
挤出吹塑模具快速更换装置.pdf

山柳****魔王


1/6

2/6
3/6

4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
挤出吹塑模具快速更换装置.pdf
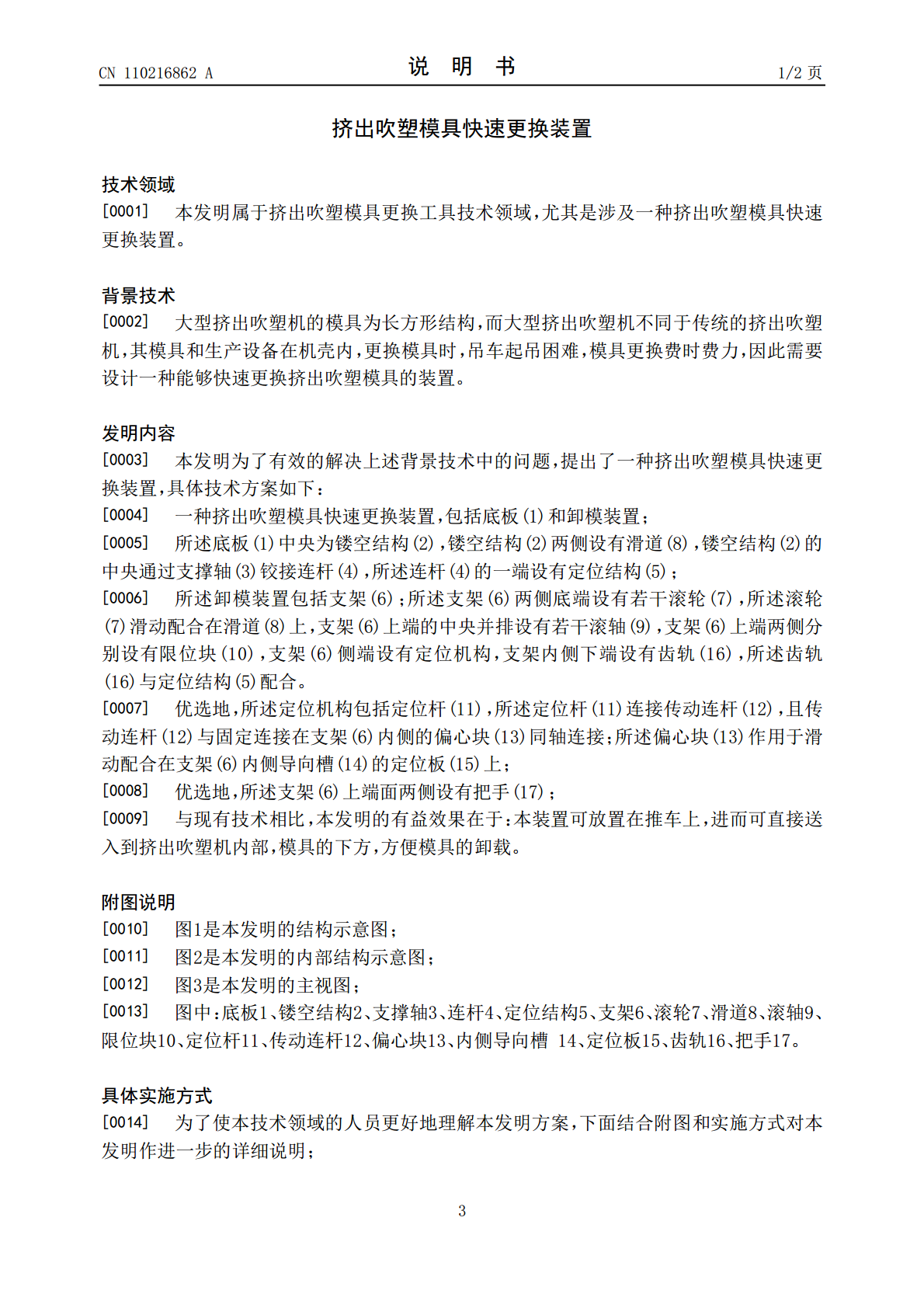
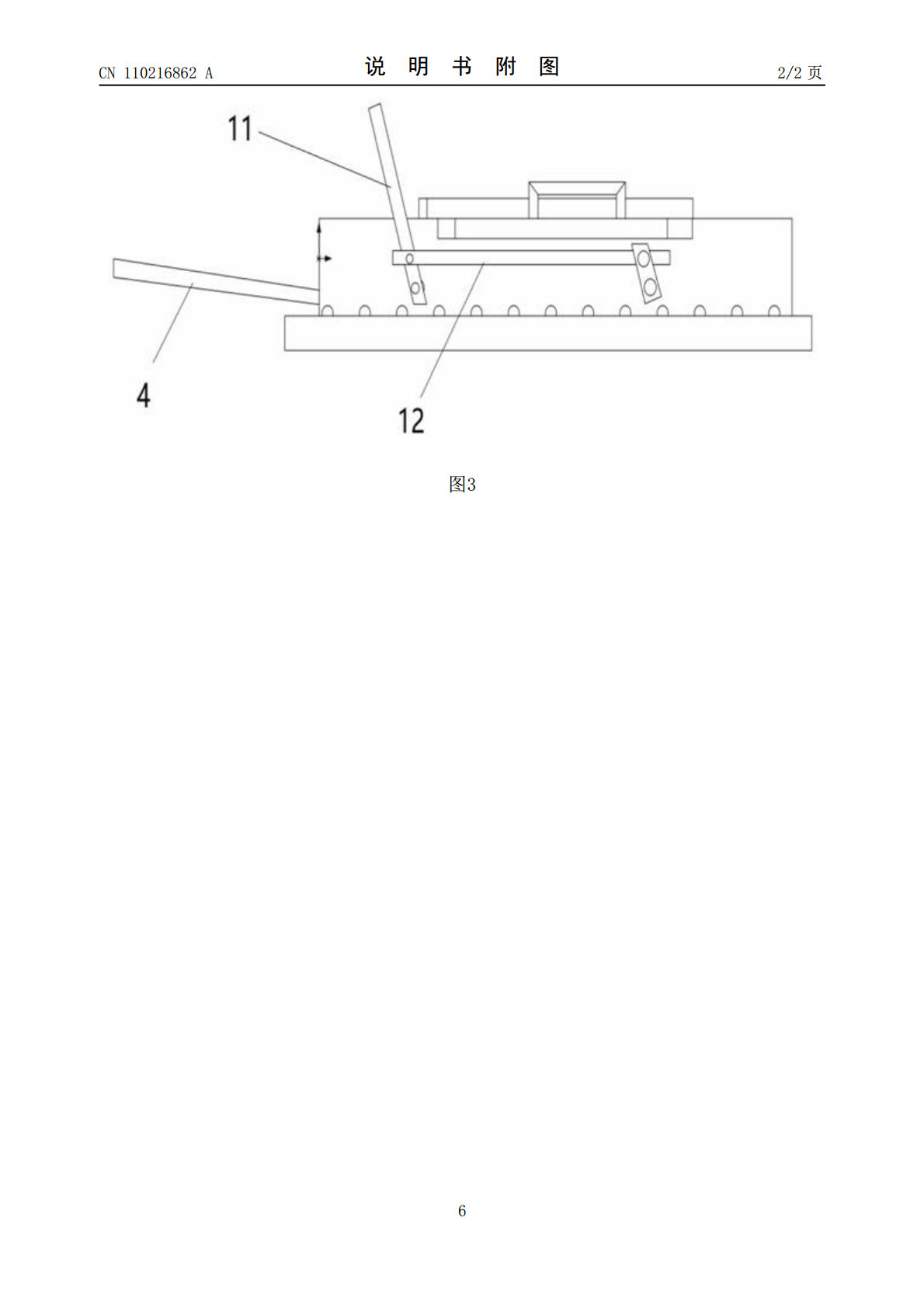
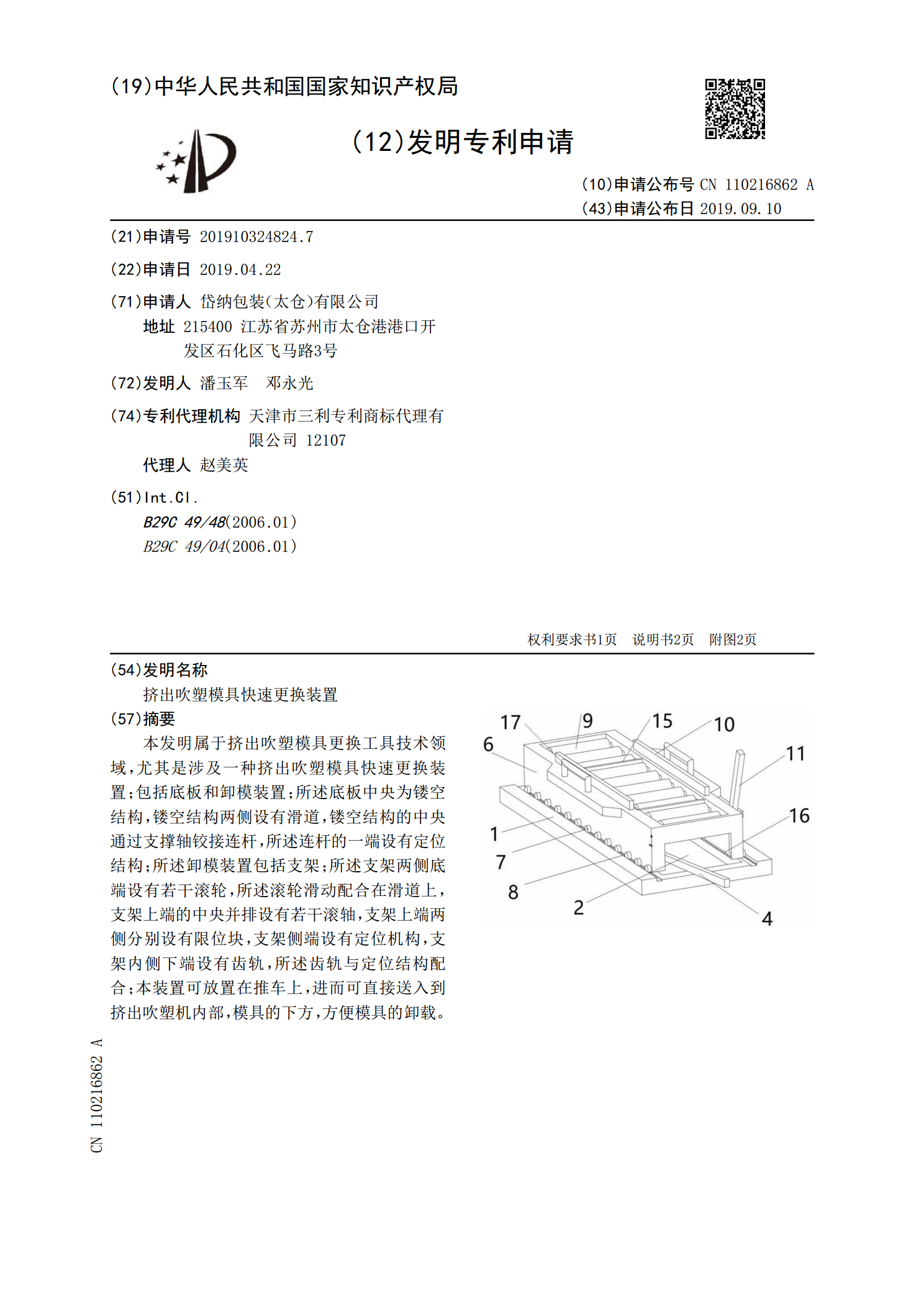
本发明属于挤出吹塑模具更换工具技术领域,尤其是涉及一种挤出吹塑模具快速更换装置;包括底板和卸模装置;所述底板中央为镂空结构,镂空结构两侧设有滑道,镂空结构的中央通过支撑轴铰接连杆,所述连杆的一端设有定位结构;所述卸模装置包括支架;所述支架两侧底端设有若干滚轮,所述滚轮滑动配合在滑道上,支架上端的中央并排设有若干滚轴,支架上端两侧分别设有限位块,支架侧端设有定位机构,支架内侧下端设有齿轨,所述齿轨与定位结构配合;本装置可放置在推车上,进而可直接送入到挤出吹塑机内部,模具的下方,方便模具的卸载。

制造挤出吹塑模具工艺流程.docx
制造挤出吹塑模具工艺流程制造挤出吹塑模具工艺流程制造挤出吹塑模具型腔最常采用机械加工和铸造两种方法。采用哪种方法与多种因素有关,例如模具材料、模具型腔数量、型腔的复杂程度及型腔的精度要求。一模具材料是确定制造方法的最主要因素。铝较难铸造,只有某些铝合金才可铸造。一般的.,硅含量高的铝合金最适于铸造,而高强度的铝合金不能铸造,要用机械加工方法。铜铍合金模具有较好的性能。钢模具多数用机械加工制造,锌合金则易于铸造。若型腔数量较多、型腔复杂或不规则、型腔尺寸公差要求较低、型腔容积较大或生产批量较少,可采用铸造法

制造挤出吹塑模具工艺流程.docx
制造挤出吹塑模具工艺流程制造挤出吹塑模具工艺流程制造挤出吹塑模具型腔最常采用机械加工和铸造两种方法。采用哪种方法与多种因素有关,例如模具材料、模具型腔数量、型腔的复杂程度及型腔的精度要求。一模具材料是确定制造方法的最主要因素。铝较难铸造,只有某些铝合金才可铸造。一般的.,硅含量高的铝合金最适于铸造,而高强度的铝合金不能铸造,要用机械加工方法。铜铍合金模具有较好的性能。钢模具多数用机械加工制造,锌合金则易于铸造。若型腔数量较多、型腔复杂或不规则、型腔尺寸公差要求较低、型腔容积较大或生产批量较少,可采用铸造法

制造挤出吹塑模具工艺流程.docx
制造挤出吹塑模具工艺流程制造挤出吹塑模具工艺流程制造挤出吹塑模具型腔最常采用机械加工和铸造两种方法。采用哪种方法与多种因素有关,例如模具材料、模具型腔数量、型腔的复杂程度及型腔的精度要求。一模具材料是确定制造方法的最主要因素。铝较难铸造,只有某些铝合金才可铸造。一般的.,硅含量高的铝合金最适于铸造,而高强度的铝合金不能铸造,要用机械加工方法。铜铍合金模具有较好的性能。钢模具多数用机械加工制造,锌合金则易于铸造。若型腔数量较多、型腔复杂或不规则、型腔尺寸公差要求较低、型腔容积较大或生产批量较少,可采用铸造法

轮胎硫化模具快速更换装置.pdf
本发明涉及一种轮胎硫化模具快速更换装置,属于轮胎制造设备领域。设有上垫板、下垫板,下热板位于下垫板上方,上热板位于上垫板的下方,其特征是:下热板上安装有两条导轨,导轨上侧面呈外高内低的斜坡状,轮胎硫化模具的下侧面加工有与两条导轨相吻合的两条滑槽,下热板外侧设有模具搬运小车,模具搬运小车的上侧面呈前低后高的斜坡状,上垫板及下垫板上分别装有液压油缸,液压油缸的活塞杆前端安装有凸轮,轮胎硫化模具上加工有凸轮型孔,凸轮可分别穿过对应的垫板、热板上的孔进入轮胎硫化模具上的凸轮型孔,将轮胎硫化模具与上热板、下热板锁紧