
一种整体式立铣刀刀体间隙磨削工艺的砂轮轨迹求解方法.pdf

是你****枝呀

1/10
2/10

3/10

4/10

5/10
6/10
7/10

8/10

9/10

10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种整体式立铣刀刀体间隙磨削工艺的砂轮轨迹求解方法.pdf
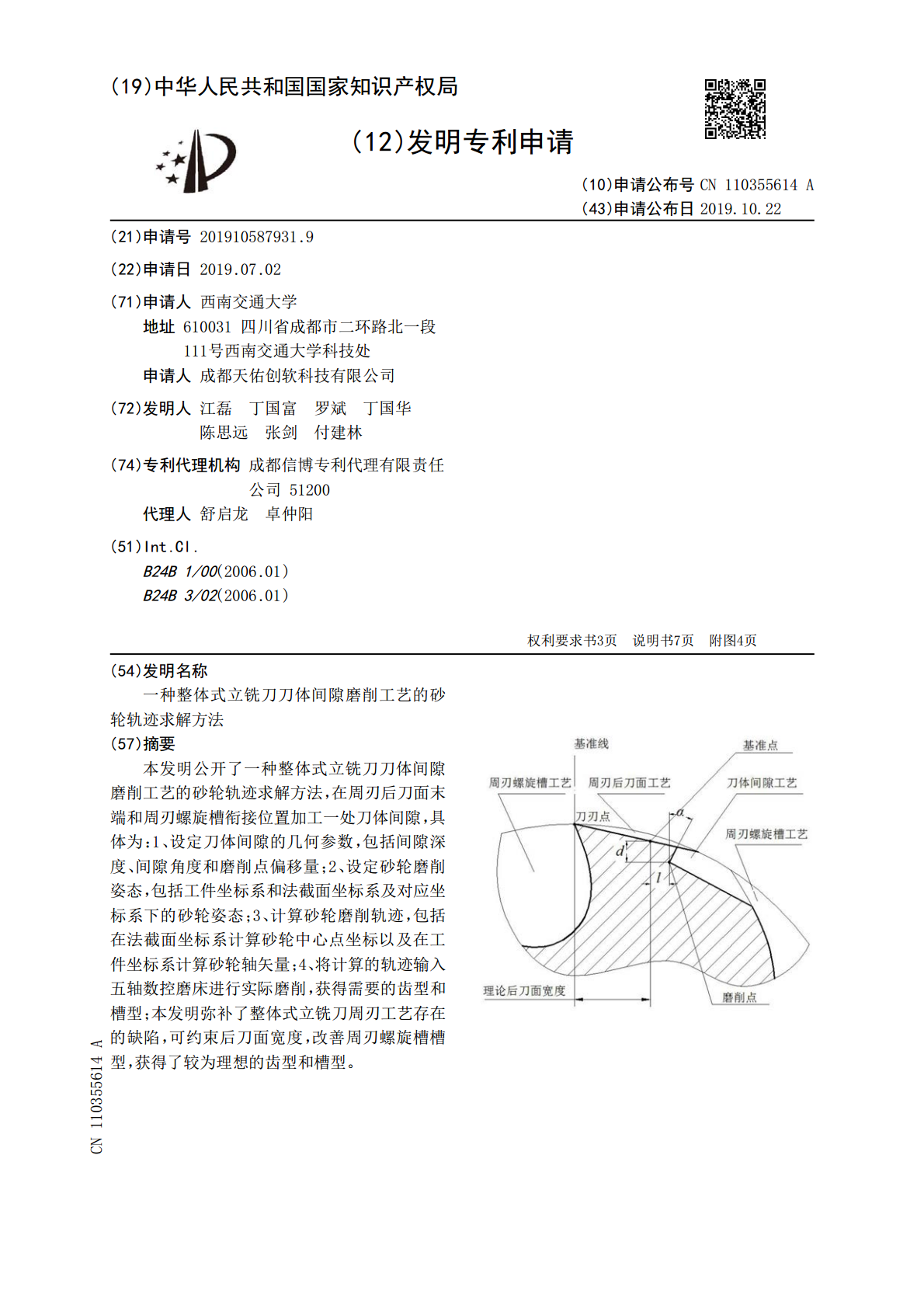
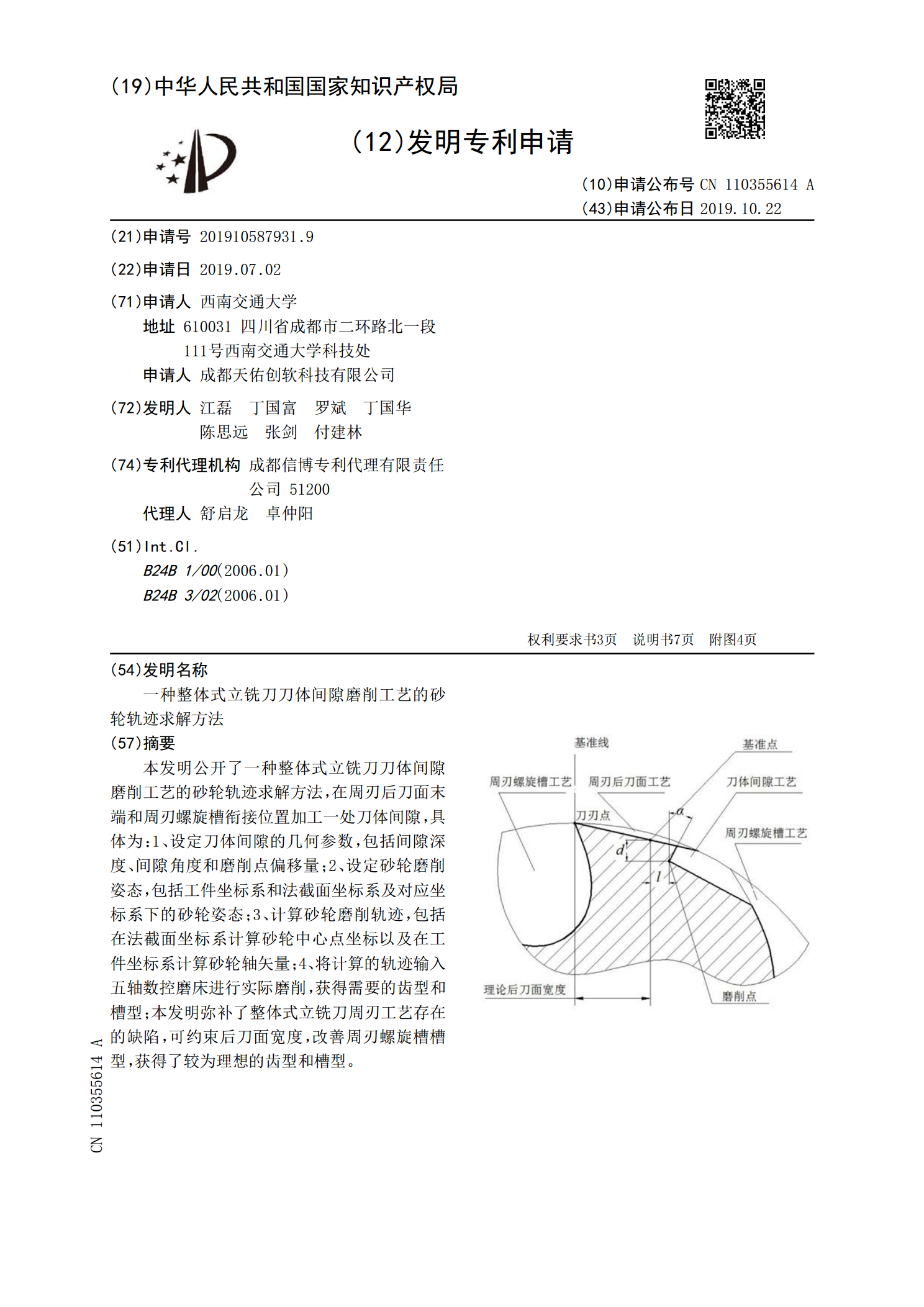
本发明公开了一种整体式立铣刀刀体间隙磨削工艺的砂轮轨迹求解方法,在周刃后刀面末端和周刃螺旋槽衔接位置加工一处刀体间隙,具体为:1、设定刀体间隙的几何参数,包括间隙深度、间隙角度和磨削点偏移量;2、设定砂轮磨削姿态,包括工件坐标系和法截面坐标系及对应坐标系下的砂轮姿态;3、计算砂轮磨削轨迹,包括在法截面坐标系计算砂轮中心点坐标以及在工件坐标系计算砂轮轴矢量;4、将计算的轨迹输入五轴数控磨床进行实际磨削,获得需要的齿型和槽型;本发明弥补了整体式立铣刀周刃工艺存在的缺陷,可约束后刀面宽度,改善周刃螺旋槽槽型,获
一种球头立铣刀端刃间隙磨削工艺的砂轮轨迹求解方法.pdf
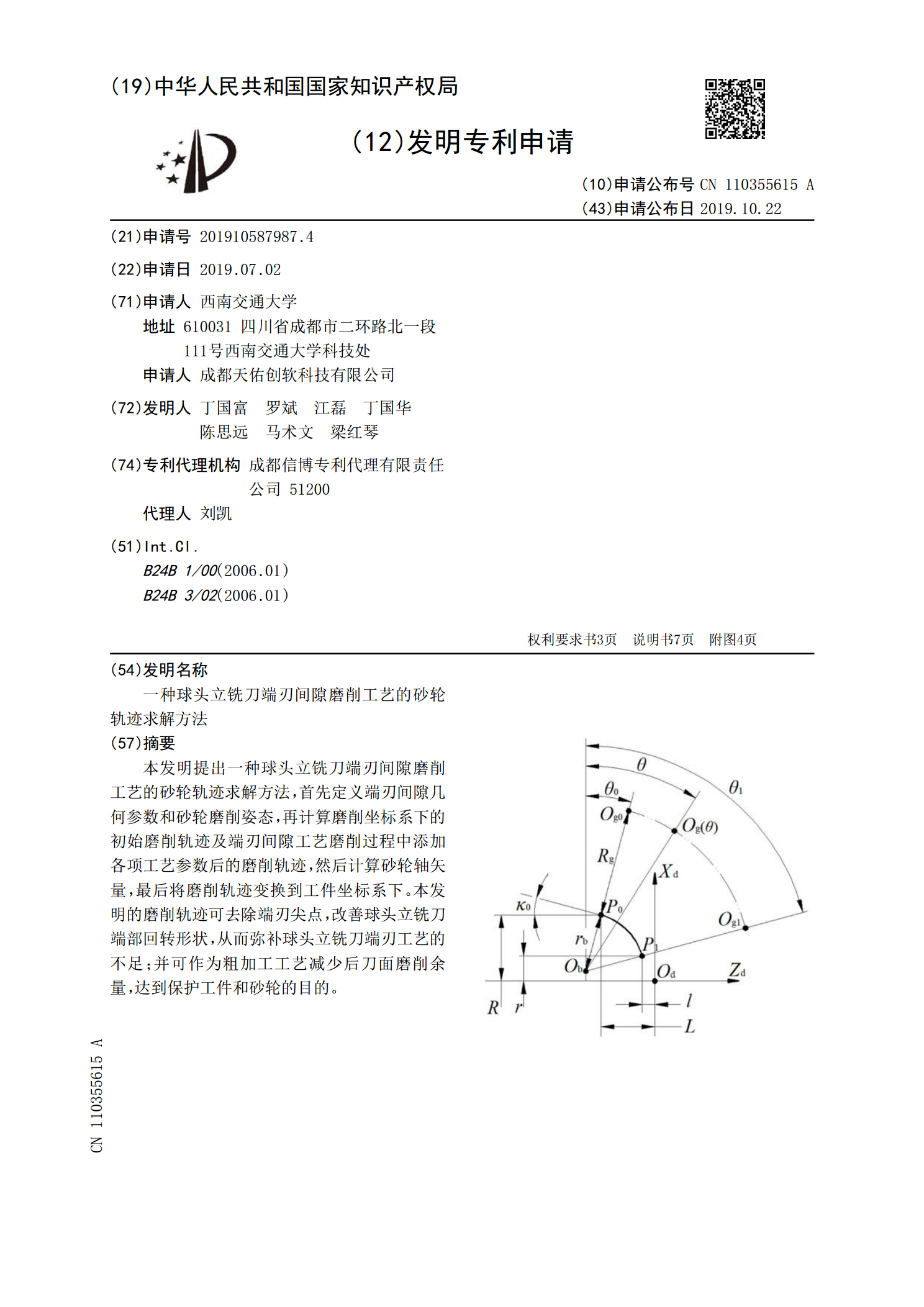
本发明提出一种球头立铣刀端刃间隙磨削工艺的砂轮轨迹求解方法,首先定义端刃间隙几何参数和砂轮磨削姿态,再计算磨削坐标系下的初始磨削轨迹及端刃间隙工艺磨削过程中添加各项工艺参数后的磨削轨迹,然后计算砂轮轴矢量,最后将磨削轨迹变换到工件坐标系下。本发明的磨削轨迹可去除端刃尖点,改善球头立铣刀端部回转形状,从而弥补球头立铣刀端刃工艺的不足;并可作为粗加工工艺减少后刀面磨削余量,达到保护工件和砂轮的目的。
一种圆弧头立铣刀圆弧刃前刀面的磨削轨迹求解方法.pdf
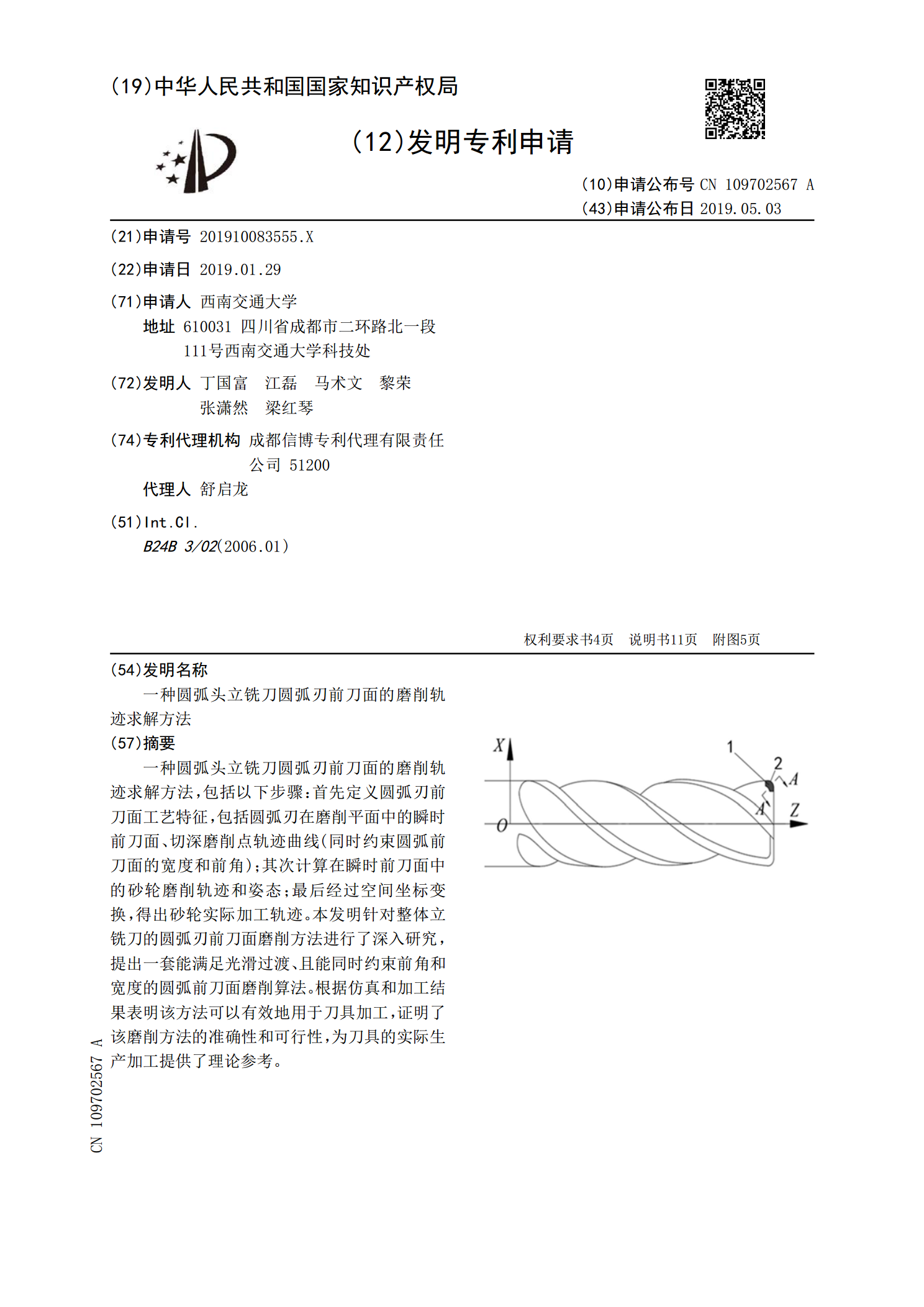
一种圆弧头立铣刀圆弧刃前刀面的磨削轨迹求解方法,包括以下步骤:首先定义圆弧刃前刀面工艺特征,包括圆弧刃在磨削平面中的瞬时前刀面、切深磨削点轨迹曲线(同时约束圆弧前刀面的宽度和前角);其次计算在瞬时前刀面中的砂轮磨削轨迹和姿态;最后经过空间坐标变换,得出砂轮实际加工轨迹。本发明针对整体立铣刀的圆弧刃前刀面磨削方法进行了深入研究,提出一套能满足光滑过渡、且能同时约束前角和宽度的圆弧前刀面磨削算法。根据仿真和加工结果表明该方法可以有效地用于刀具加工,证明了该磨削方法的准确性和可行性,为刀具的实际生产加工提供了理

基于砂轮磨损参数的立铣刀后刀面磨削轨迹补偿算法.docx
基于砂轮磨损参数的立铣刀后刀面磨削轨迹补偿算法摘要随着数控机床技术的不断进步和制造需求的不断提高,基于砂轮磨损参数的立铣刀后刀面磨削轨迹补偿算法成为了制造领域研究的热点之一。本文通过对砂轮磨损参数和补偿算法的研究,提出了一种基于砂轮磨损参数的立铣刀后刀面磨削轨迹补偿算法,该算法考虑了砂轮切削过程中的磨损和修整,可以有效地提高立铣刀的加工精度和加工效率。最后通过实验验证了该算法的可行性和有效性。关键词:砂轮磨损参数;立铣刀后刀面;磨削轨迹补偿算法;加工精度;加工效率。AbstractWiththeconti
一种内圆磨削更换砂轮免对刀的磨削方法.pdf
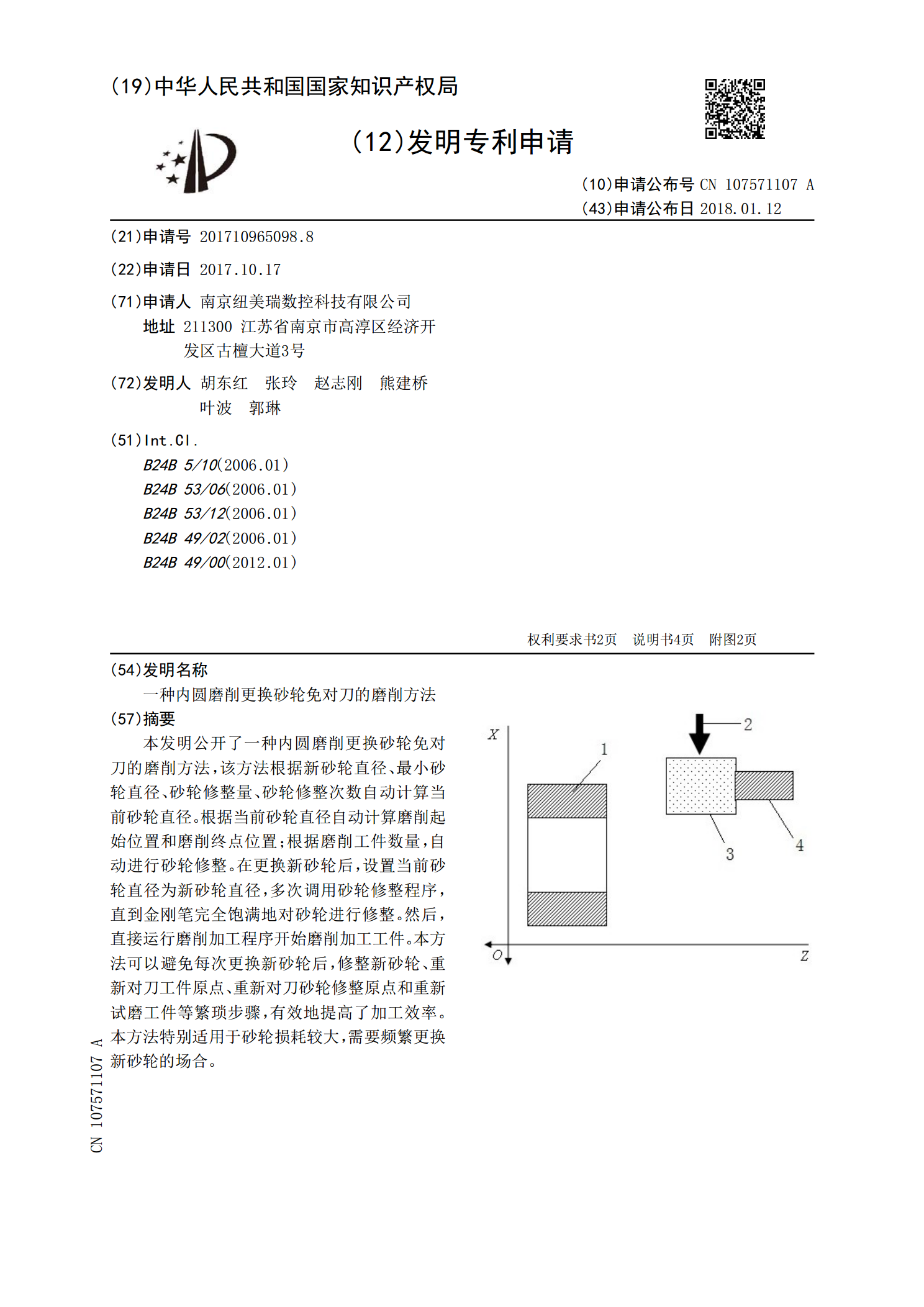
本发明公开了一种内圆磨削更换砂轮免对刀的磨削方法,该方法根据新砂轮直径、最小砂轮直径、砂轮修整量、砂轮修整次数自动计算当前砂轮直径。根据当前砂轮直径自动计算磨削起始位置和磨削终点位置;根据磨削工件数量,自动进行砂轮修整。在更换新砂轮后,设置当前砂轮直径为新砂轮直径,多次调用砂轮修整程序,直到金刚笔完全饱满地对砂轮进行修整。然后,直接运行磨削加工程序开始磨削加工工件。本方法可以避免每次更换新砂轮后,修整新砂轮、重新对刀工件原点、重新对刀砂轮修整原点和重新试磨工件等繁琐步骤,有效地提高了加工效率。本方法特别适