
一种金属薄板多级筒体拉深成型装置及工艺.pdf

一吃****新冬


1/6

2/6
3/6
4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种金属薄板多级筒体拉深成型装置及工艺.pdf
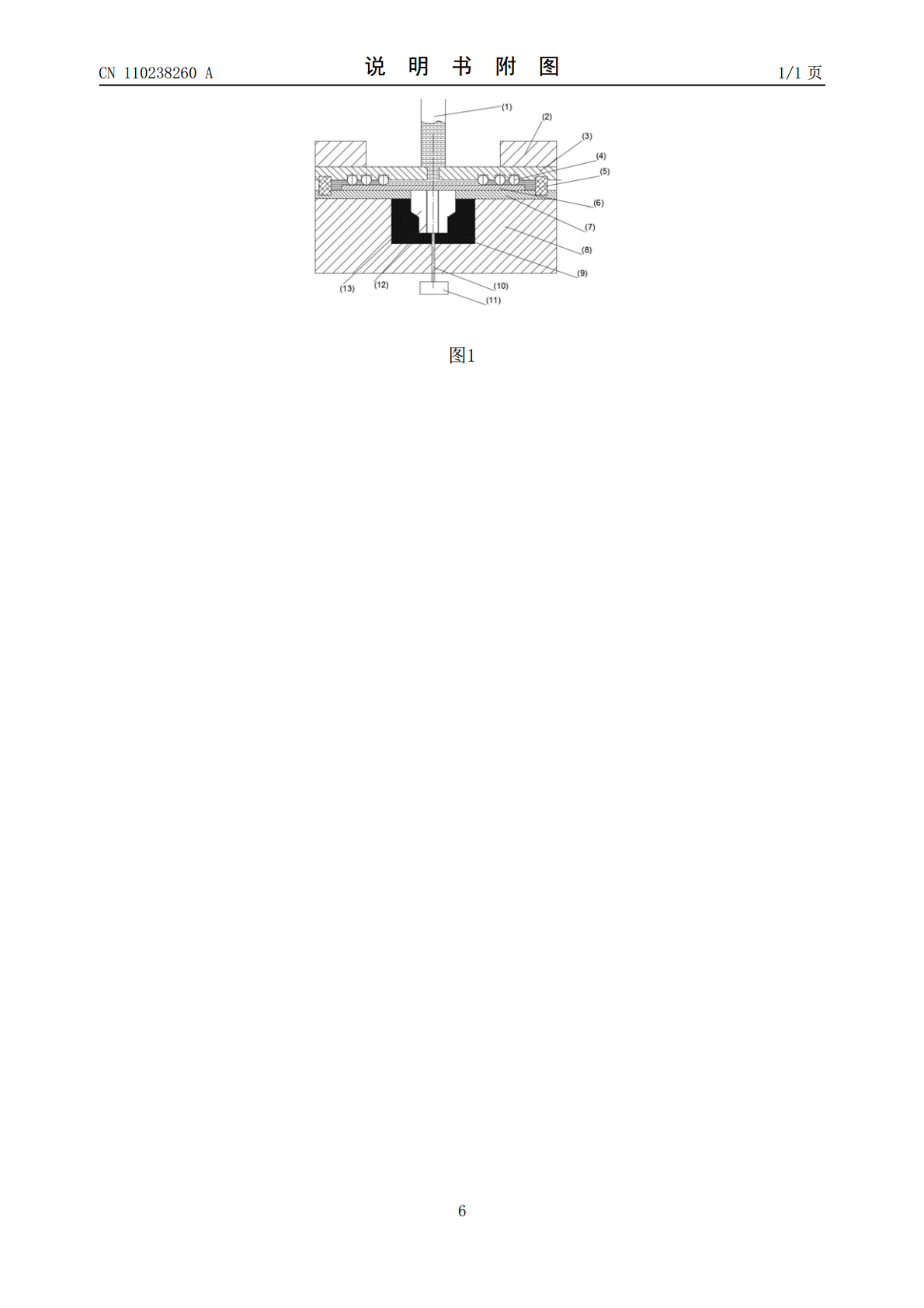
一种金属薄板多级筒体拉深成型装置及工艺,装置包含可置换式凹模、凹模凸缘减摩板、凹模固定装置、注油板、高压油供给系统、模具压紧装置、多级密封圈、挡油圈、背压调节器组成;金属薄板不与注油板直接接触,在注油板与金属薄板之间的密封采用多级密封圈来实现,装置处于工作状态时各级密封圈两侧产生压力梯度,密封圈之间由外至里的环形槽油压呈现出阶跃变化;凹模凸缘减摩板采用石墨、或涂抹适用于高压润滑剂的钢板制成,凹模凸缘减摩板置于可置换式凹模和凹模固定装置之上,凹模凸缘减摩板中心开有与筒体上部外轮廓相对应的孔,该孔和可置换式凹

轮毂一体成型复合拉深模具及其工艺.pdf
本发明涉及板材拉深成型的模具及其工艺领域,具体涉及一种轮毂一体成型复合拉深模具及其工艺。本发明的优点是改变传统的上下成对的模具设计思路,重新设计组合模(上模、中模和下模),可完成成对模无法完成的工艺动作,连续完成压边、翻边、拉深、反拉深、冲孔落料、挤压、切边等多道工序,流程紧凑、高效;可以轮辋圈和轮辐板一体化成形,免焊接、免铆接,成品机械性能更高;原材料可使用原平板,性能优于分体成形的原材料开平板;与传统生产线相比,客户可节省开卷、矫平、焊接设备和工序流转辅助设备。

轮毂一体成型复合拉深模具及其工艺.pdf
本发明涉及板材拉深成型的模具及其工艺领域,具体涉及一种轮毂一体成型复合拉深模具及其工艺。本发明的优点是改变传统的上下成对的模具设计思路,重新设计组合模(上模、中模和下模),可完成成对模无法完成的工艺动作,连续完成压边、翻边、拉深、反拉深、冲孔落料、挤压、切边等多道工序,流程紧凑、高效;可以轮辋圈和轮辐板一体化成形,免焊接、免铆接,成品机械性能更高;原材料可使用原平板,性能优于分体成形的原材料开平板;与传统生产线相比,客户可节省开卷、矫平、焊接设备和工序流转辅助设备。
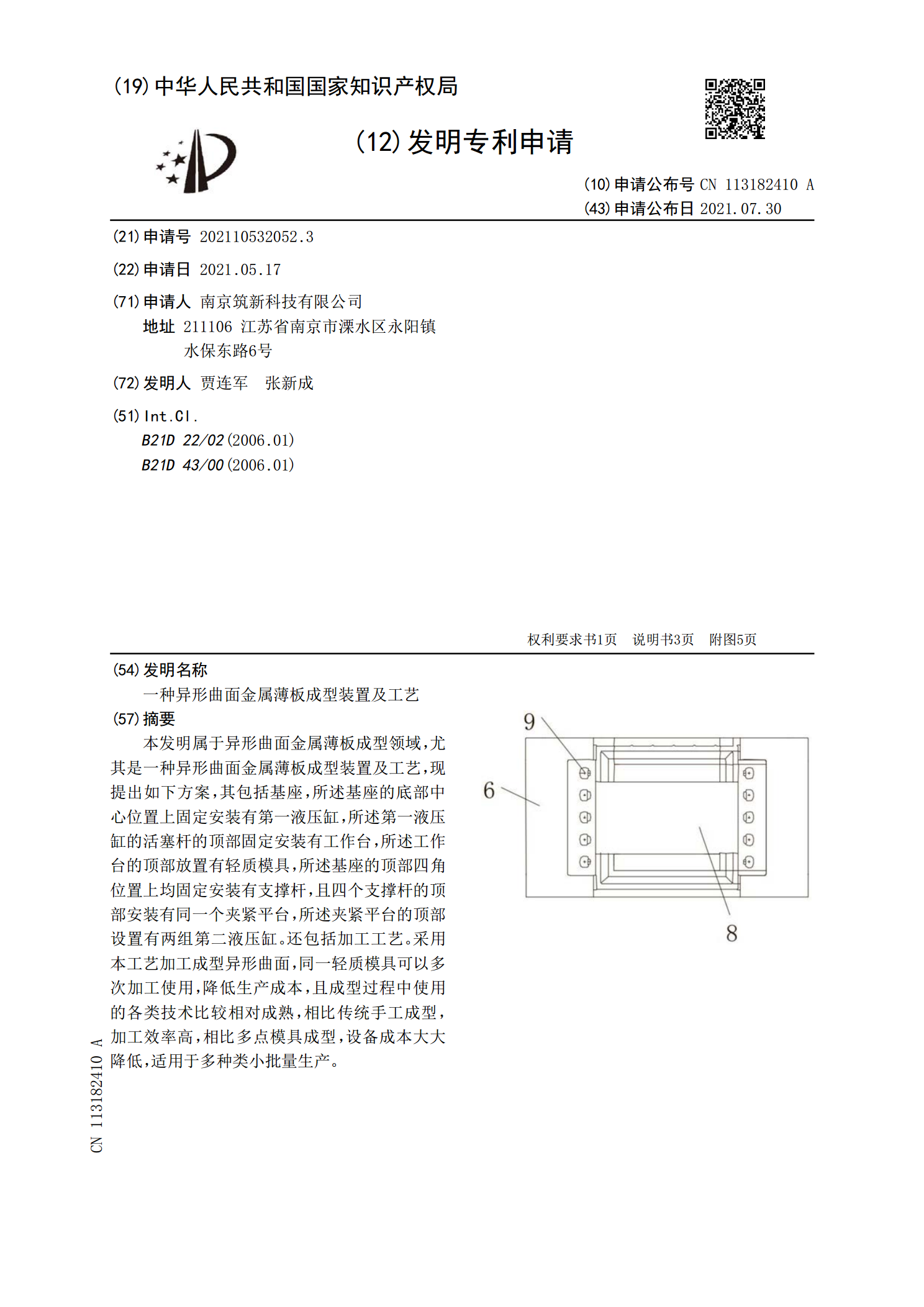
一种异形曲面金属薄板成型装置及工艺.pdf
本发明属于异形曲面金属薄板成型领域,尤其是一种异形曲面金属薄板成型装置及工艺,现提出如下方案,其包括基座,所述基座的底部中心位置上固定安装有第一液压缸,所述第一液压缸的活塞杆的顶部固定安装有工作台,所述工作台的顶部放置有轻质模具,所述基座的顶部四角位置上均固定安装有支撑杆,且四个支撑杆的顶部安装有同一个夹紧平台,所述夹紧平台的顶部设置有两组第二液压缸。还包括加工工艺。采用本工艺加工成型异形曲面,同一轻质模具可以多次加工使用,降低生产成本,且成型过程中使用的各类技术比较相对成熟,相比传统手工成型,加工效率高

矩形件拉深成型工艺研究.docx
矩形件拉深成型工艺研究矩形件拉深成型工艺研究摘要:拉深成型是一种常用的金属成型工艺,可广泛应用于制造业中。本文以矩形件拉深成型工艺为研究对象,综合分析了拉深成型的原理、工艺参数以及影响成型质量的因素。通过对拉深成型工艺参数进行优化,提高了矩形件拉深成型的成形质量和效率。本文为矩形件拉深成型工艺研究提供了一定的理论和实践基础。关键词:拉深成型、矩形件、工艺参数、成型质量、优化1.引言拉深成型是一种通过将金属板材拉伸和压缩以改变其形状的金属成型工艺。该工艺常用于汽车制造、航空航天等领域。矩形件作为一种常见的工