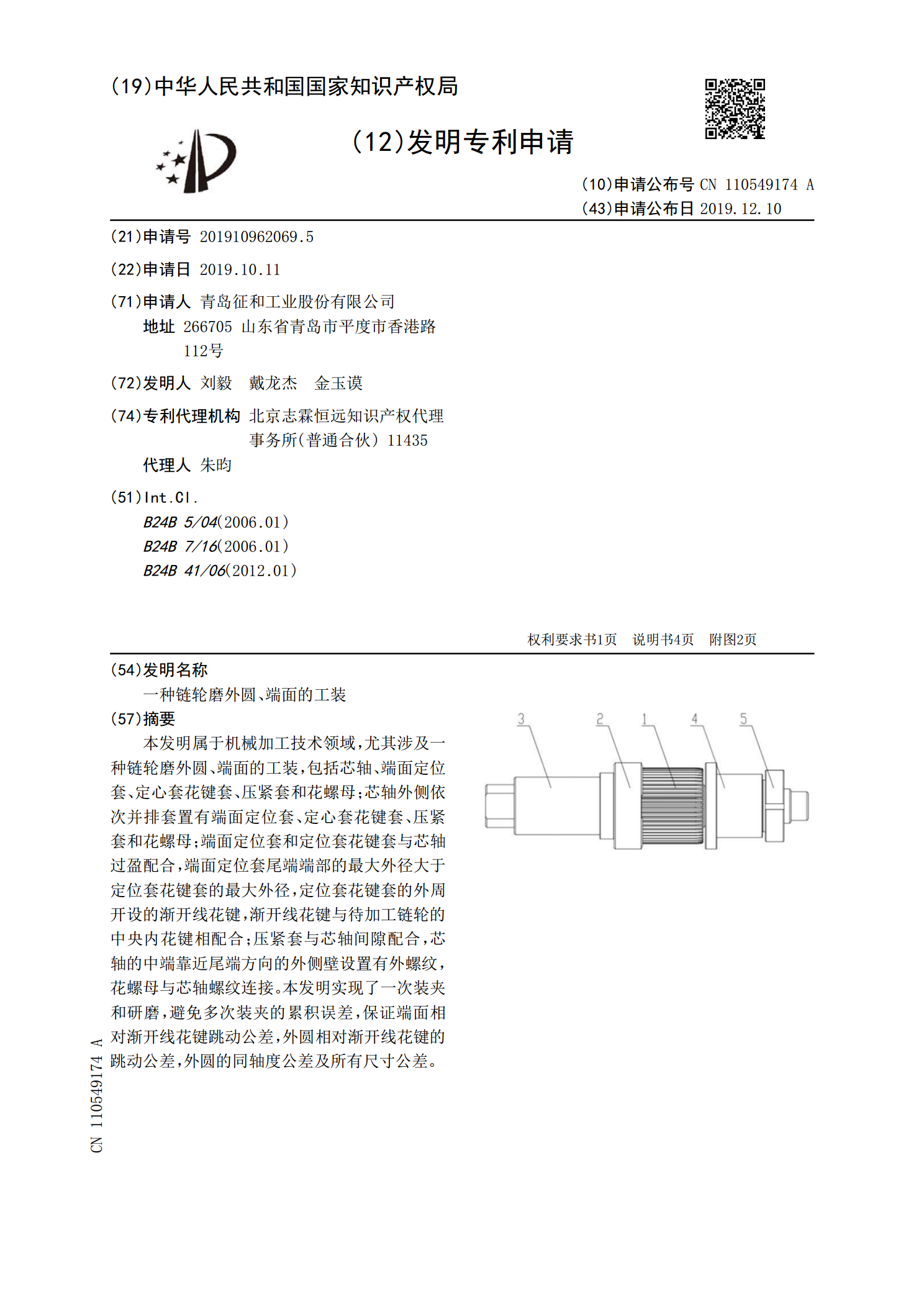
本发明属于机械加工技术领域,尤其涉及一种链轮磨外圆、端面的工装,包括芯轴、端面定位套、定心套花键套、压紧套和花螺母;芯轴外侧依次并排套置有端面定位套、定心套花键套、压紧套和花螺母;端面定位套和定位套花键套与芯轴过盈配合,端面定位套尾端端部的最大外径大于定位套花键套的最大外径,定位套花键套的外周开设的渐开线花键,渐开线花键与待加工链轮的中央内花键相配合;压紧套与芯轴间隙配合,芯轴的中端靠近尾端方向的外侧壁设置有外螺纹,花螺母与芯轴螺纹连接。本发明实现了一次装夹和研磨,避免多次装夹的累积误差,保证端面相对渐开

一种工装及其磨加工方法.pdf
本发明涉及一种磨加工产品的专用工装。其包括由多个工位一体固连的芯轴,上述工位为沿芯轴轴向分布且沿芯轴径向延伸的外径逐次递减的圆柱形工位,所述工位依次包括卡固工位、修整砂轮装夹工位、修整砂轮锁紧工位、砂轮退刀工位、产品装夹工位、产品锁紧工位。本发明还涉及上述工装的磨加工方法,采用本发明的方法加工薄壁环产品,具有复位精度高、稳定,使用寿命长的特点。且装卸产品方便,可显著提高产品一次合格率和加工效能,较好的满足高精度薄壁环产品批量磨削加工的精度要求。

一种磨薄壁外圆的方法.docx
一种磨薄壁外圆的方法磨薄壁外圆是一种特殊的磨削工艺,常用于制造高精度和高表面质量的轴类零件。该方法涉及到很多磨削参数和磨削工艺的选择,因此需要认真研究和探讨。一、磨薄壁外圆的意义磨薄壁外圆是一项技术难度较高的工序,但是却有非常重要的意义。首先,磨薄壁外圆可以提高零件的加工精度和表面质量,使得零件的使用寿命和性能都得到了大大提升。其次,磨薄壁外圆具有高度的可靠性和稳定性,避免了传统加工方法可能存在的误差和问题。此外,磨薄壁外圆还可以增加零件的耐磨性和耐腐蚀性,提高零件的使用寿命和可靠性。二、磨薄壁外圆的基本

洗衣机波轮轴磨外圆工装.pdf
一种洗衣机波轮轴磨外圆工装,涉及洗衣机波轮轴生产设备技术领域,包括竖直设置的导向杆,导向杆顶端设置有固定板,固定板上端固定气缸,气缸的活动杆连接套在导向杆上的活动架,活动架右端设置固定架,固定架内侧制有固定槽,所述活动架中段设置有挡板。本发明结构简单、设计合理,工装通过气缸控制,动作反应快,操作简单方便,固定架升起后再取放加工件,操作更加安全。