
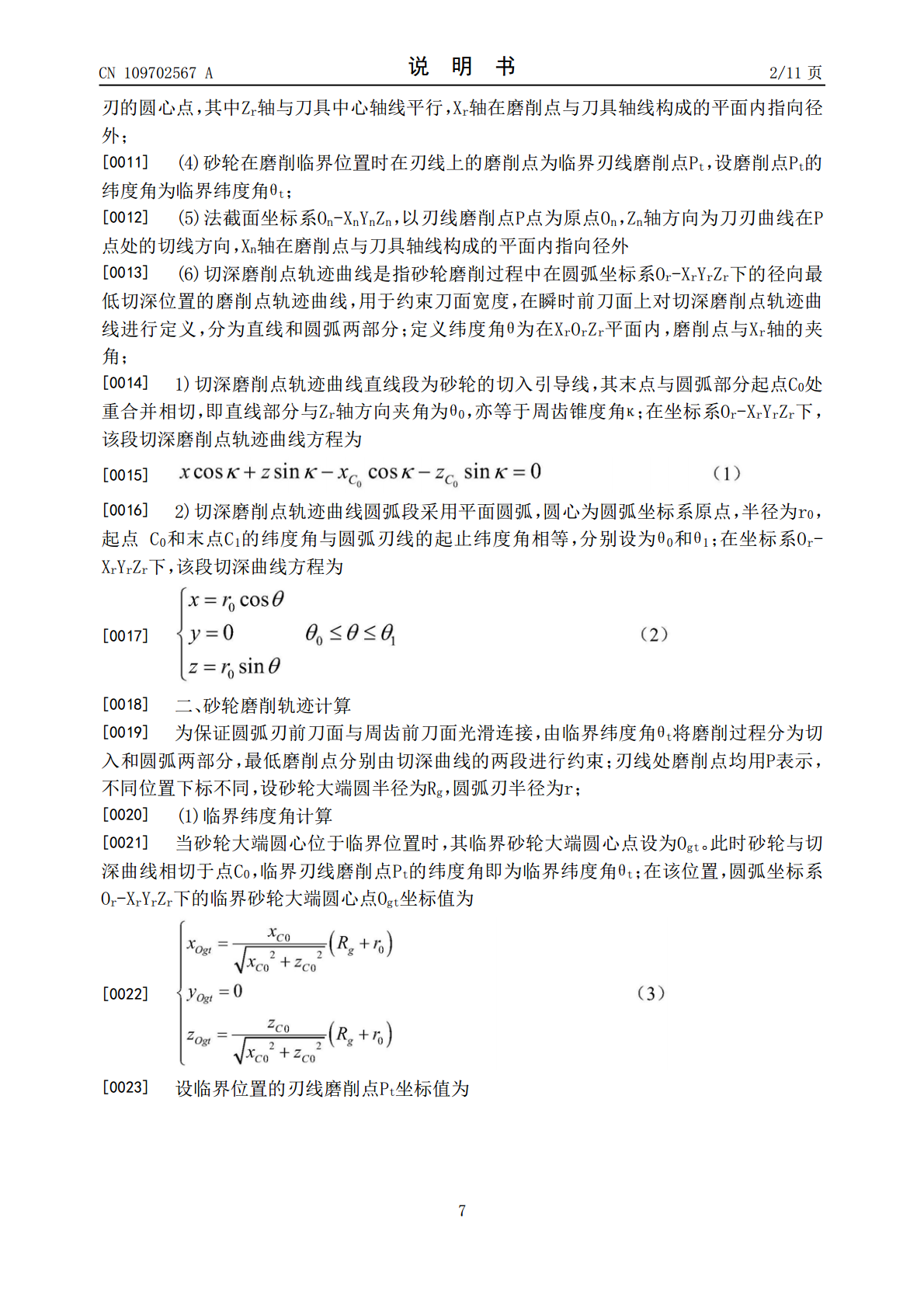
一种圆弧头立铣刀圆弧刃前刀面的磨削轨迹求解方法.pdf

小宏****aa

1/10
2/10

3/10
4/10

5/10
6/10
7/10

8/10

9/10
10/10
亲,该文档总共21页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种圆弧头立铣刀圆弧刃前刀面的磨削轨迹求解方法.pdf
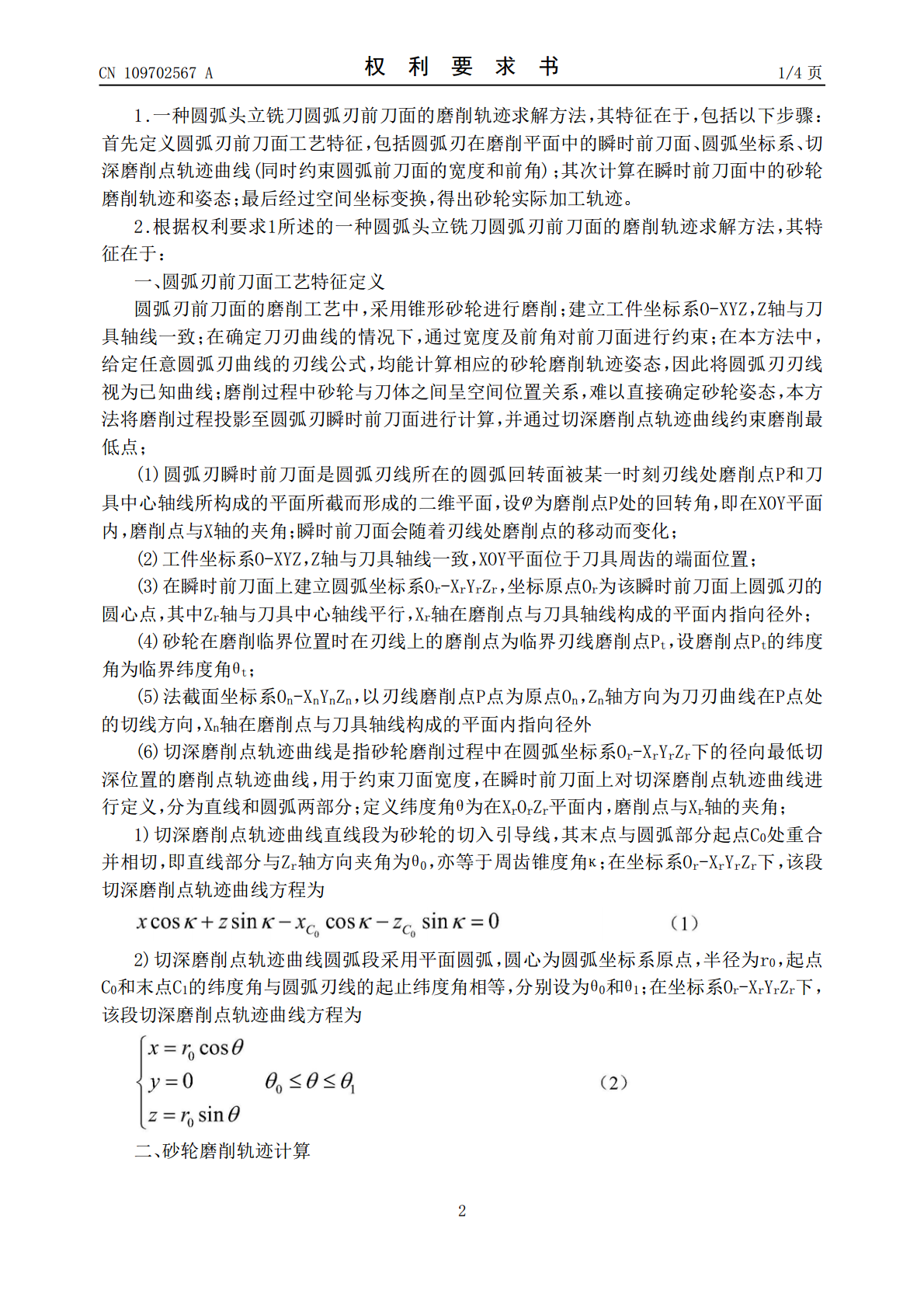
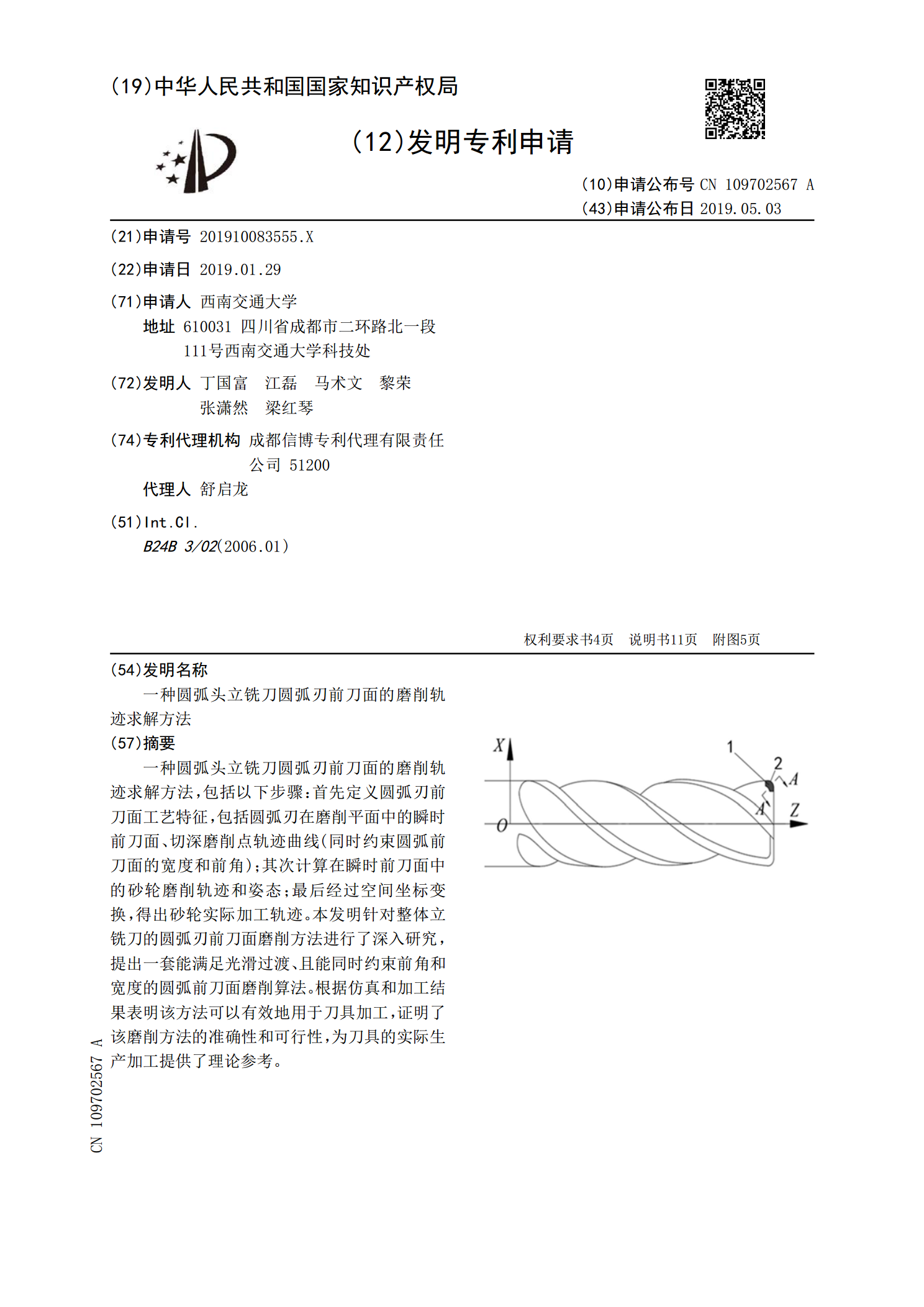
一种圆弧头立铣刀圆弧刃前刀面的磨削轨迹求解方法,包括以下步骤:首先定义圆弧刃前刀面工艺特征,包括圆弧刃在磨削平面中的瞬时前刀面、切深磨削点轨迹曲线(同时约束圆弧前刀面的宽度和前角);其次计算在瞬时前刀面中的砂轮磨削轨迹和姿态;最后经过空间坐标变换,得出砂轮实际加工轨迹。本发明针对整体立铣刀的圆弧刃前刀面磨削方法进行了深入研究,提出一套能满足光滑过渡、且能同时约束前角和宽度的圆弧前刀面磨削算法。根据仿真和加工结果表明该方法可以有效地用于刀具加工,证明了该磨削方法的准确性和可行性,为刀具的实际生产加工提供了理
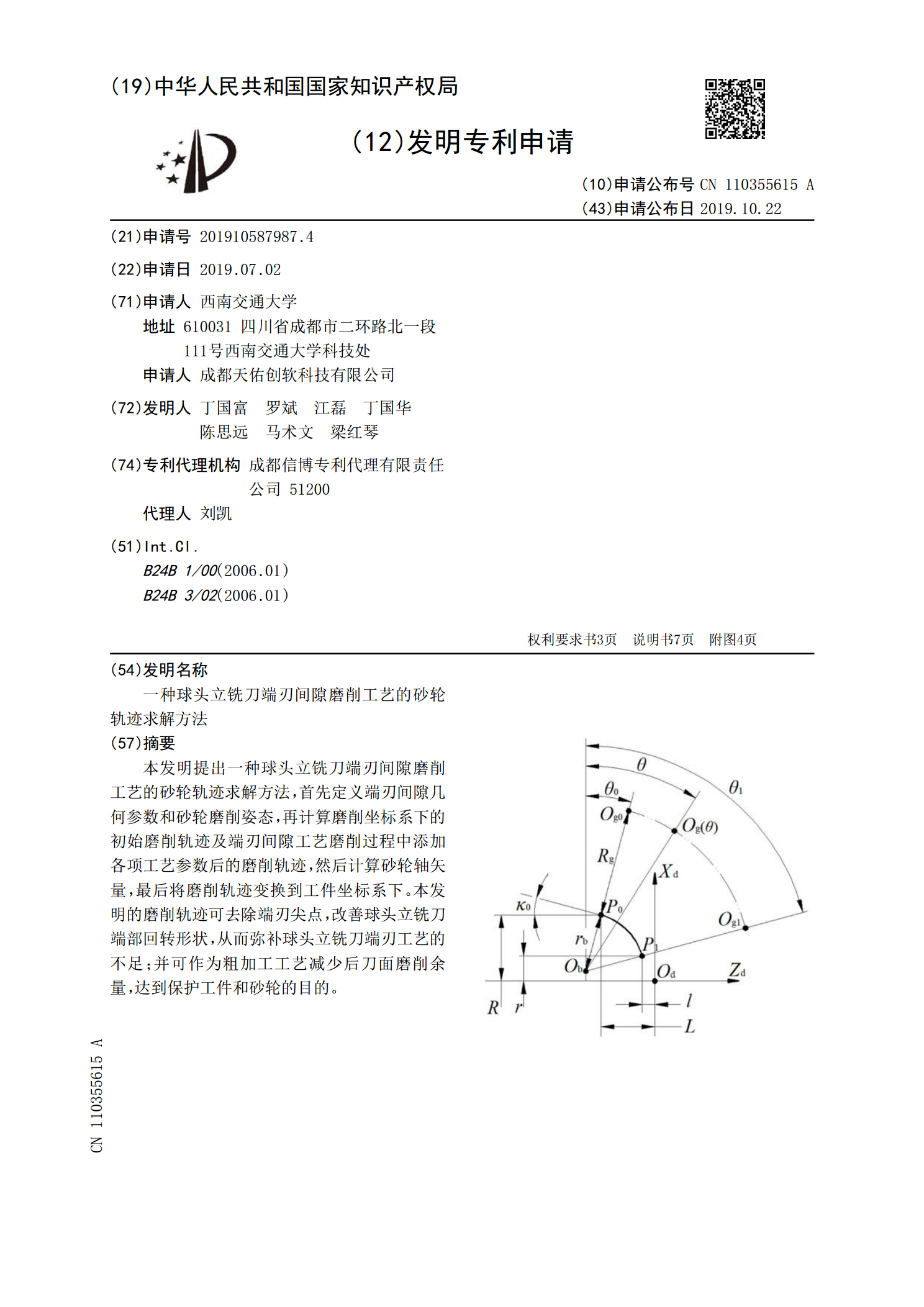
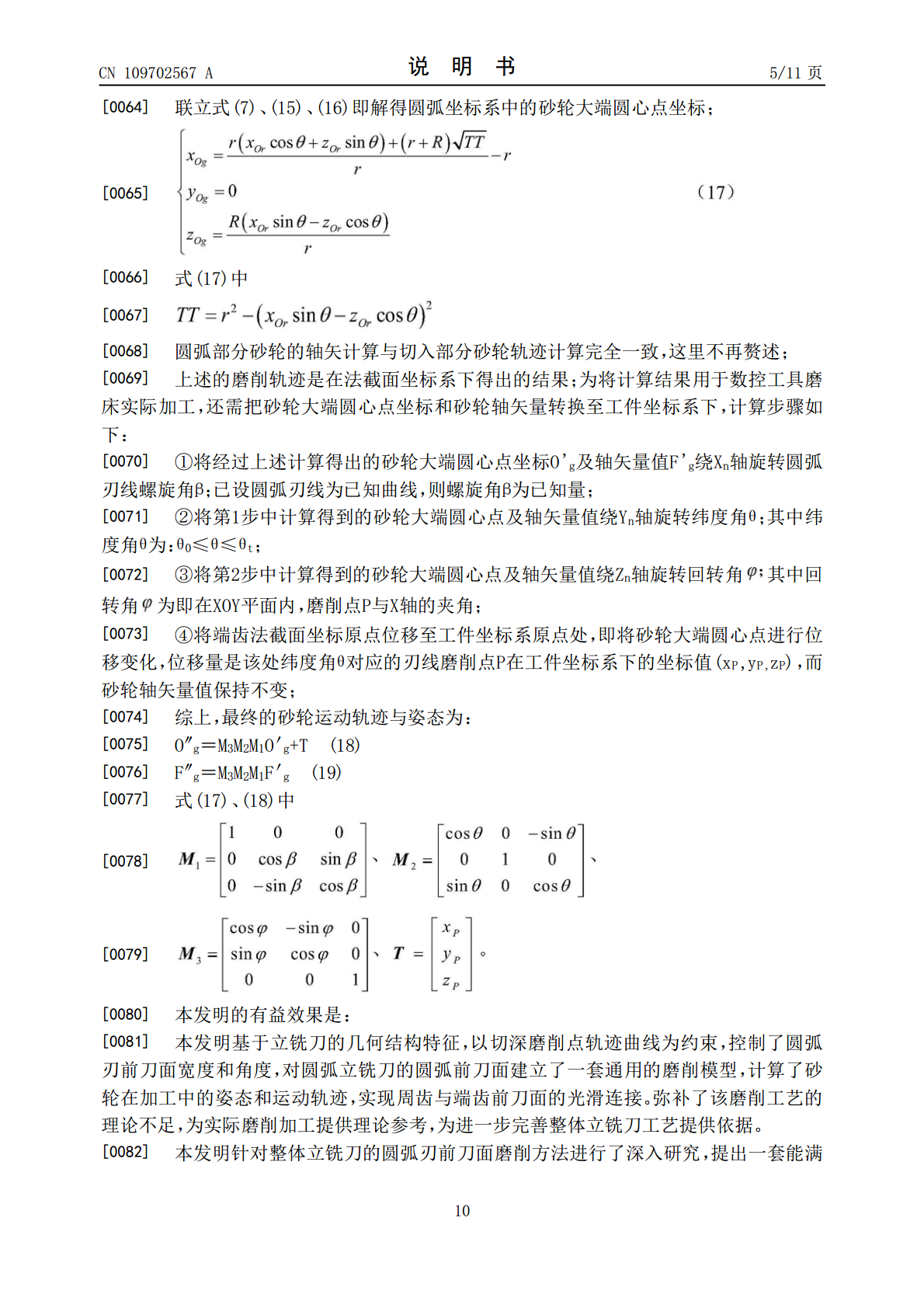
一种球头立铣刀端刃间隙磨削工艺的砂轮轨迹求解方法.pdf
本发明提出一种球头立铣刀端刃间隙磨削工艺的砂轮轨迹求解方法,首先定义端刃间隙几何参数和砂轮磨削姿态,再计算磨削坐标系下的初始磨削轨迹及端刃间隙工艺磨削过程中添加各项工艺参数后的磨削轨迹,然后计算砂轮轴矢量,最后将磨削轨迹变换到工件坐标系下。本发明的磨削轨迹可去除端刃尖点,改善球头立铣刀端部回转形状,从而弥补球头立铣刀端刃工艺的不足;并可作为粗加工工艺减少后刀面磨削余量,达到保护工件和砂轮的目的。

一种磨削凸圆弧面的装置及方法.pdf
一种磨削凸圆弧面的装置及方法,由设置在内圆磨床上的固定基座、滑动支承座、转动块、伸缩管、夹具和砂轮组成;在滑动支承座上有一个水平设置的长槽孔,滑动支承座通过穿设在长槽孔内的T型螺栓与固定基座连接;转动块与一根穿设在滑动支承座上部的转动轴连接成一体;在转动块上设有两个通孔,通孔的轴线与转动轴的轴线垂直,两根伸缩管分别穿设在两个通孔内;夹具固定在伸缩管的一端;砂轮与固定在夹具上的工件相对,并且砂轮的轮轴与转动轴平行。调整工件加工面到转动轴的距离等于凸圆弧面半径与磨削量之和,并用砂轮进行磨削。解决了在内圆磨床磨

一种圆弧砂轮磨削圆弧直槽的方法.pdf
本发明提出了一种使用圆弧砂轮磨削圆弧直槽的方法。用圆弧砂轮磨削圆弧直槽,从砂轮圆弧母面与工件直槽圆弧面的空间啮合关系出发,推导啮合方程,当满足啮合方程的接触点平均误差越小、槽宽误差越小时,计算的砂轮安装角为最优角度,砂轮不用修形就可以实现用一种圆弧砂轮磨削不同圆弧半径和槽宽的圆弧直槽工件,从而大大减少砂轮的种类,提高生产效率。仿真和实际加工结果表明该方法切实可行,加工的圆弧直槽精度满足产品要求。

一种圆弧槽及圆弧的数控磨削方法.pdf
一种圆弧槽及圆弧的数控磨削方法其特征在于包括以下步骤:1切削工艺方案的设计;2设计计算出合理的切削角度及砂轮尺寸;3UG模拟分析工艺参数。本发明实现了用普通砂轮对带有大直径的圆弧窄槽以及中小型难车削零件的加工,替代了大型车削设备,且加工效率明显高于车削。可以应用于航空发动机涡轮加工以及高温合金难加工材料制造领域。