
焊缝接头的焊接方法.pdf

书生****专家

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
焊缝接头的焊接方法.pdf
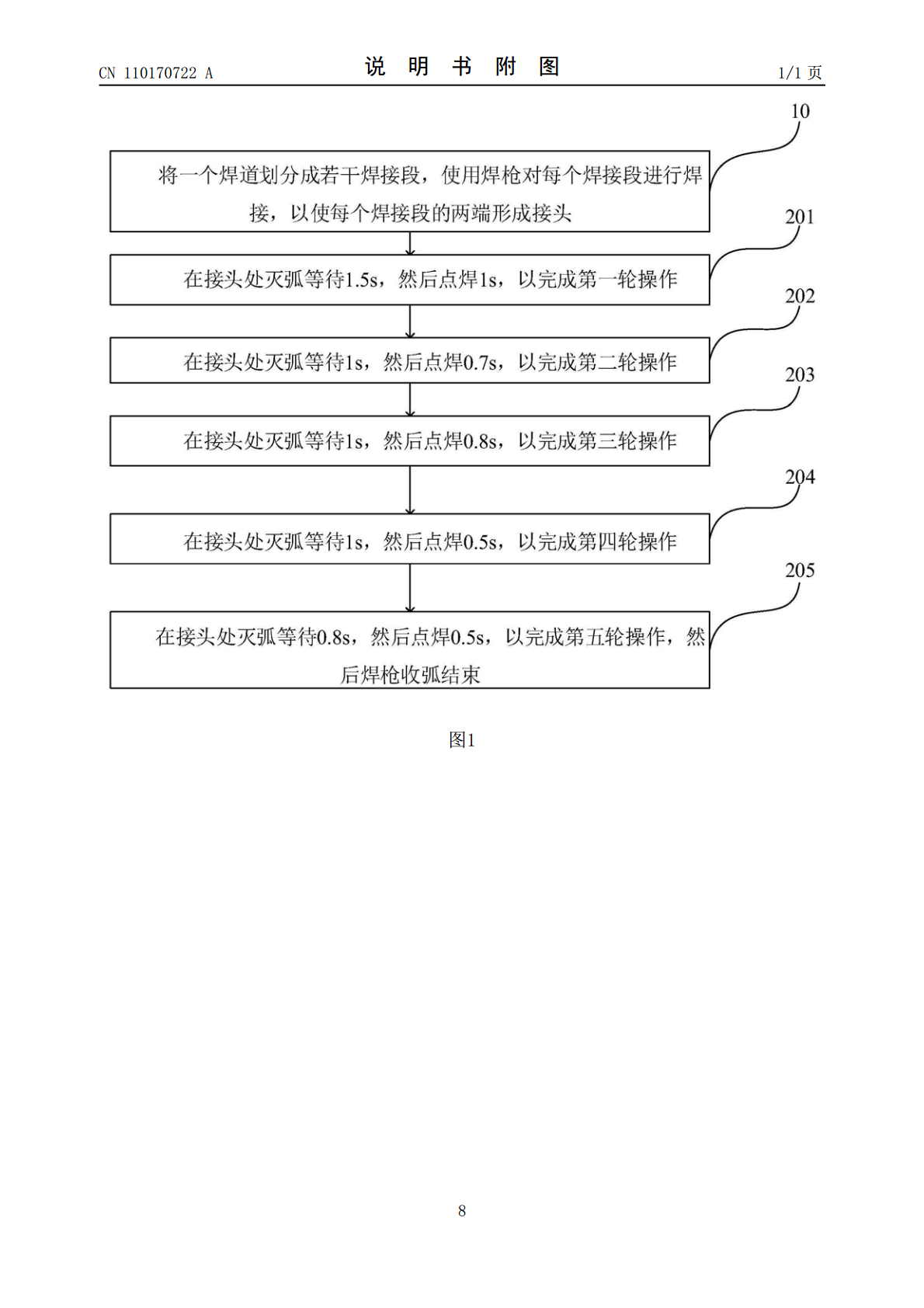
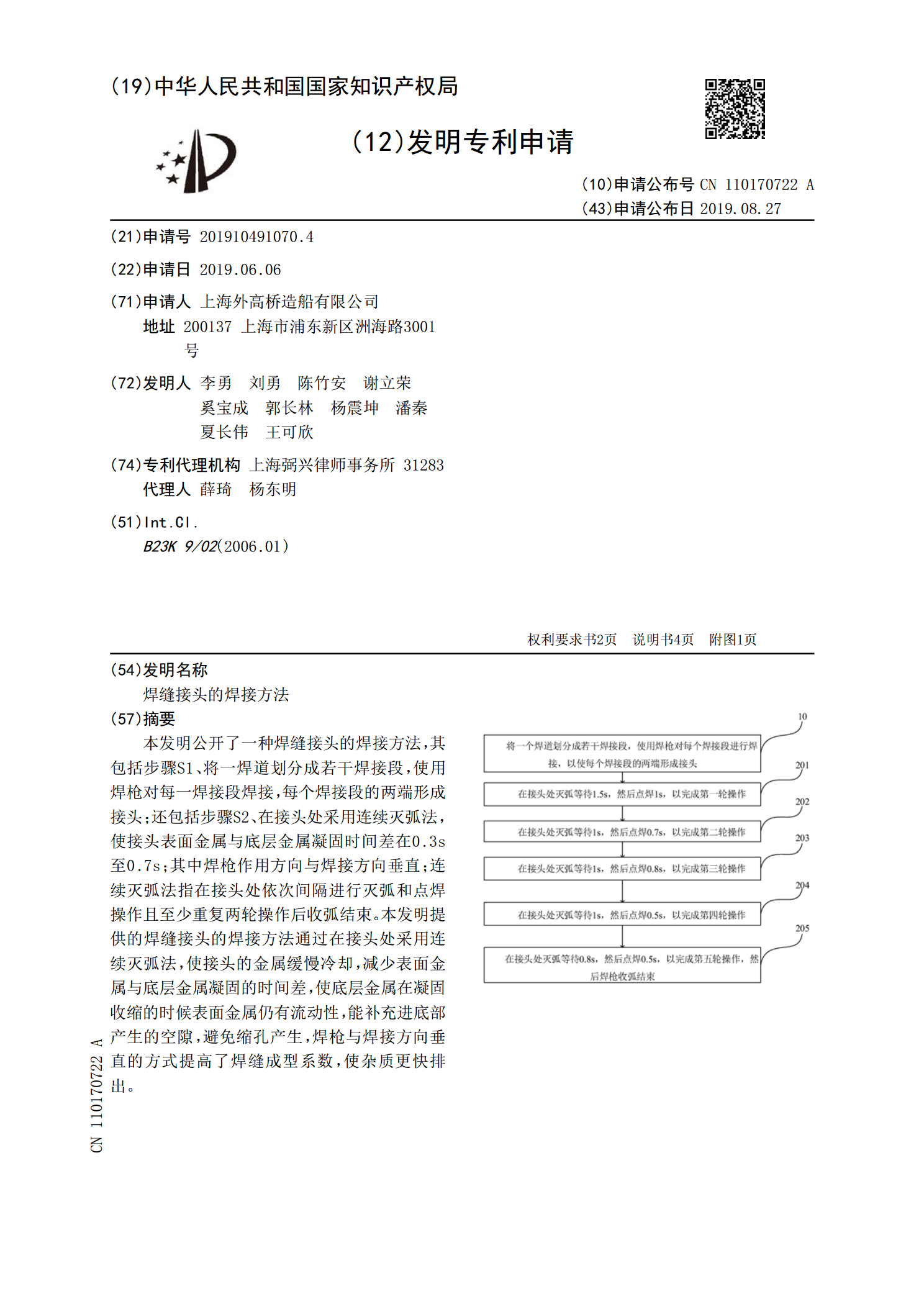
本发明公开了一种焊缝接头的焊接方法,其包括步骤S1、将一焊道划分成若干焊接段,使用焊枪对每一焊接段焊接,每个焊接段的两端形成接头;还包括步骤S2、在接头处采用连续灭弧法,使接头表面金属与底层金属凝固时间差在0.3s至0.7s;其中焊枪作用方向与焊接方向垂直;连续灭弧法指在接头处依次间隔进行灭弧和点焊操作且至少重复两轮操作后收弧结束。本发明提供的焊缝接头的焊接方法通过在接头处采用连续灭弧法,使接头的金属缓慢冷却,减少表面金属与底层金属凝固的时间差,使底层金属在凝固收缩的时候表面金属仍有流动性,能补充进底部产

焊接接头和焊缝符号.pptx
精选ppt精选ppt精选ppt精选ppt精选ppt精选ppt精选ppt精选ppt精选ppt精选ppt精选ppt精选ppt精选ppt精选ppt精选ppt精选ppt精选ppt精选ppt精选ppt精选ppt精选ppt精选ppt精选ppt精选ppt精选ppt精选ppt精选ppt精选ppt精选ppt精选ppt精选ppt精选ppt精选ppt精选ppt精选ppt精选ppt精选ppt精选ppt精选ppt精选ppt精选ppt精选ppt精选ppt精选ppt精选ppt精选ppt精选ppt精选ppt精选ppt精选ppt精选ppt

焊接接头和焊缝形式.pptx
1焊接接头:用焊接方法连接的接头一、焊缝坡口的基本形式与尺寸V形和Y形坡口加工和施焊方便,但焊后容易产生角变形。双Y形坡口是在V形坡口的基础上发展的。当焊件厚度增大时,采用双Y形代替V形坡口,在同样厚度下,可减少焊缝金属量约1/2,并且可对称施焊,焊后的残余变形较小。U形坡口填充金属量在焊件厚度相同的条件下比V形坡口小得多,但这种坡口的加工较复杂。5.根部半径U在J形、U形坡口底部的圆角半径叫根部半径(见下图)。它的作用是增大坡口根部的空间,以便焊透根部和减小坡口角度。1.当钝边尺寸较大而根部间隙不变时,

焊接接头焊缝符号ppt课件.ppt
焊接基础知识第一节焊接接头与焊缝电弧焊接头包括4部分:焊缝、熔合区、热影响区、焊缝附近的母材。焊接过程使焊接接头具有以下力学特点:(1)焊接接头力学性能不均匀由于焊接接头各区在焊接过程中进行着不同的焊接冶金过程,并经受不同的热循环和应变循环的作用,各区的组织和性能存在较大的差异,焊接接头组织的不均匀,造成了整个接头力学性能的不均匀。(2)焊接接头工作应力分布不均匀,存在应力集中由于焊接接头存在几何不连续性,致使其工作应力是不均匀的,存在应力集中。当焊缝中存在工艺缺陷,焊缝外形不合理或接头形式不合理时,将加

焊接接头和焊缝标识介绍.docx
焊接接头和焊缝标识焊接接头用焊接的方法连接的接头称为焊接接头。它由焊缝、熔合区和热影响区三部分组成。1.焊接坡口的类型和尺寸根据设计和工艺要求,在焊件的待焊部位加工并装配成的一定几何形状的沟槽叫做坡口。坡口的作用:保证电弧能深入接头根部,使根部焊透并便于清渣,获得较好的成形;调节焊缝金属中母材金属与填充金属的比例。坡口类型:基本型、组合型和特殊型。见表2.1。坡口类型坡口特点图示基本型形状简单、加工容易、应用普遍。e)J形坡口a)Ⅰ形坡口b)V形坡口c)单边V形坡口d)U形坡口组合型由两种或两种以上的基本