
一种仿锻造轮毂制造工艺.pdf

灵慧****89


1/6
2/6
3/6
4/6
5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种仿锻造轮毂制造工艺.pdf
本发明公开了一种仿锻造轮毂制造工艺,包括以下步骤:S1:比例设计:设计好所需金属的比例,并制作表格;S2:称重处理:将所需的金属依次进行沉重,并对照表格中的比例,剔除或增加相对应的金属;S3:粉碎清洗烘干:将确定好的金属加入到粉碎机中进行粉碎处理,粉碎成颗粒状,然后将颗粒状的金属放入到清洗机中进行清洗处理,清洗完成后放入烘干机中进行烘干;S4:熔炼处理:把所需的金属放入到坩埚中进行熔炼处理,得到合金溶液;S5:锻造:将S4中的合金溶液倒入到锻压机内压铸,得到压铸件。本发明实用性好,轮毂锻造过程简单,生产周
一种仿锻造轮毂制造工艺.pdf
本发明公开了一种仿锻造轮毂制造工艺,包括以下步骤:1)、熔炼、2)、锻造、3)、切冒口、4)、旋压成型、5)、热处理、6)、深加工、7)、表面处理,8)、检查、9)、入库。由于本发明一种仿锻造轮毂制造工艺采用重力浇铸模具,同时重力浇铸模具又采用水冷工艺进行冷却,大大缩短了生产周期,提高了产品组织密度,从而提高了产品性能、且轮毂抗压抗拉性能比较好的优点。
一种锻造轮毂的工艺.pdf
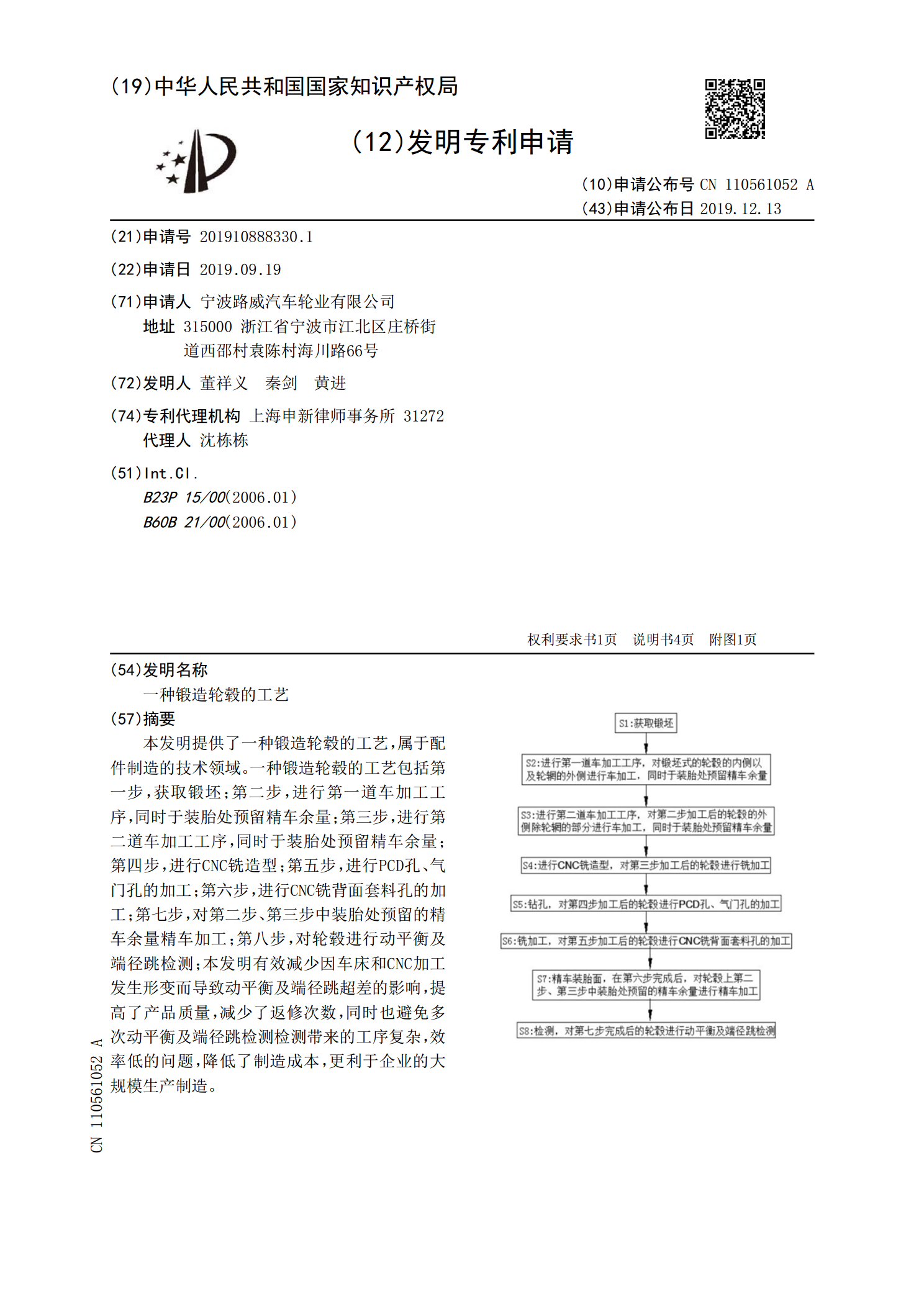
本发明提供了一种锻造轮毂的工艺,属于配件制造的技术领域。一种锻造轮毂的工艺包括第一步,获取锻坯;第二步,进行第一道车加工工序,同时于装胎处预留精车余量;第三步,进行第二道车加工工序,同时于装胎处预留精车余量;第四步,进行CNC铣造型;第五步,进行PCD孔、气门孔的加工;第六步,进行CNC铣背面套料孔的加工;第七步,对第二步、第三步中装胎处预留的精车余量精车加工;第八步,对轮毂进行动平衡及端径跳检测;本发明有效减少因车床和CNC加工发生形变而导致动平衡及端径跳超差的影响,提高了产品质量,减少了返修次数,同时

一种轮毂锻造工艺.pdf
本发明涉及一种轮毂锻造工艺,其特征在于:包括以下步骤:步骤一:将铝棒切割成制造轮毂所需长度;步骤二:对铝棒进行预热;步骤三:将预热后的铝棒通过直锻方式,锻压成毛坯;步骤四:将毛坯通过直立式旋压机旋压成型;步骤五:对成型后的轮毂进行热处理强化;步骤六:车床加工处理;步骤七:钻中心孔;步骤八:检查。本发明所公开的一种轮毂锻造工艺,工艺路线设计合理,简单易行,能够有效提高轮毂的表面精度。

一种轮毂制造工艺.pdf
本发明公开了一种轮毂制造工艺,包括轮辋制作、轮辐制作和轮毂装配,轮辋制作包括如下步骤:原材料钢板剪切得到轮辋条料;将轮辋条料卷成圆筒状后进行接缝对焊,去除多余金属,得圆筒状工件;将圆筒状工件的两端口扩大成喇叭口状;将工件经过若干次滚形,得到轮辋预型件;通过扩张模将轮辋预型件进行扩张,首次扩张后,扩张模收缩,将工件在模具内旋转5~20°,再扩张第二次;将轮辋的轮缘通过折边滚型模具进行折边;对轮辋进行气密性检测并冲气门孔,得到轮辋成品。本发明通过两次扩张,将轮辋在扩张模瓣缝的位置扩大,保证圆度误差更小;将轮辋