
制造挤出吹塑模具工艺流程.docx

志信****pp


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

制造挤出吹塑模具工艺流程.docx
制造挤出吹塑模具工艺流程制造挤出吹塑模具工艺流程制造挤出吹塑模具型腔最常采用机械加工和铸造两种方法。采用哪种方法与多种因素有关,例如模具材料、模具型腔数量、型腔的复杂程度及型腔的精度要求。一模具材料是确定制造方法的最主要因素。铝较难铸造,只有某些铝合金才可铸造。一般的.,硅含量高的铝合金最适于铸造,而高强度的铝合金不能铸造,要用机械加工方法。铜铍合金模具有较好的性能。钢模具多数用机械加工制造,锌合金则易于铸造。若型腔数量较多、型腔复杂或不规则、型腔尺寸公差要求较低、型腔容积较大或生产批量较少,可采用铸造法

制造挤出吹塑模具工艺流程.docx
制造挤出吹塑模具工艺流程制造挤出吹塑模具工艺流程制造挤出吹塑模具型腔最常采用机械加工和铸造两种方法。采用哪种方法与多种因素有关,例如模具材料、模具型腔数量、型腔的复杂程度及型腔的精度要求。一模具材料是确定制造方法的最主要因素。铝较难铸造,只有某些铝合金才可铸造。一般的.,硅含量高的铝合金最适于铸造,而高强度的铝合金不能铸造,要用机械加工方法。铜铍合金模具有较好的性能。钢模具多数用机械加工制造,锌合金则易于铸造。若型腔数量较多、型腔复杂或不规则、型腔尺寸公差要求较低、型腔容积较大或生产批量较少,可采用铸造法

制造挤出吹塑模具工艺流程.docx
制造挤出吹塑模具工艺流程制造挤出吹塑模具工艺流程制造挤出吹塑模具型腔最常采用机械加工和铸造两种方法。采用哪种方法与多种因素有关,例如模具材料、模具型腔数量、型腔的复杂程度及型腔的精度要求。一模具材料是确定制造方法的最主要因素。铝较难铸造,只有某些铝合金才可铸造。一般的.,硅含量高的铝合金最适于铸造,而高强度的铝合金不能铸造,要用机械加工方法。铜铍合金模具有较好的性能。钢模具多数用机械加工制造,锌合金则易于铸造。若型腔数量较多、型腔复杂或不规则、型腔尺寸公差要求较低、型腔容积较大或生产批量较少,可采用铸造法
挤出吹塑模具快速更换装置.pdf
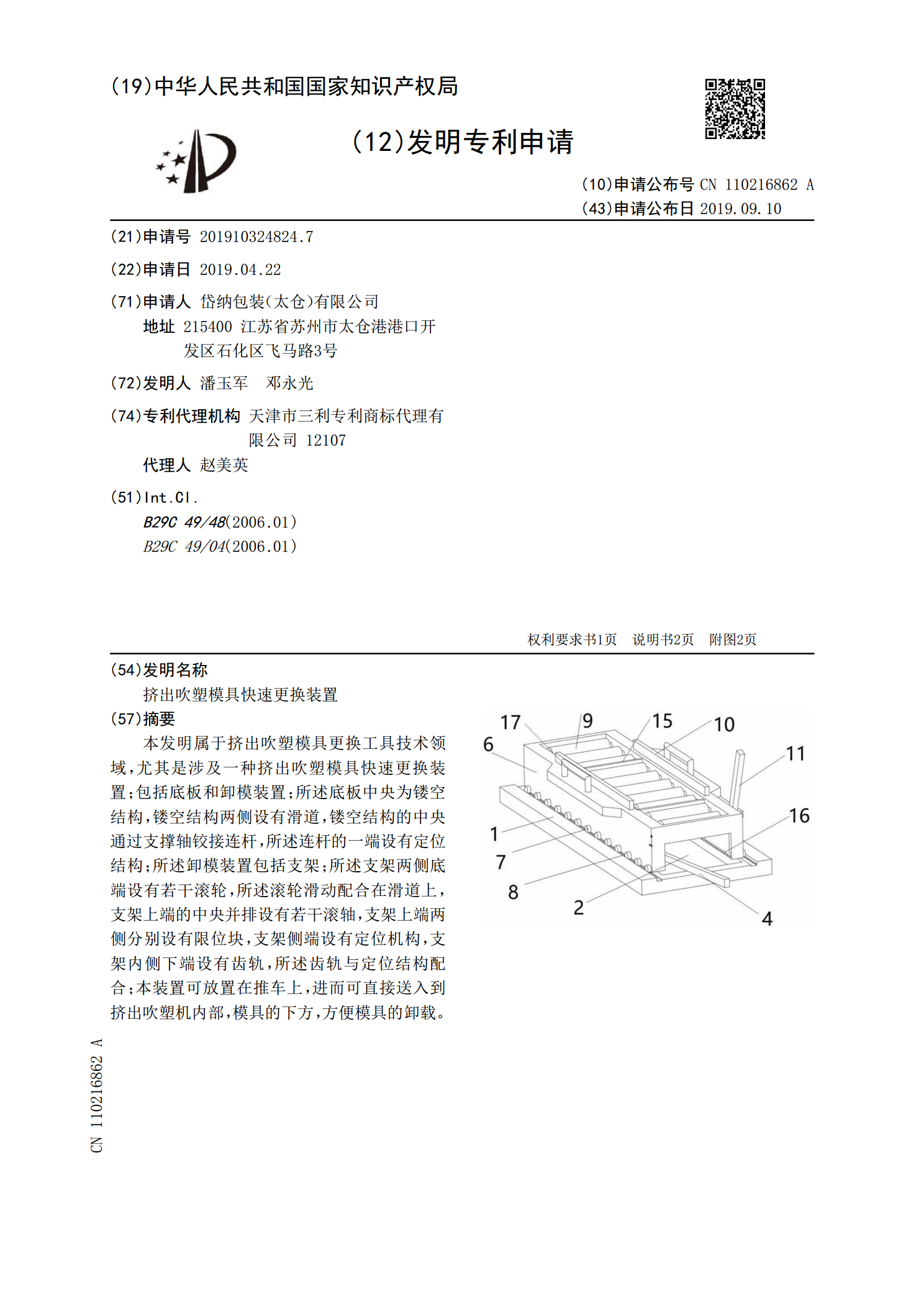
本发明属于挤出吹塑模具更换工具技术领域,尤其是涉及一种挤出吹塑模具快速更换装置;包括底板和卸模装置;所述底板中央为镂空结构,镂空结构两侧设有滑道,镂空结构的中央通过支撑轴铰接连杆,所述连杆的一端设有定位结构;所述卸模装置包括支架;所述支架两侧底端设有若干滚轮,所述滚轮滑动配合在滑道上,支架上端的中央并排设有若干滚轴,支架上端两侧分别设有限位块,支架侧端设有定位机构,支架内侧下端设有齿轨,所述齿轨与定位结构配合;本装置可放置在推车上,进而可直接送入到挤出吹塑机内部,模具的下方,方便模具的卸载。

2009 塑料油箱挤出吹塑成型工艺与模具设计.pdf
万方数据《过≈曼。名。塑料油箱挤出吹塑成型工艺与模具设计水≥割驯陈锦霞}碴膊(玲。_1碜黄虹王海民邱方军目前已发展为仅次于注射成型和挤出成型的第三大塑料成型方法。吹塑模具结构简单、成本低、工艺简单、效益高,目前主要用来成型中空容器和工业制件,如应用在汽车、摩托车、机械、军事等领域的中空制件。塑料油箱是一种中空工业制件,一般采用高料油箱具有质量轻、造型灵活、不易发生爆炸、燃油渗漏率小、耐腐蚀、制造工艺简单等优点,因而塑料油箱取代金属油箱是未来发展的必然趋势¨。J。笔者现就塑料油箱的挤出吹塑成型工艺及模具设计