
一种链轮磨外圆、端面的工装.pdf

东耀****哥哥

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种链轮磨外圆、端面的工装.pdf
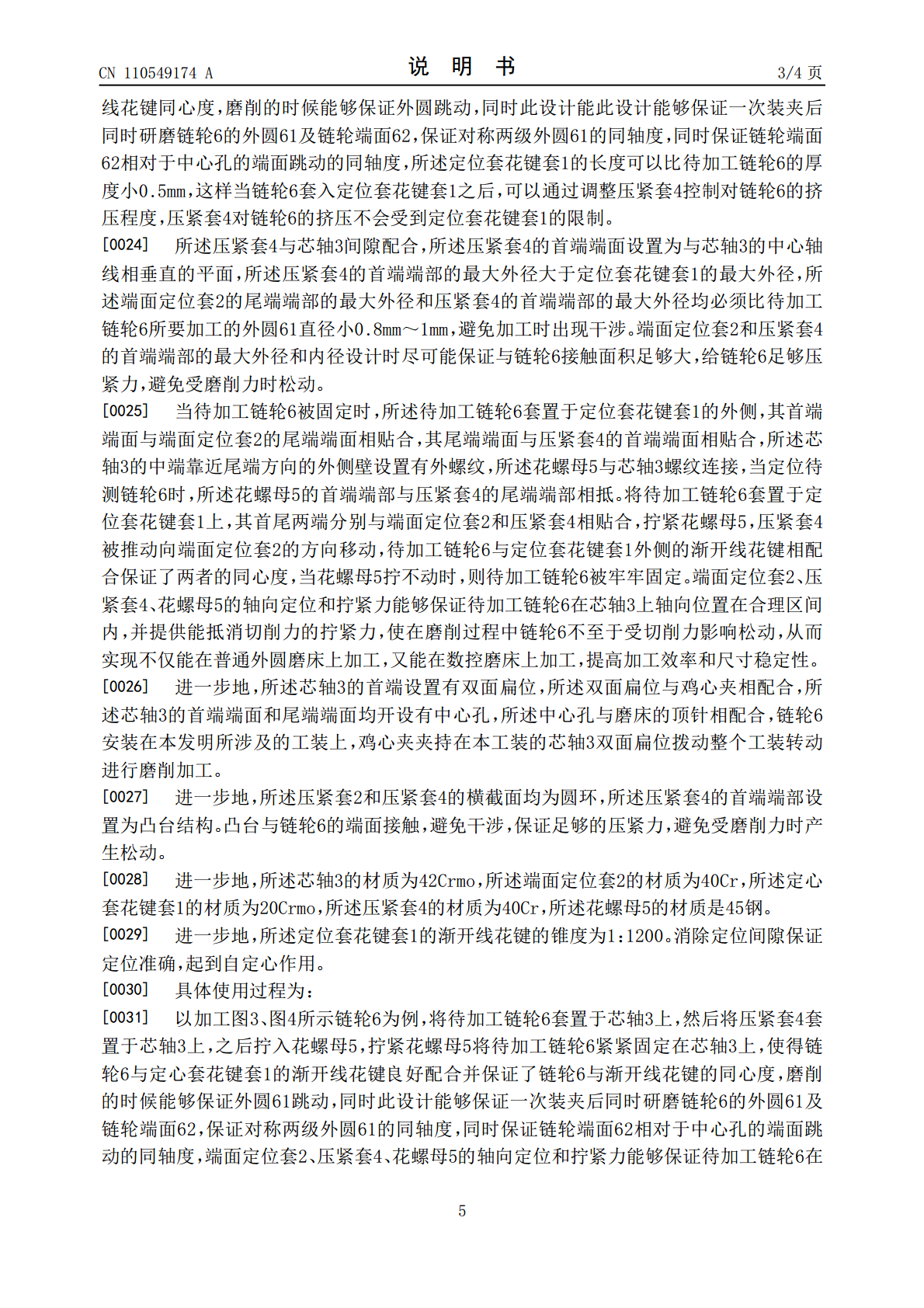
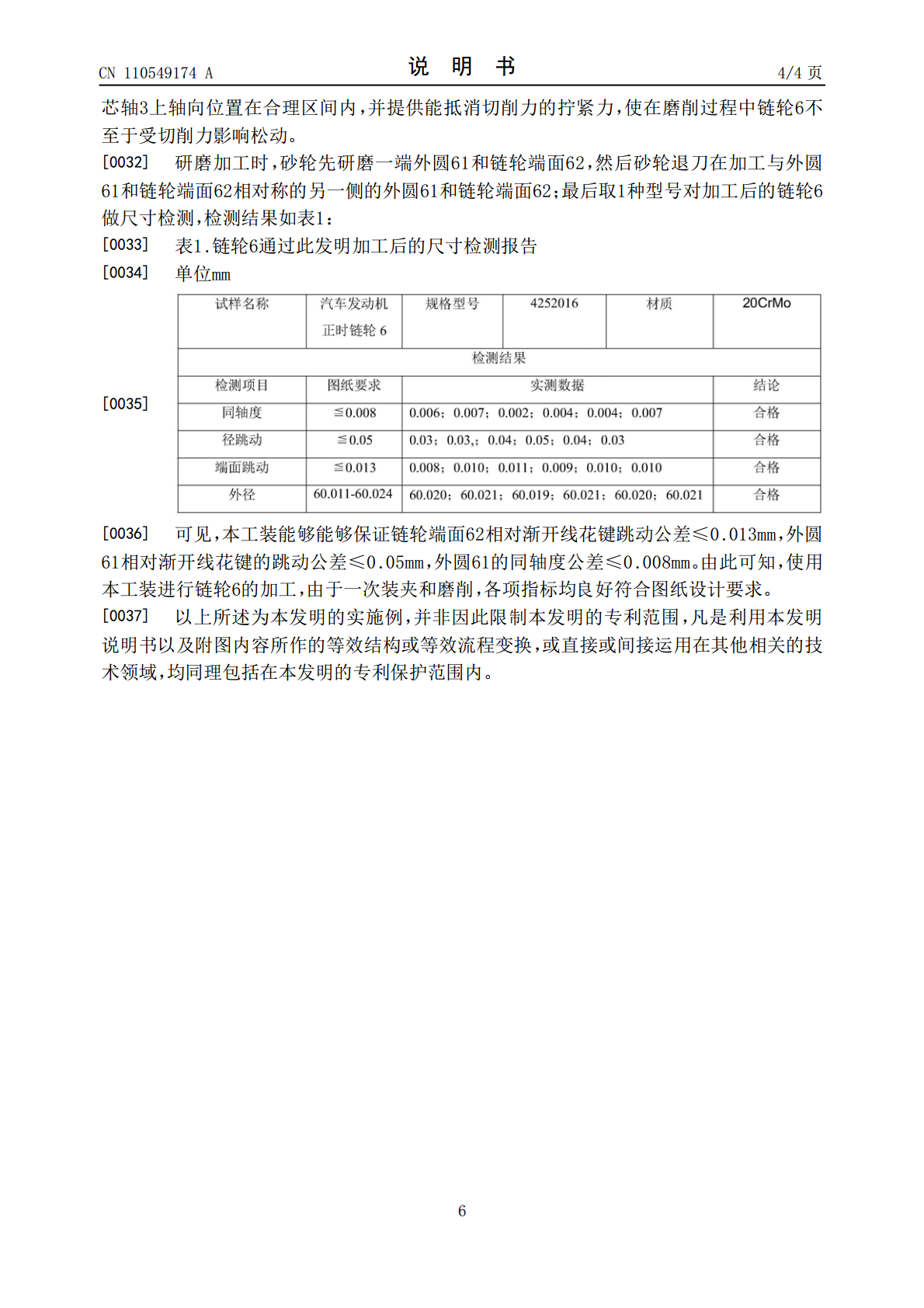
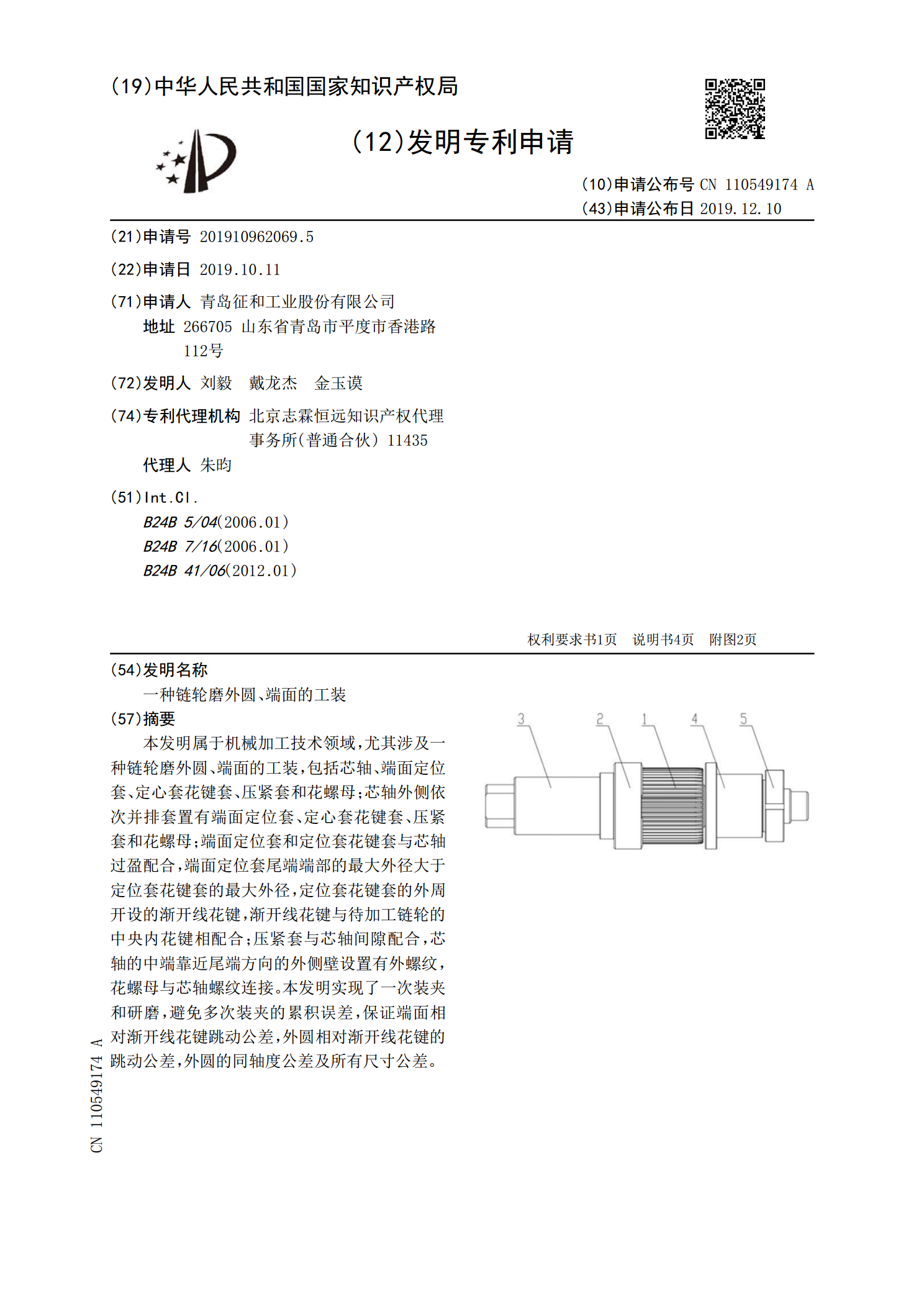
本发明属于机械加工技术领域,尤其涉及一种链轮磨外圆、端面的工装,包括芯轴、端面定位套、定心套花键套、压紧套和花螺母;芯轴外侧依次并排套置有端面定位套、定心套花键套、压紧套和花螺母;端面定位套和定位套花键套与芯轴过盈配合,端面定位套尾端端部的最大外径大于定位套花键套的最大外径,定位套花键套的外周开设的渐开线花键,渐开线花键与待加工链轮的中央内花键相配合;压紧套与芯轴间隙配合,芯轴的中端靠近尾端方向的外侧壁设置有外螺纹,花螺母与芯轴螺纹连接。本发明实现了一次装夹和研磨,避免多次装夹的累积误差,保证端面相对渐开
一种车起重链轮外圆面的前顶装置.pdf
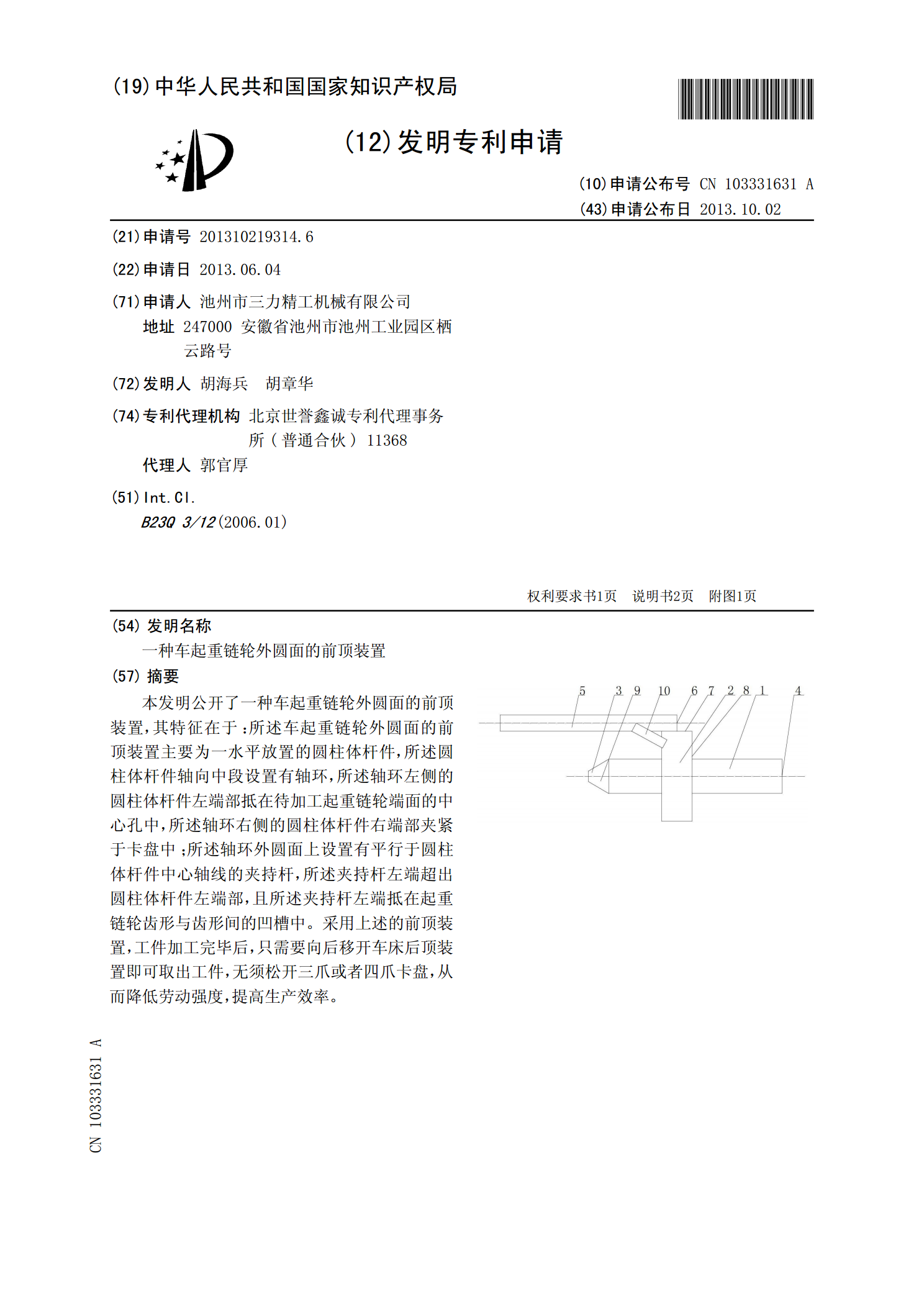
本发明公开了一种车起重链轮外圆面的前顶装置,其特征在于:所述车起重链轮外圆面的前顶装置主要为一水平放置的圆柱体杆件,所述圆柱体杆件轴向中段设置有轴环,所述轴环左侧的圆柱体杆件左端部抵在待加工起重链轮端面的中心孔中,所述轴环右侧的圆柱体杆件右端部夹紧于卡盘中;所述轴环外圆面上设置有平行于圆柱体杆件中心轴线的夹持杆,所述夹持杆左端超出圆柱体杆件左端部,且所述夹持杆左端抵在起重链轮齿形与齿形间的凹槽中。采用上述的前顶装置,工件加工完毕后,只需要向后移开车床后顶装置即可取出工件,无须松开三爪或者四爪卡盘,从而降低
一种外圆磨整体工装及其调整方法.pdf
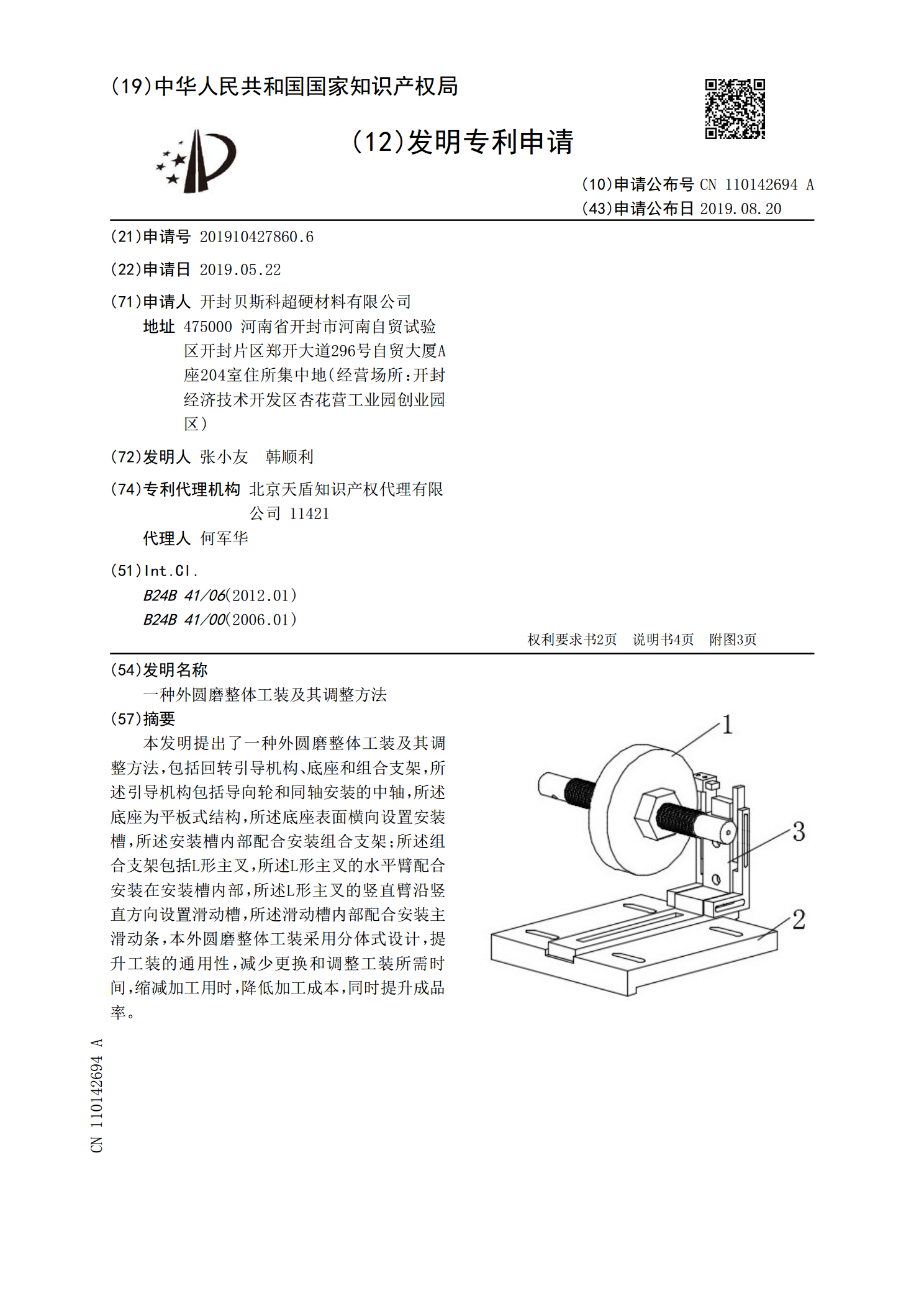
本发明提出了一种外圆磨整体工装及其调整方法,包括回转引导机构、底座和组合支架,所述引导机构包括导向轮和同轴安装的中轴,所述底座为平板式结构,所述底座表面横向设置安装槽,所述安装槽内部配合安装组合支架;所述组合支架包括L形主叉,所述L形主叉的水平臂配合安装在安装槽内部,所述L形主叉的竖直臂沿竖直方向设置滑动槽,所述滑动槽内部配合安装主滑动条,本外圆磨整体工装采用分体式设计,提升工装的通用性,减少更换和调整工装所需时间,缩减加工用时,降低加工成本,同时提升成品率。
一种手动快速磨端工装.pdf
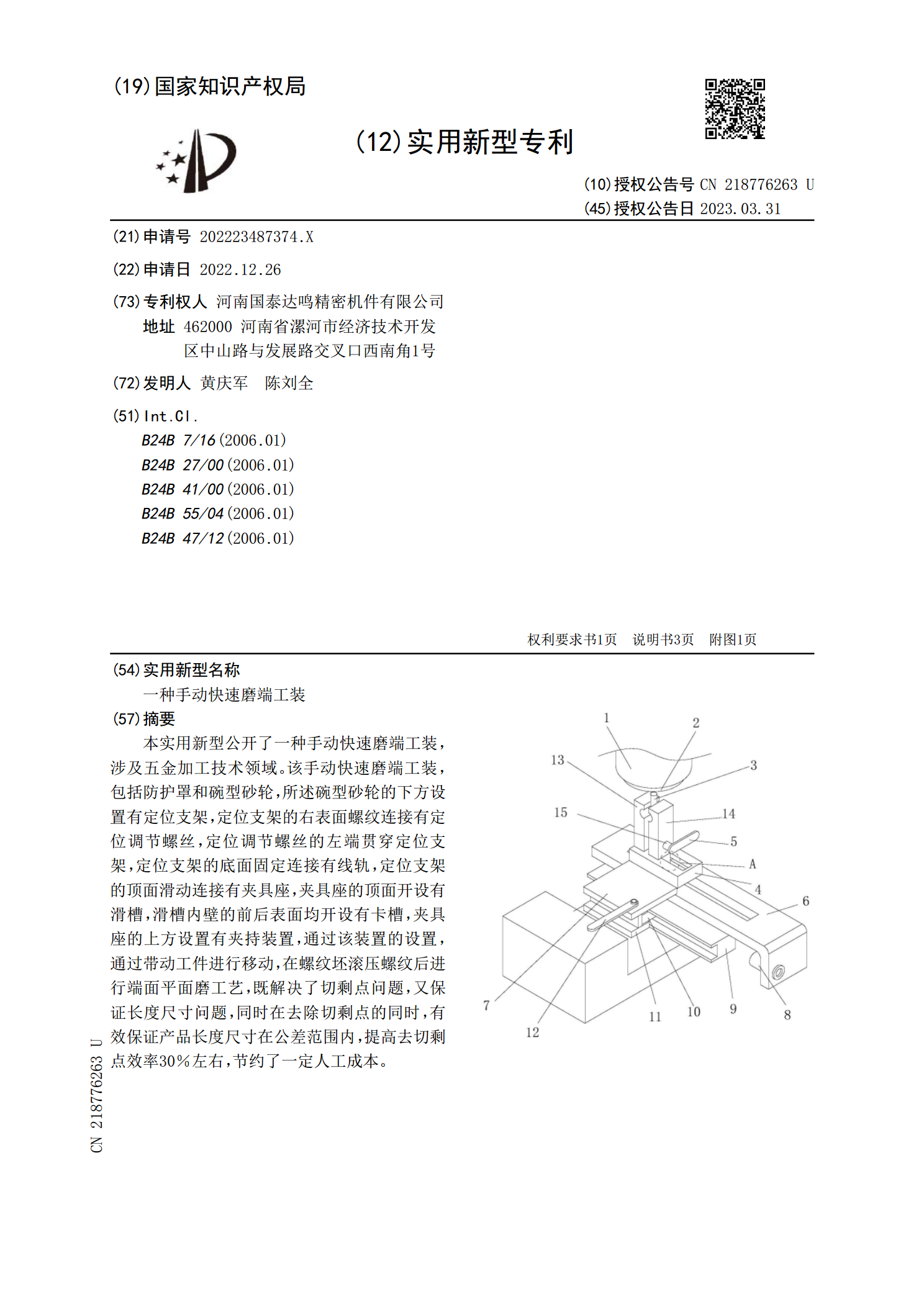
本实用新型公开了一种手动快速磨端工装,涉及五金加工技术领域。该手动快速磨端工装,包括防护罩和碗型砂轮,所述碗型砂轮的下方设置有定位支架,定位支架的右表面螺纹连接有定位调节螺丝,定位调节螺丝的左端贯穿定位支架,定位支架的底面固定连接有线轨,定位支架的顶面滑动连接有夹具座,夹具座的顶面开设有滑槽,滑槽内壁的前后表面均开设有卡槽,夹具座的上方设置有夹持装置,通过该装置的设置,通过带动工件进行移动,在螺纹坯滚压螺纹后进行端面平面磨工艺,既解决了切剩点问题,又保证长度尺寸问题,同时在去除切剩点的同时,有效保证产品长
一种车起重链轮外圆面的可调节前顶装置.pdf
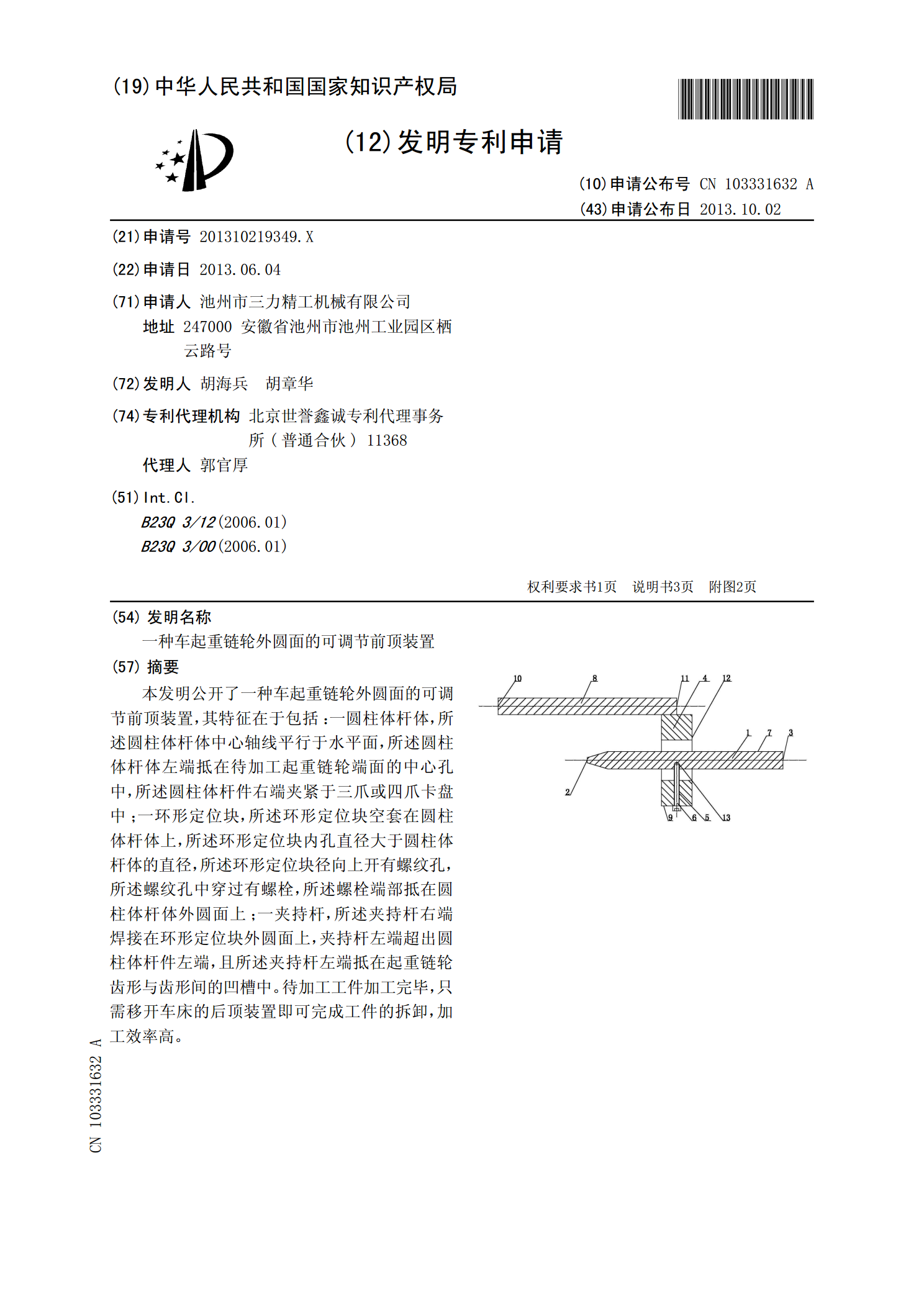
本发明公开了一种车起重链轮外圆面的可调节前顶装置,其特征在于包括:一圆柱体杆体,所述圆柱体杆体中心轴线平行于水平面,所述圆柱体杆体左端抵在待加工起重链轮端面的中心孔中,所述圆柱体杆件右端夹紧于三爪或四爪卡盘中;一环形定位块,所述环形定位块空套在圆柱体杆体上,所述环形定位块内孔直径大于圆柱体杆体的直径,所述环形定位块径向上开有螺纹孔,所述螺纹孔中穿过有螺栓,所述螺栓端部抵在圆柱体杆体外圆面上;一夹持杆,所述夹持杆右端焊接在环形定位块外圆面上,夹持杆左端超出圆柱体杆件左端,且所述夹持杆左端抵在起重链轮齿形与齿