
一种多丝埋弧焊技术.pdf

书生****写意

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种多丝埋弧焊技术.pdf
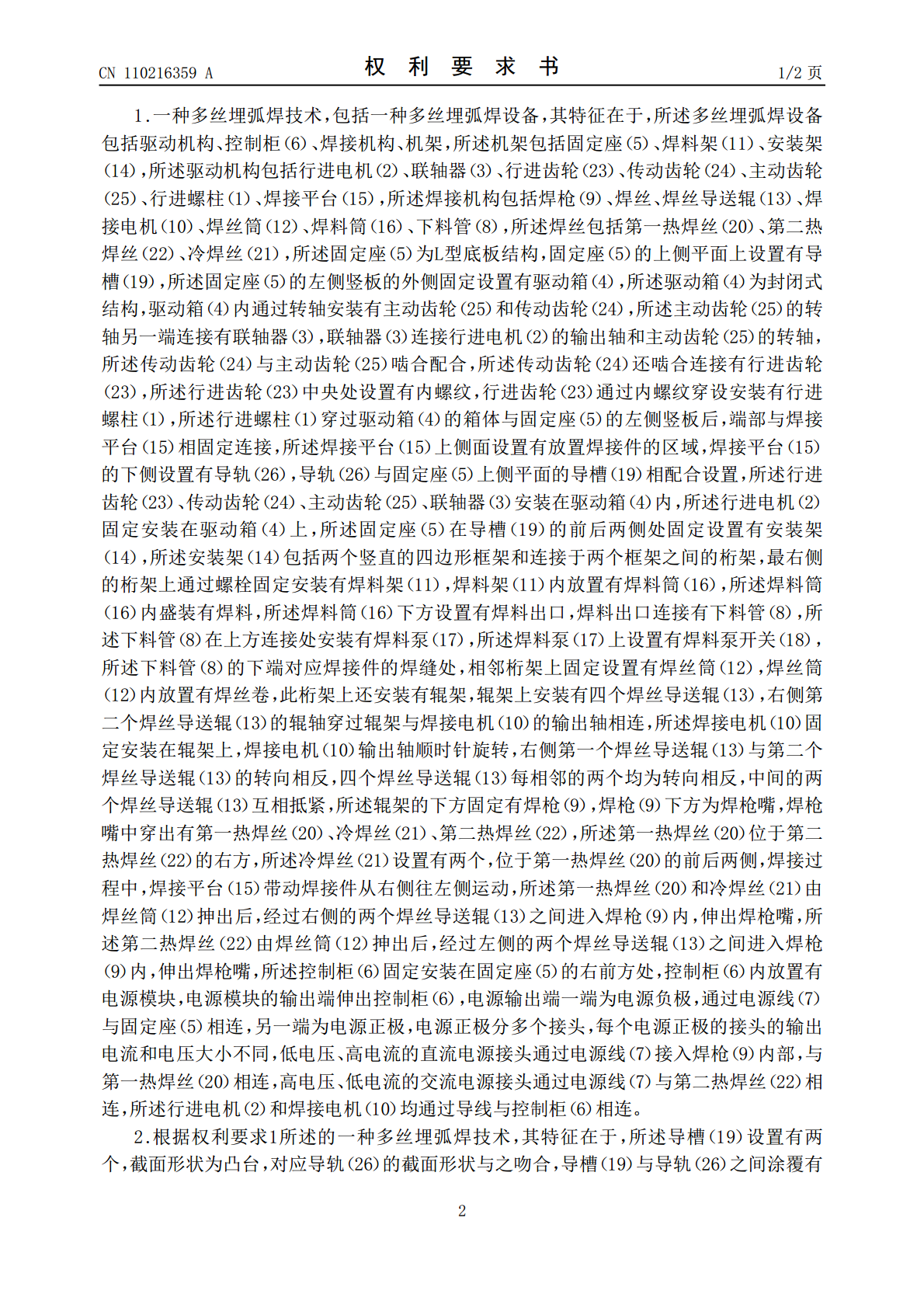
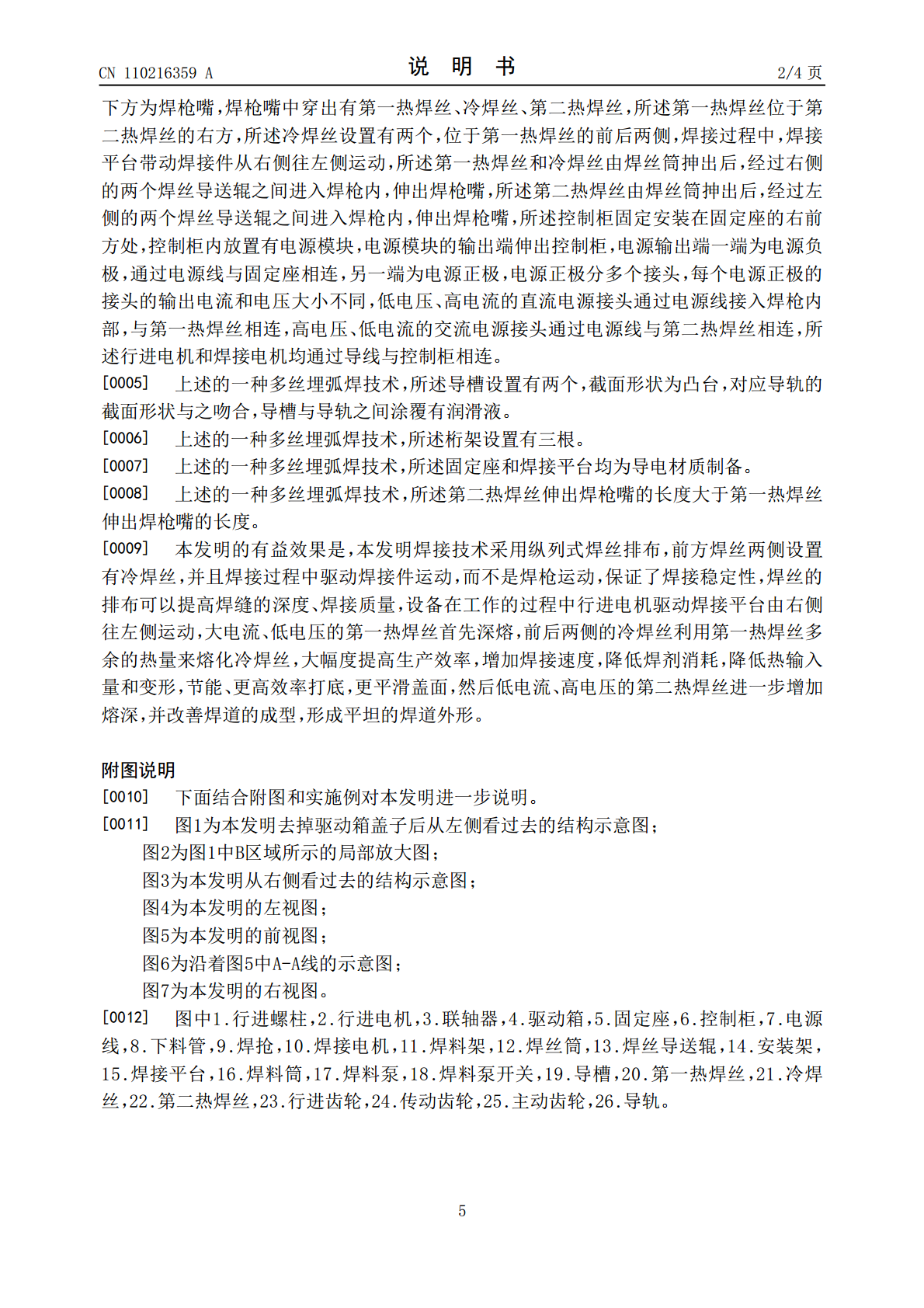
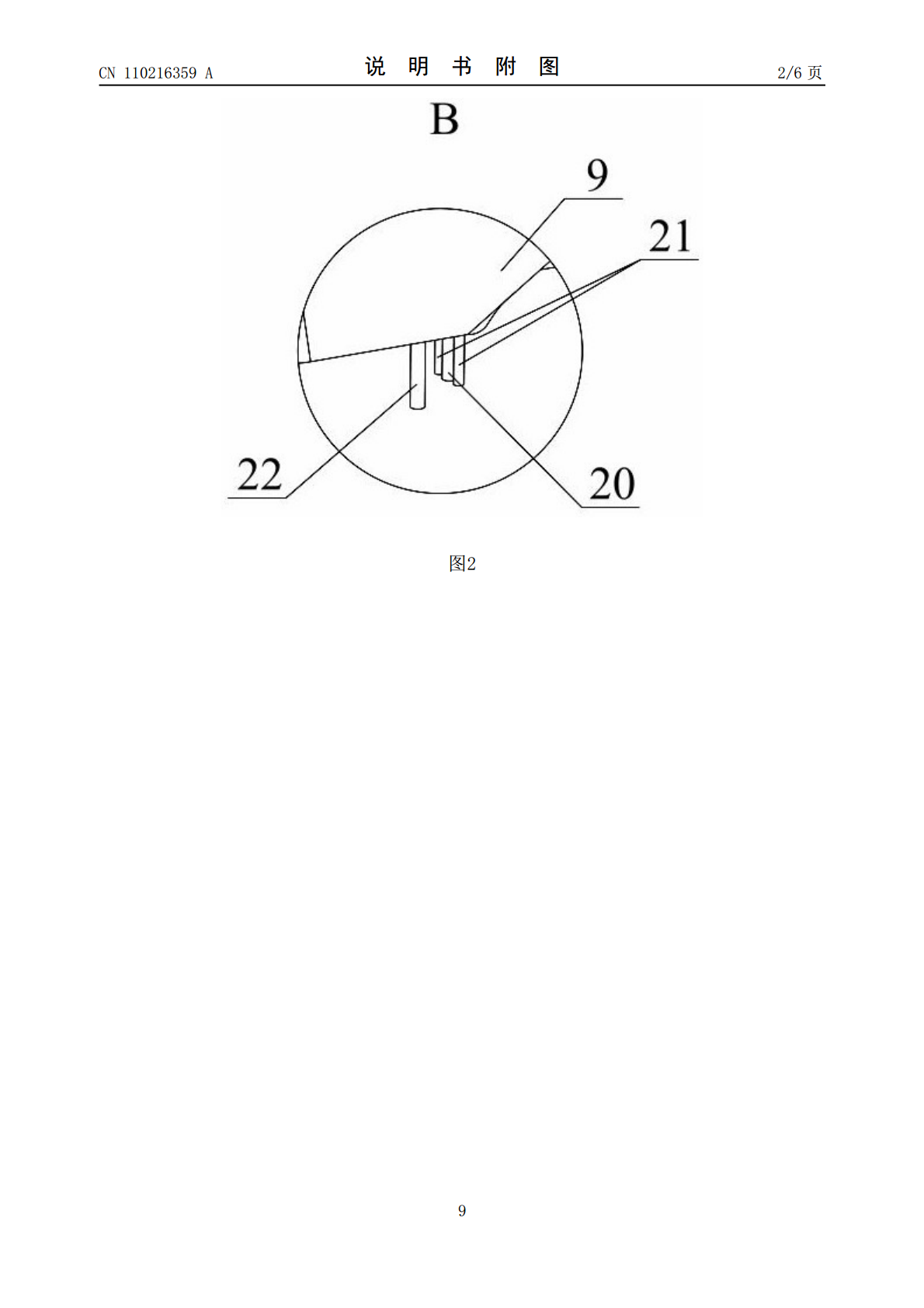
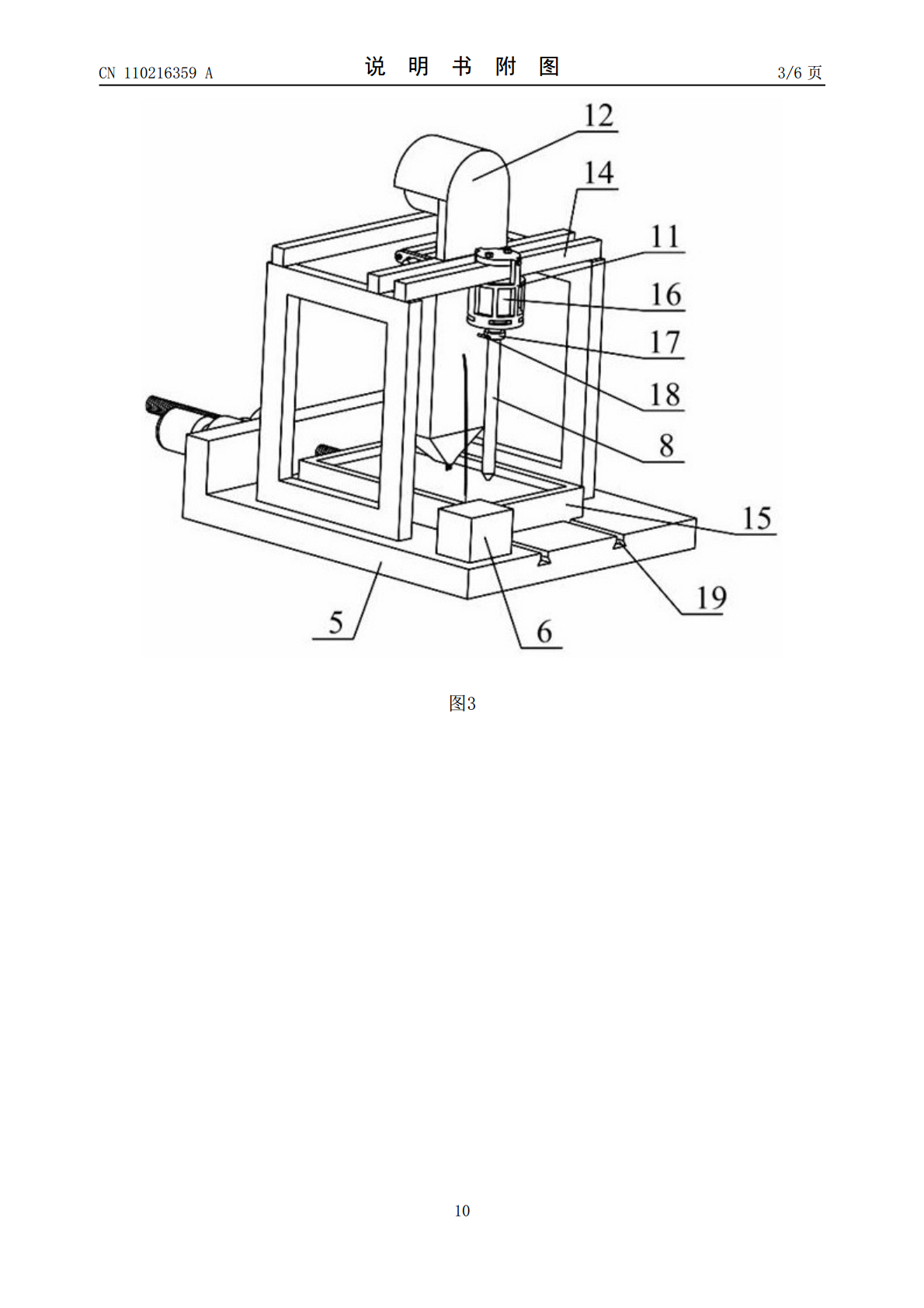
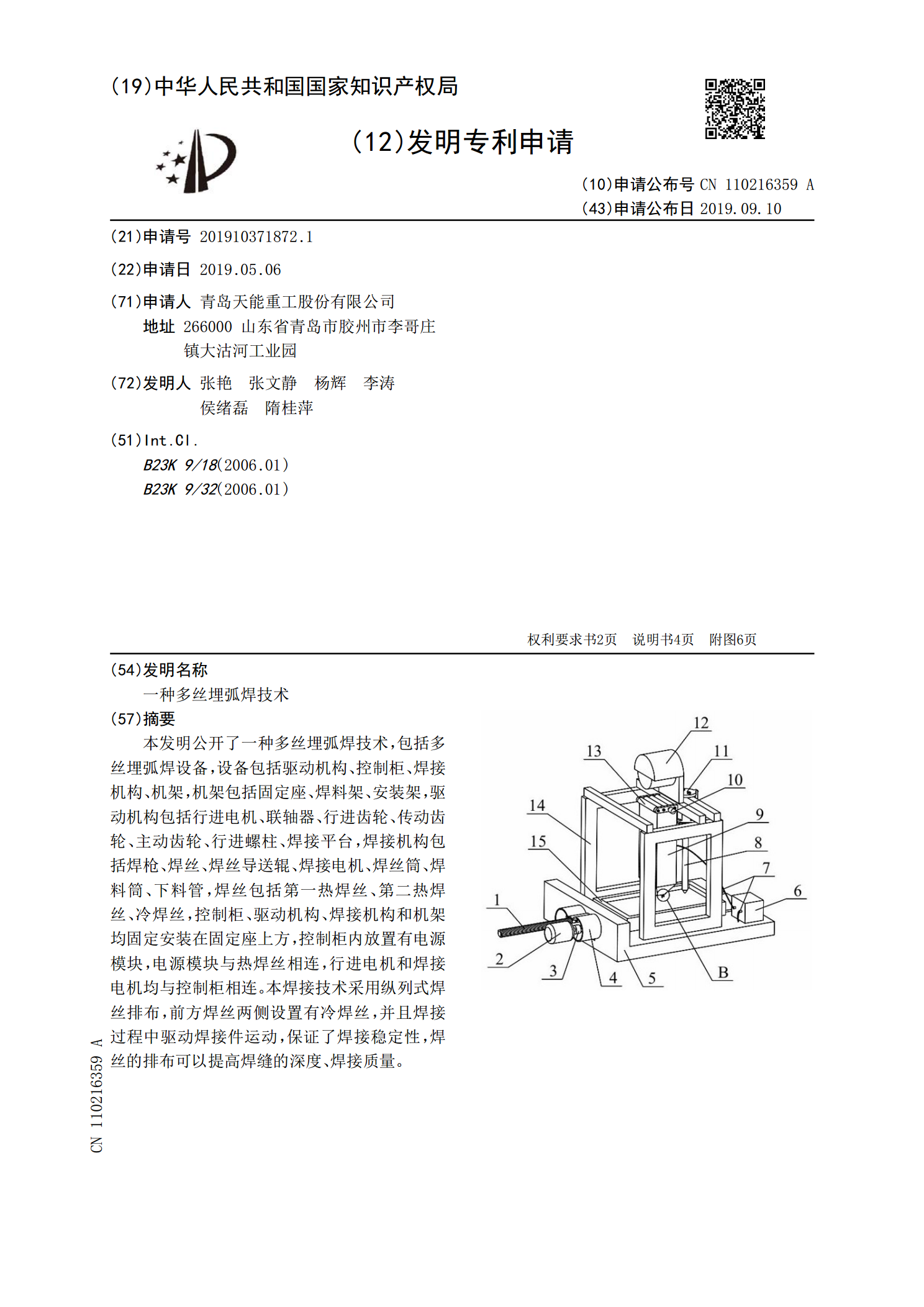
本发明公开了一种多丝埋弧焊技术,包括多丝埋弧焊设备,设备包括驱动机构、控制柜、焊接机构、机架,机架包括固定座、焊料架、安装架,驱动机构包括行进电机、联轴器、行进齿轮、传动齿轮、主动齿轮、行进螺柱、焊接平台,焊接机构包括焊枪、焊丝、焊丝导送辊、焊接电机、焊丝筒、焊料筒、下料管,焊丝包括第一热焊丝、第二热焊丝、冷焊丝,控制柜、驱动机构、焊接机构和机架均固定安装在固定座上方,控制柜内放置有电源模块,电源模块与热焊丝相连,行进电机和焊接电机均与控制柜相连。本焊接技术采用纵列式焊丝排布,前方焊丝两侧设置有冷焊丝,并
双丝双弧埋弧焊的送丝检测系统.pdf
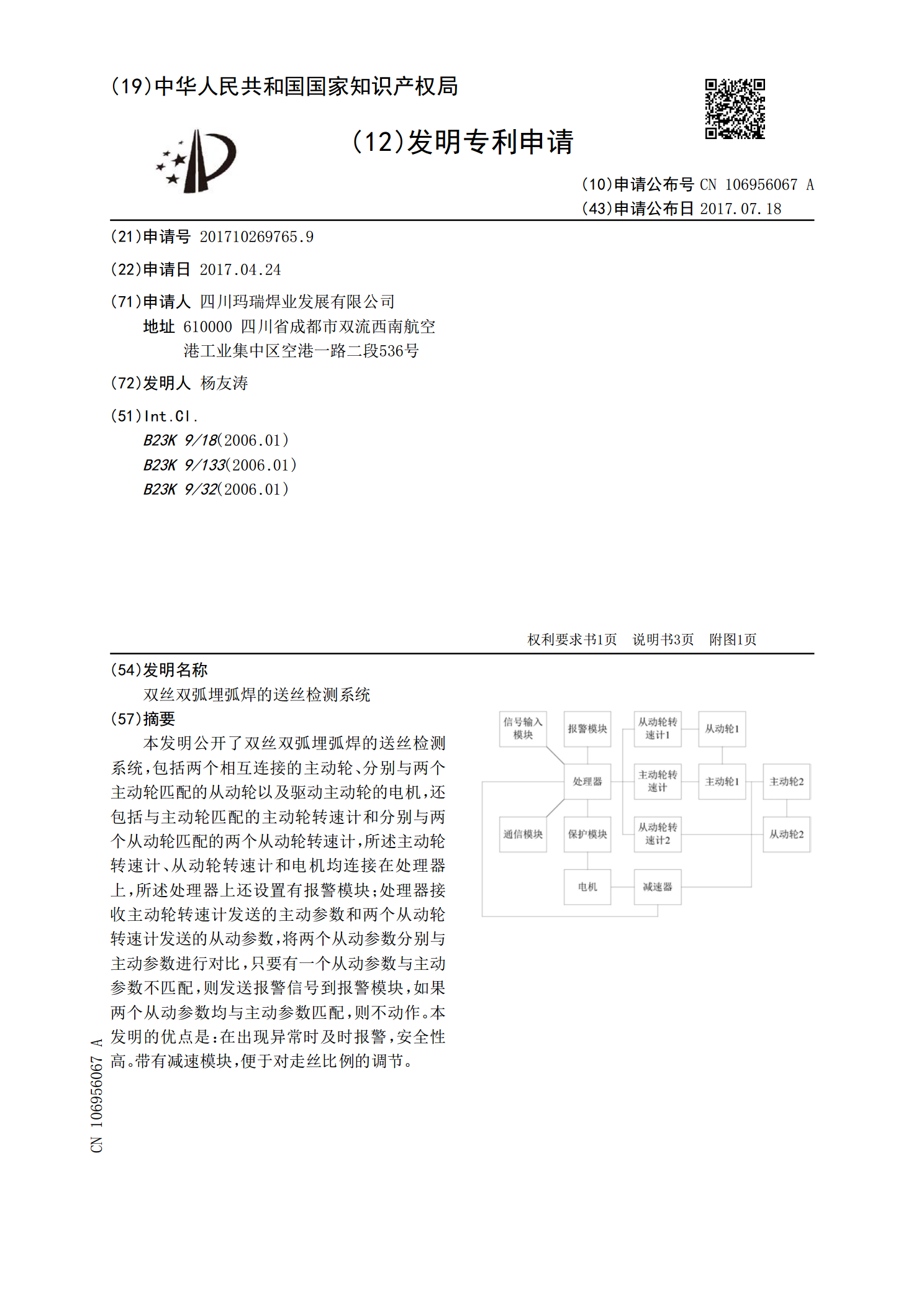
本发明公开了双丝双弧埋弧焊的送丝检测系统,包括两个相互连接的主动轮、分别与两个主动轮匹配的从动轮以及驱动主动轮的电机,还包括与主动轮匹配的主动轮转速计和分别与两个从动轮匹配的两个从动轮转速计,所述主动轮转速计、从动轮转速计和电机均连接在处理器上,所述处理器上还设置有报警模块;处理器接收主动轮转速计发送的主动参数和两个从动轮转速计发送的从动参数,将两个从动参数分别与主动参数进行对比,只要有一个从动参数与主动参数不匹配,则发送报警信号到报警模块,如果两个从动参数均与主动参数匹配,则不动作。本发明的优点是:在出

一种埋弧焊辅助送丝工艺及装置.pdf
本发明涉及一种埋弧焊辅助送丝工艺及装置,从焊丝盘引出的焊丝进入辅助送丝装置,在辅助送丝装置内通过压丝轮组调整输送速度后送往送丝机,并保证辅助送丝装置与送丝机之间的焊丝留有一定存量,即两个装置之间焊丝呈弧形状态连续输送;压丝轮组中的上压丝轮可自动补偿并调整压紧力,使焊丝在输送过程中的牵引力保持恒定,并保证焊丝不受损伤。本发明将送丝机和焊丝盘之间通过辅助送丝装置柔性连接,并可自动调整送丝速度,有效提高送丝的精度和稳定性;送丝机和焊丝盘摆放位置更加灵活,焊丝盘可增加焊丝卷重,减少焊丝更换次数,提高效率;送丝机压
一种多工位自动埋弧焊床.pdf
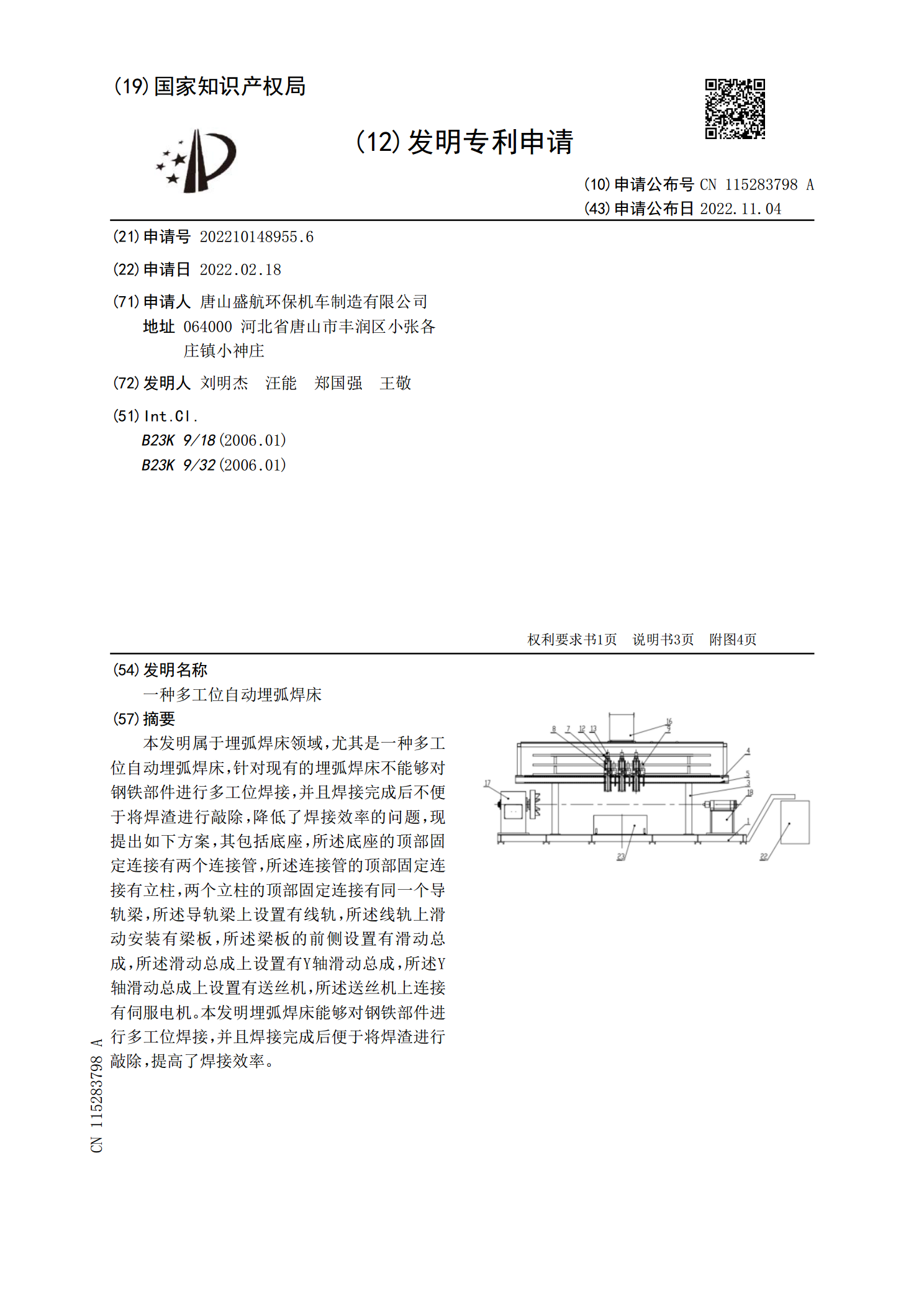
本发明属于埋弧焊床领域,尤其是一种多工位自动埋弧焊床,针对现有的埋弧焊床不能够对钢铁部件进行多工位焊接,并且焊接完成后不便于将焊渣进行敲除,降低了焊接效率的问题,现提出如下方案,其包括底座,所述底座的顶部固定连接有两个连接管,所述连接管的顶部固定连接有立柱,两个立柱的顶部固定连接有同一个导轨梁,所述导轨梁上设置有线轨,所述线轨上滑动安装有梁板,所述梁板的前侧设置有滑动总成,所述滑动总成上设置有Y轴滑动总成,所述Y轴滑动总成上设置有送丝机,所述送丝机上连接有伺服电机。本发明埋弧焊床能够对钢铁部件进行多工位焊

龙门埋弧焊技术方案.doc
技术方案龙门式游梁自动焊专机技术方案一、方案概述此方案用于焊接工件为抽油机的游梁,该设备能同时焊接一根游梁的同一面的两条外道水平角焊缝,。该设备采用埋弧焊接工艺、机械式跟踪、机头移动、工件固定、同时焊接两条平角焊缝。该焊接专机适用于板与板角接焊;工件外形及焊缝位置如图所示:二、工件要求1、抽油机游梁的四条大直缝的水平角焊缝;2、工件材料为:Q235;3、工件规格为:(用户提供的工件图)三、对工件焊前要求:1、在上本自动焊接前,用户应先进行人工组焊,再上本焊接专机进行自动焊接;人工组焊的焊点应尽量小,以免影