
一种涡轮组件与中间体自动装配系统.pdf

一只****ua

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种涡轮组件与中间体自动装配系统.pdf
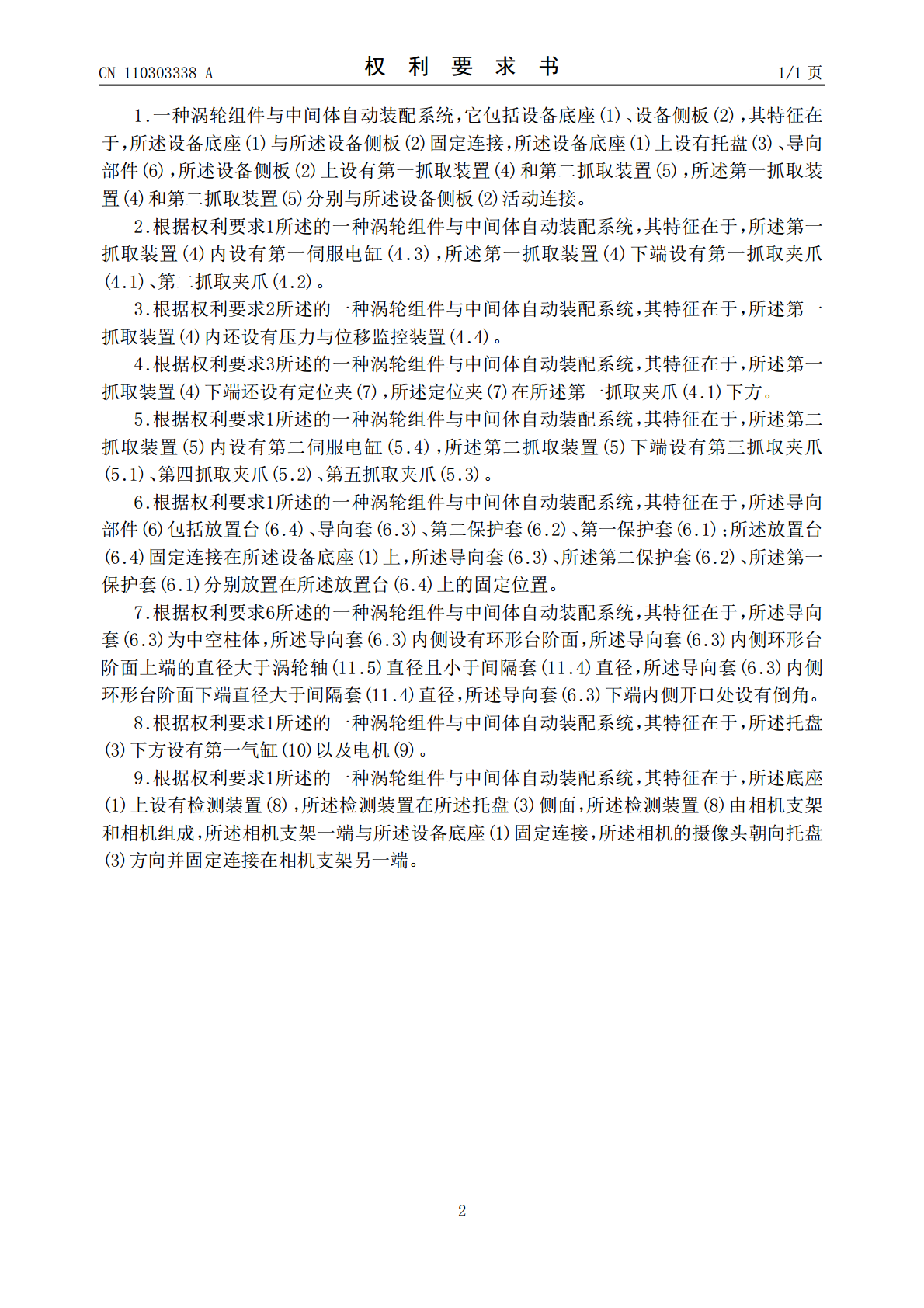
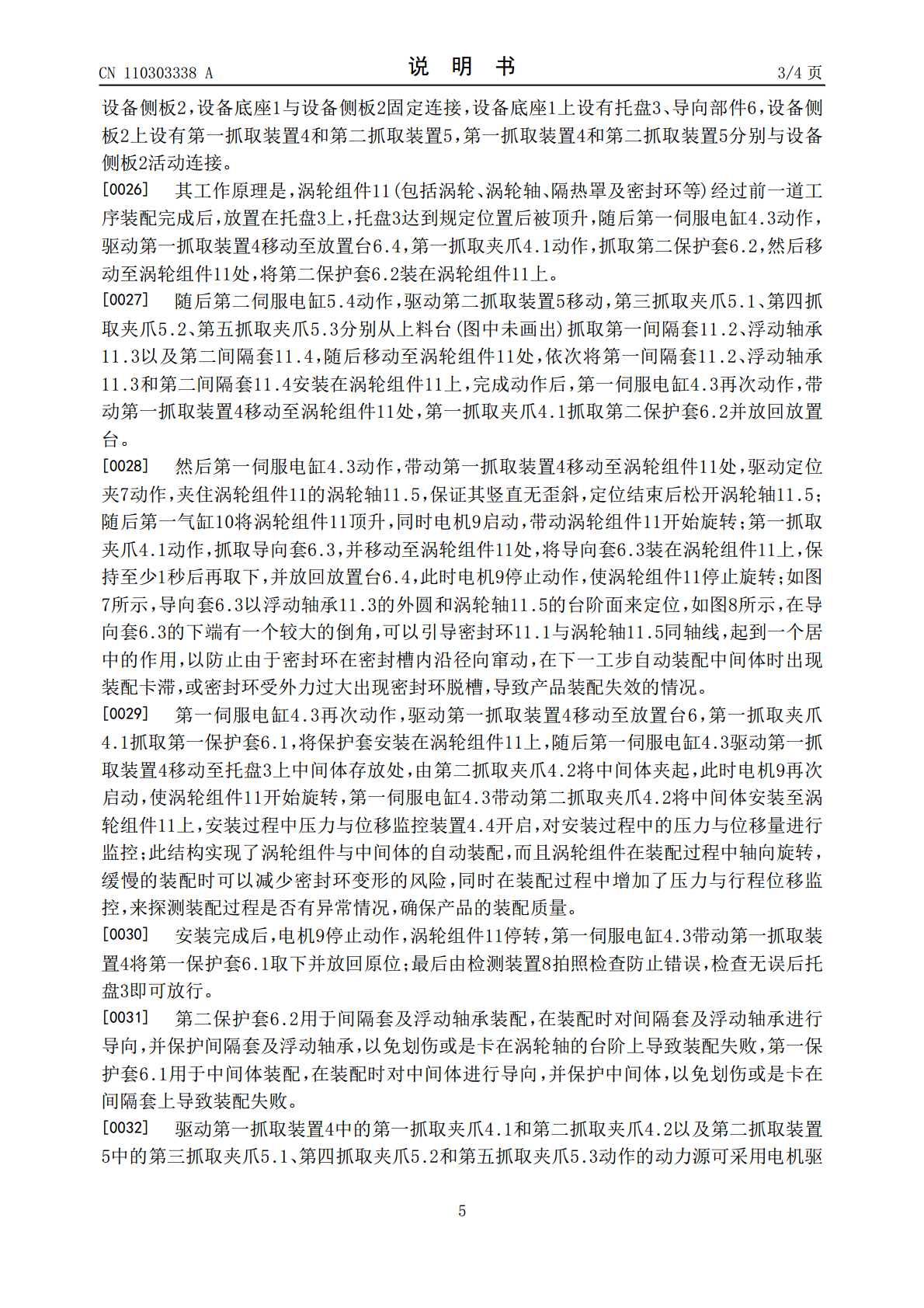
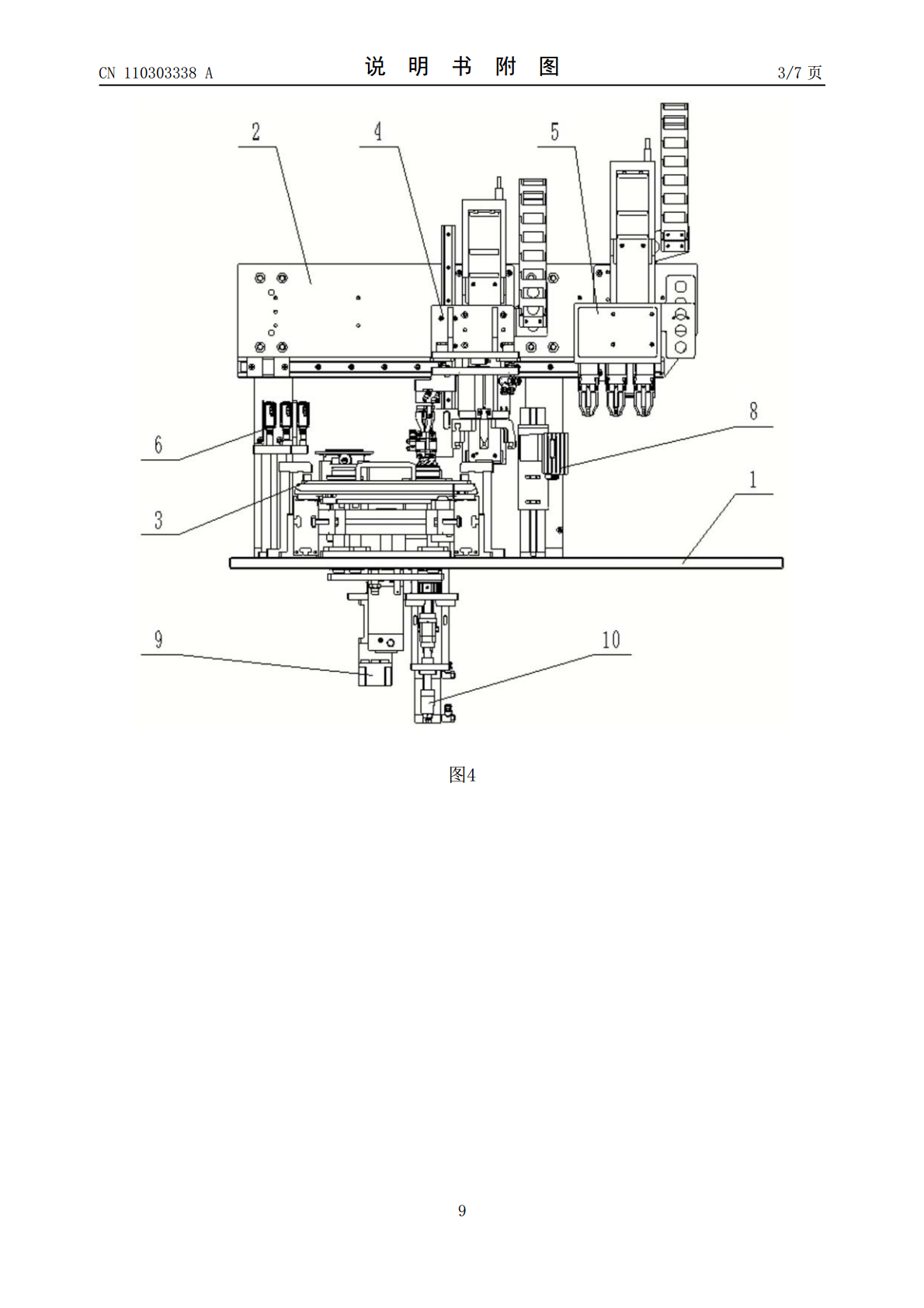
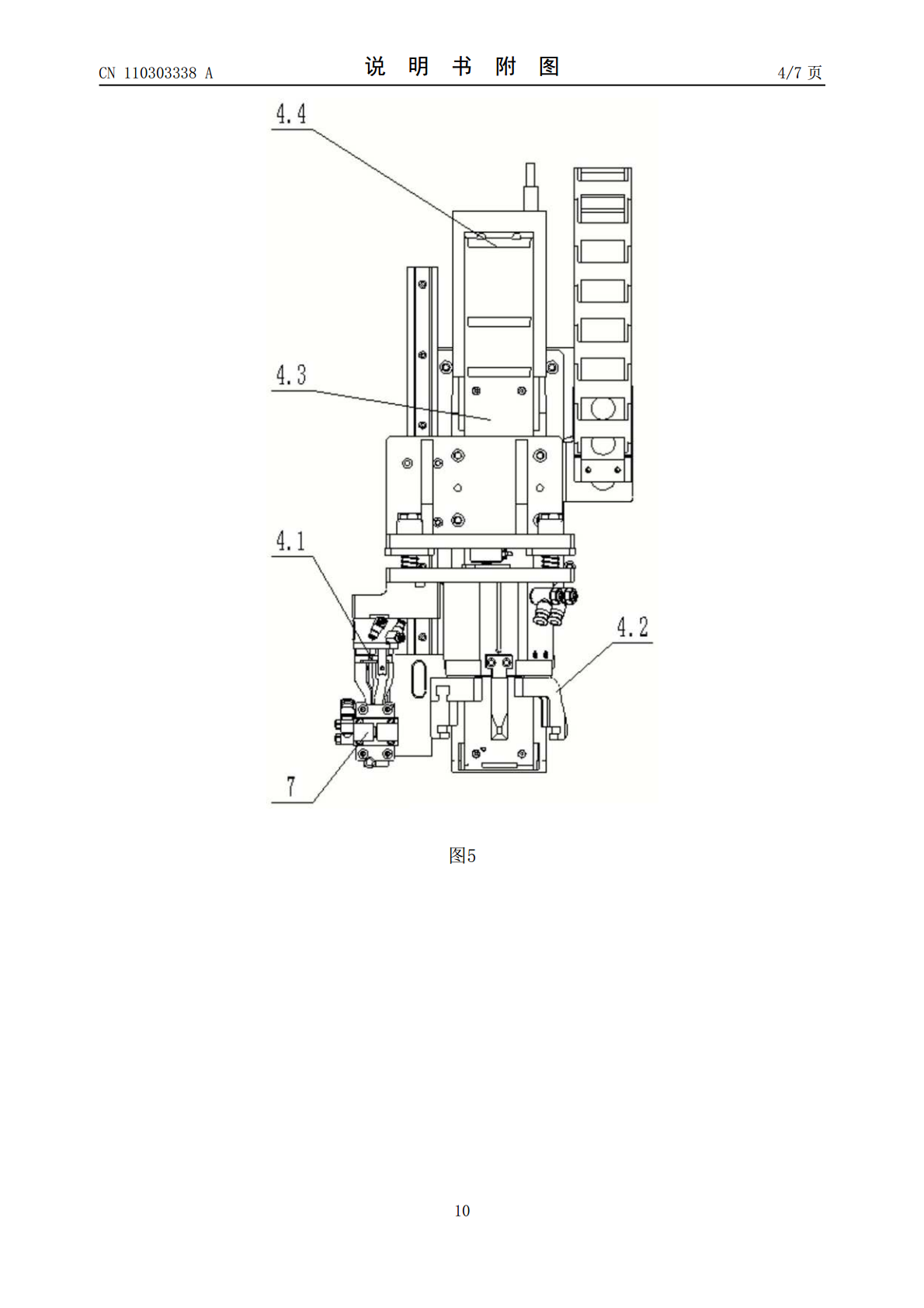
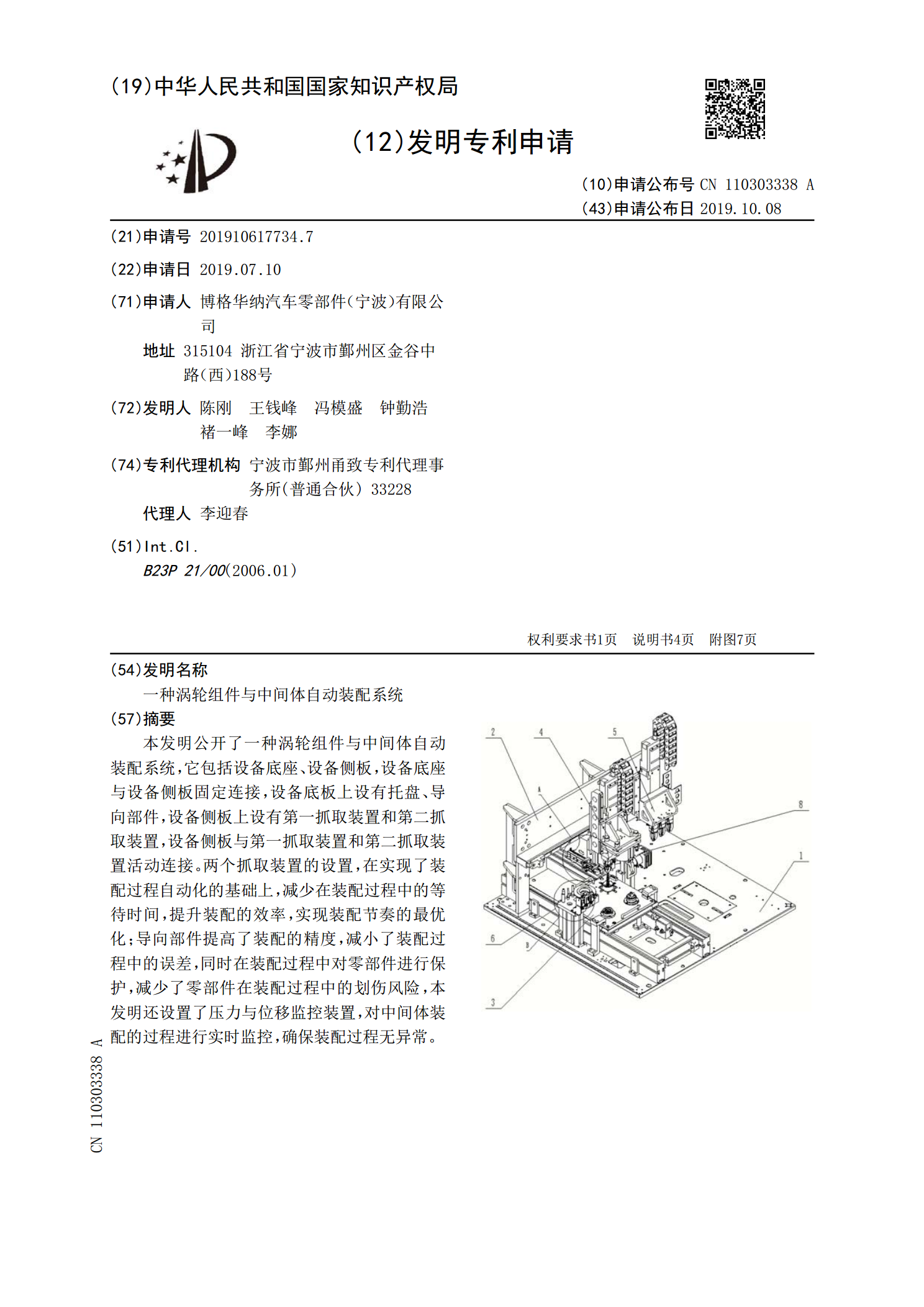
本发明公开了一种涡轮组件与中间体自动装配系统,它包括设备底座、设备侧板,设备底座与设备侧板固定连接,设备底板上设有托盘、导向部件,设备侧板上设有第一抓取装置和第二抓取装置,设备侧板与第一抓取装置和第二抓取装置活动连接。两个抓取装置的设置,在实现了装配过程自动化的基础上,减少在装配过程中的等待时间,提升装配的效率,实现装配节奏的最优化;导向部件提高了装配的精度,减小了装配过程中的误差,同时在装配过程中对零部件进行保护,减少了零部件在装配过程中的划伤风险,本发明还设置了压力与位移监控装置,对中间体装配的过程进

一种滑轮组件自动装配系统.pdf
本发明涉及一种滑轮组件自动装配系统,包括安装架,在安装架上分别设有钣金件供料装置、塑胶底件供料装置和输送线,在安装架上设有将钣金件供料装置、塑胶底件供料装置中的塑胶底件和钣金件移动到输送线的机械手,在安装架上还相应设有可将螺母安装到塑胶底件和将螺钉安装到塑胶底件以及将滑轮安装到塑胶底件的自动装配螺母装置、自动装配螺钉装置、自动装滑轮装置,在安装架上还设有将塑胶底件装配到钣金件中的滑轮组件自动组合装置。本发明具有效果好,效率高等优点。
一种制片夹组件自动装配系统.pdf
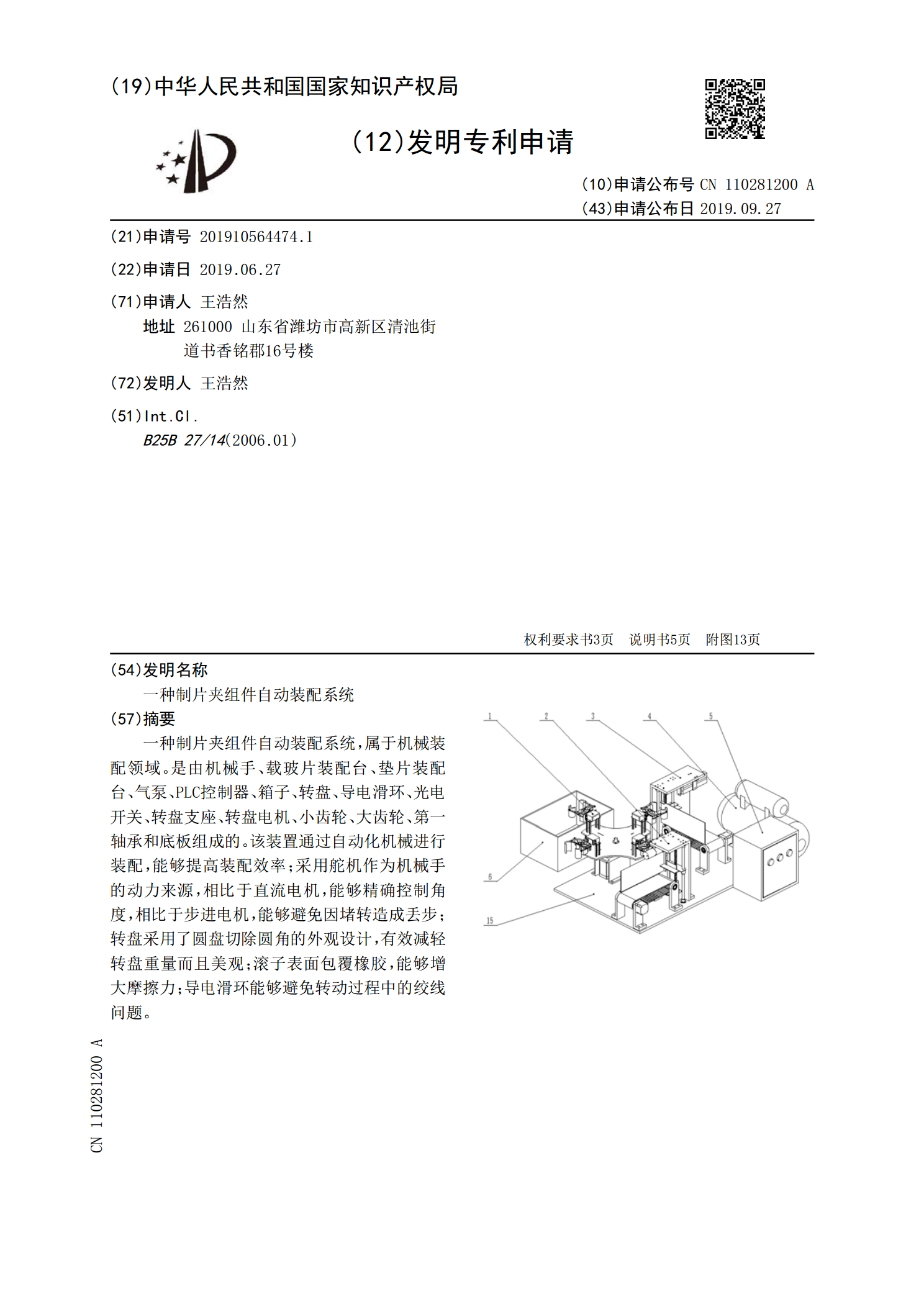
一种制片夹组件自动装配系统,属于机械装配领域。是由机械手、载玻片装配台、垫片装配台、气泵、PLC控制器、箱子、转盘、导电滑环、光电开关、转盘支座、转盘电机、小齿轮、大齿轮、第一轴承和底板组成的。该装置通过自动化机械进行装配,能够提高装配效率;采用舵机作为机械手的动力来源,相比于直流电机,能够精确控制角度,相比于步进电机,能够避免因堵转造成丢步;转盘采用了圆盘切除圆角的外观设计,有效减轻转盘重量而且美观;滚子表面包覆橡胶,能够增大摩擦力;导电滑环能够避免转动过程中的绞线问题。

滚动组件自动装配系统设计.doc
制造系统自动化技术作业题目:滚动组件自动装配系统设计班号:学号:姓名:日期:设计要求组件自动装配图及其相关参数组件由轴、滚轮和非标准开口弹簧挡圈组成,如图(a)所示。图(b)为非标准弹簧挡圈(材料为)。图(a)组件装配图(b)非标准开口弹簧挡圈图(a)中:设计内容及技术要求(1)为了提高零件的生产效率,降低生产成本,拟将轴和滚轮的径向配合尺寸公差扩大三倍,但装配后仍保持的配合性质。(2)绘制组件自动装配系统结构示意图,要求全面反映三个零件的装配过程及其结构(参见讲义图6-4)。(3)绘制三个零件的振动上料
一种涡轮增压核心组件装配传输机构.pdf
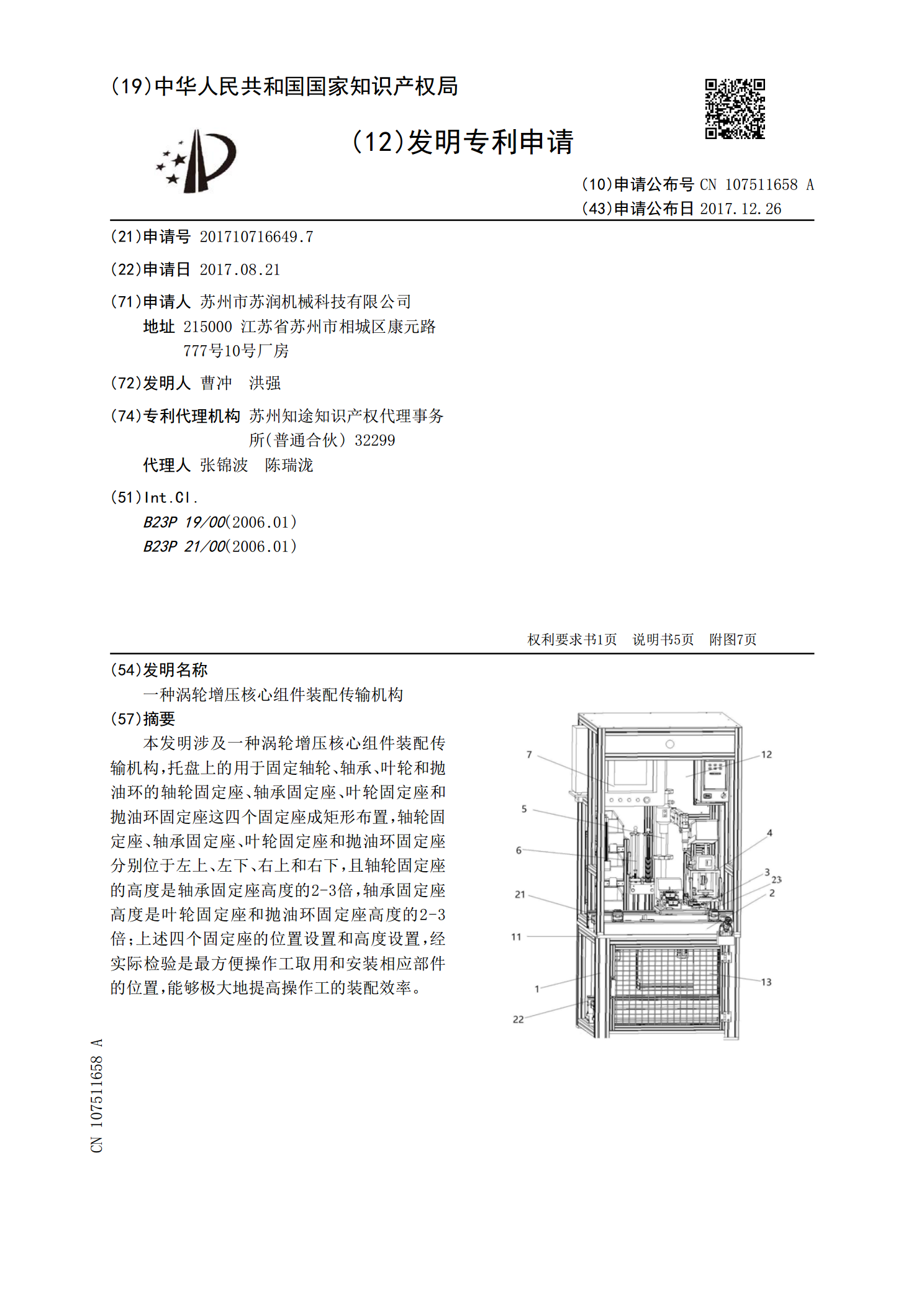
本发明涉及一种涡轮增压核心组件装配传输机构,托盘上的用于固定轴轮、轴承、叶轮和抛油环的轴轮固定座、轴承固定座、叶轮固定座和抛油环固定座这四个固定座成矩形布置,轴轮固定座、轴承固定座、叶轮固定座和抛油环固定座分别位于左上、左下、右上和右下,且轴轮固定座的高度是轴承固定座高度的2‑3倍,轴承固定座高度是叶轮固定座和抛油环固定座高度的2‑3倍;上述四个固定座的位置设置和高度设置,经实际检验是最方便操作工取用和安装相应部件的位置,能够极大地提高操作工的装配效率。