
焊接接头焊缝符号ppt课件.ppt

天马****23


1/10

2/10
3/10
4/10

5/10
6/10
7/10

8/10
9/10
10/10
亲,该文档总共53页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

焊接接头焊缝符号ppt课件.ppt
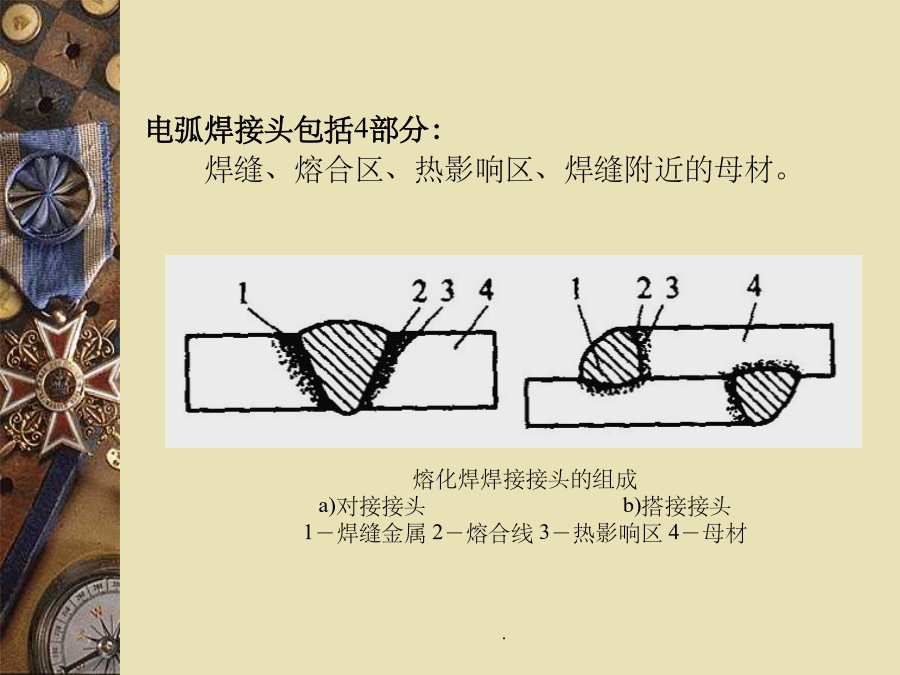
焊接基础知识第一节焊接接头与焊缝电弧焊接头包括4部分:焊缝、熔合区、热影响区、焊缝附近的母材。焊接过程使焊接接头具有以下力学特点:(1)焊接接头力学性能不均匀由于焊接接头各区在焊接过程中进行着不同的焊接冶金过程,并经受不同的热循环和应变循环的作用,各区的组织和性能存在较大的差异,焊接接头组织的不均匀,造成了整个接头力学性能的不均匀。(2)焊接接头工作应力分布不均匀,存在应力集中由于焊接接头存在几何不连续性,致使其工作应力是不均匀的,存在应力集中。当焊缝中存在工艺缺陷,焊缝外形不合理或接头形式不合理时,将加

焊接接头和焊缝符号ppt课件.pptx
xxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxx

焊接接头和焊缝符号.pptx
精选ppt精选ppt精选ppt精选ppt精选ppt精选ppt精选ppt精选ppt精选ppt精选ppt精选ppt精选ppt精选ppt精选ppt精选ppt精选ppt精选ppt精选ppt精选ppt精选ppt精选ppt精选ppt精选ppt精选ppt精选ppt精选ppt精选ppt精选ppt精选ppt精选ppt精选ppt精选ppt精选ppt精选ppt精选ppt精选ppt精选ppt精选ppt精选ppt精选ppt精选ppt精选ppt精选ppt精选ppt精选ppt精选ppt精选ppt精选ppt精选ppt精选ppt精选ppt

焊接接头型式和焊缝符号.pdf
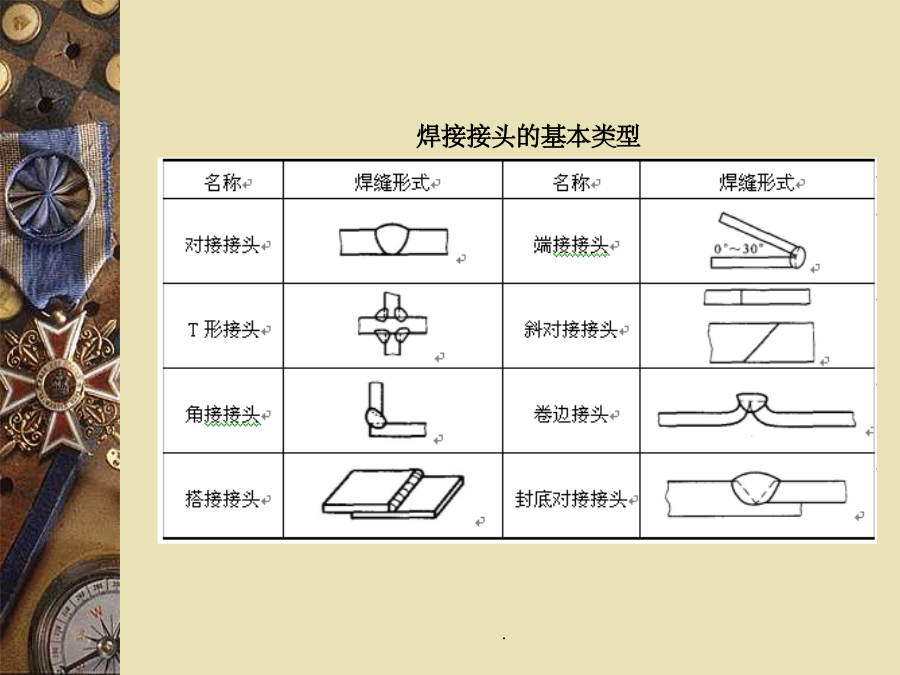
焊接接头型式和焊缝符号焊接接头即用焊接方法联结的接头。它由焊缝、熔合区和热影响区组成。一、焊接接头型式在手工电弧焊中由于焊件厚度结构形状以及对质量要求的不同、其接头型式也不相同。根据国家标准GB985一80规定焊接接头的型式主要可分为四种即对接接头、角接接头、搭接接头、T形接头)如图1-11所示。

焊接接头型式和焊缝符号(PDF 5页).pdf
焊接接头型式和焊缝符号焊接接头即用焊接方法联结的接头。它由焊缝、熔合区和热影响区组成。一、焊接接头型式在手工电弧焊中由于焊件厚度结构形状以及对质量要求的不同、其接头型式也不相同。根据国家标准GB985一80规定焊接接头的型式主要可分为四种即对接接头、角接接头、搭接接头、T形接头)如图1-11所示。