
烧结机台车轨道精确调整方法.pdf

和裕****az

1/10
2/10
3/10
4/10
5/10
6/10
7/10

8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
烧结机台车轨道精确调整方法.pdf
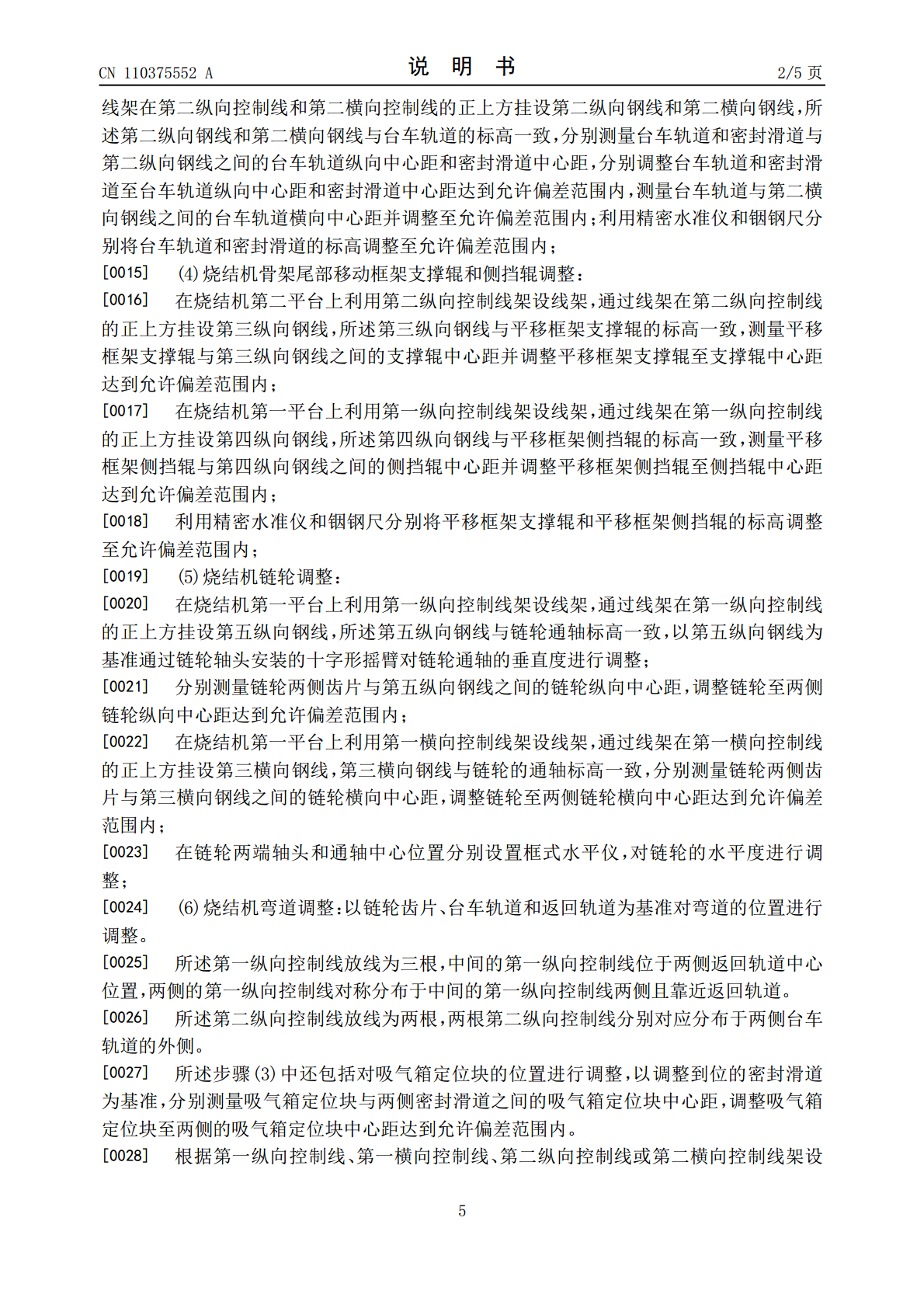
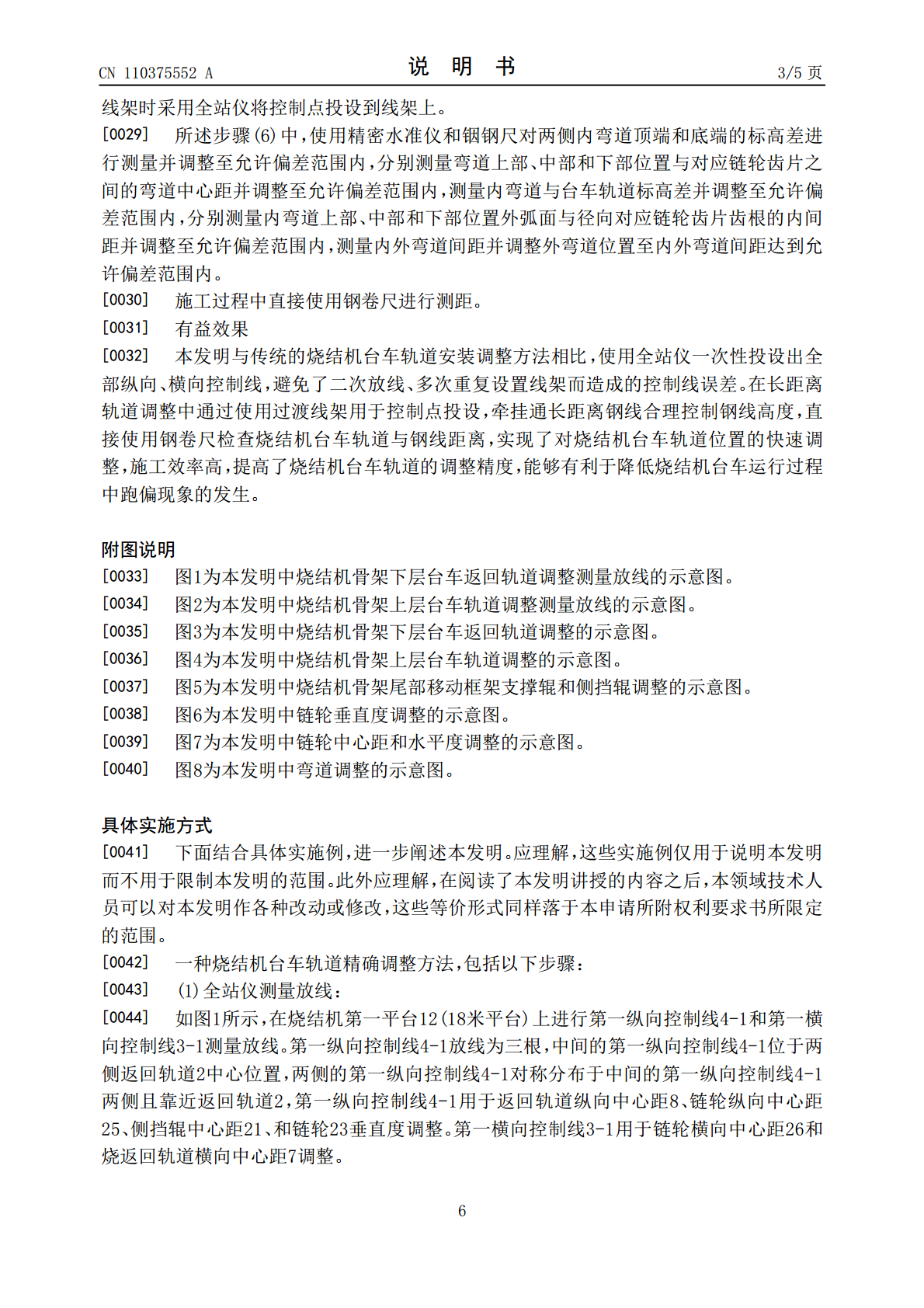
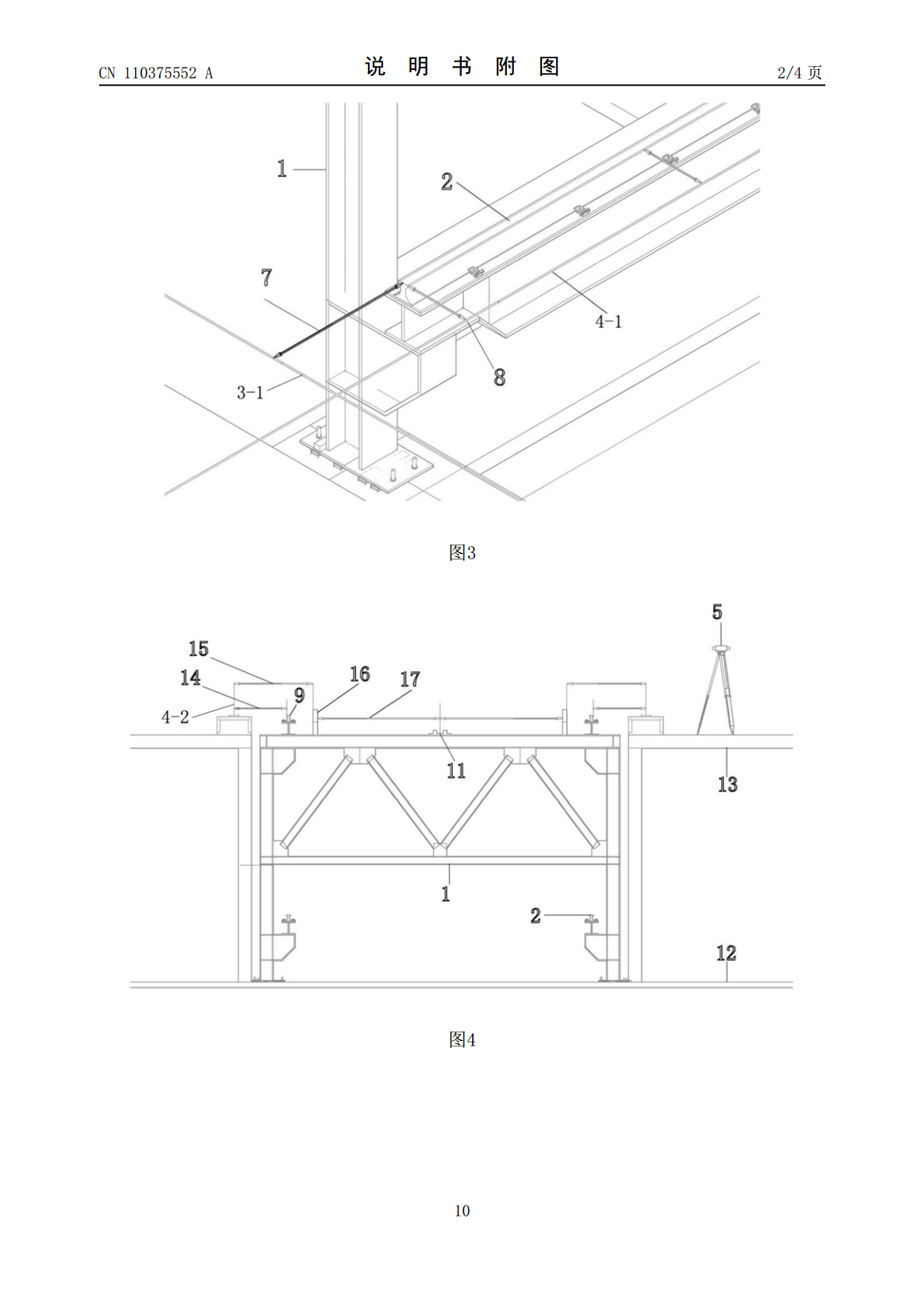
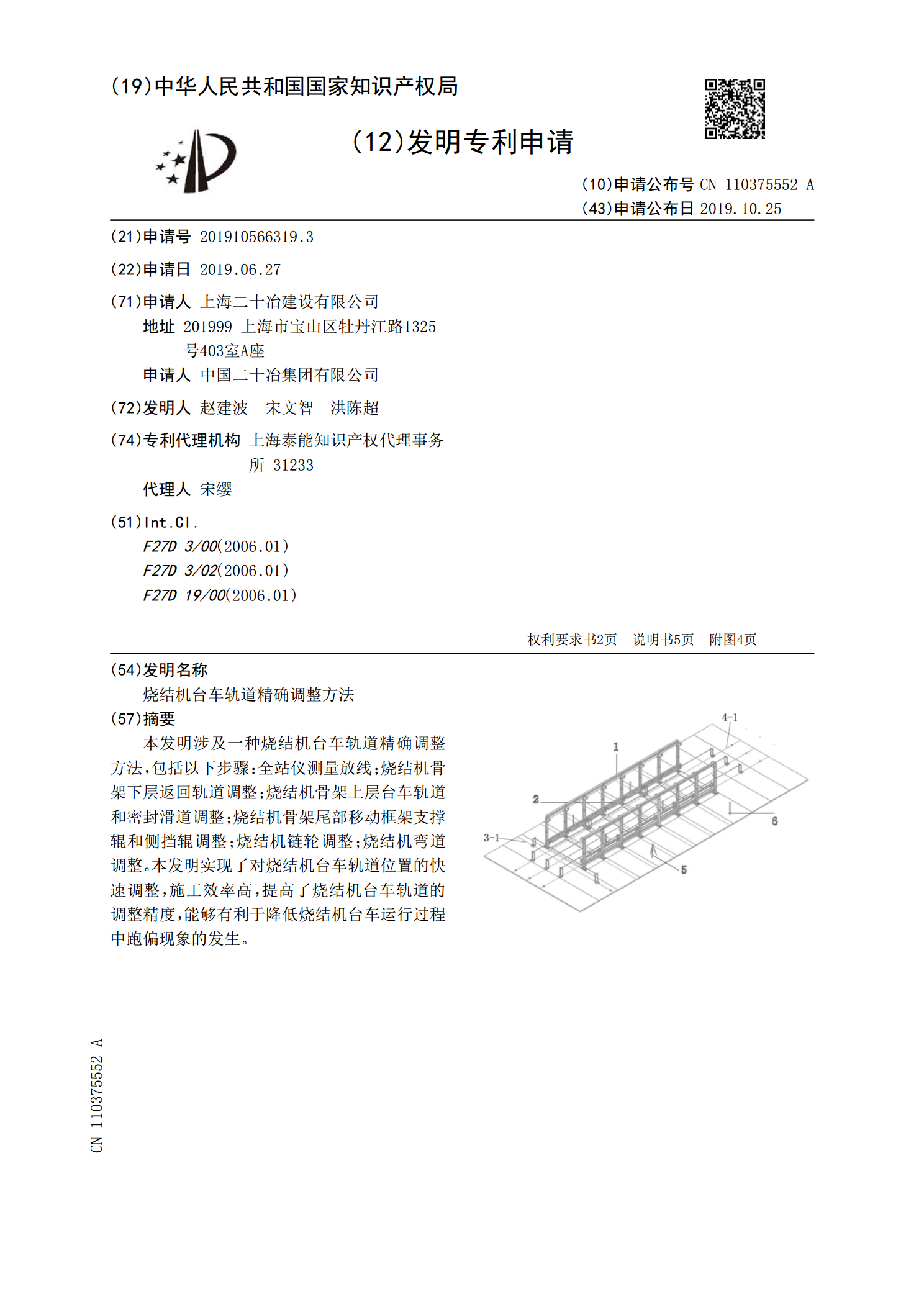
本发明涉及一种烧结机台车轨道精确调整方法,包括以下步骤:全站仪测量放线;烧结机骨架下层返回轨道调整;烧结机骨架上层台车轨道和密封滑道调整;烧结机骨架尾部移动框架支撑辊和侧挡辊调整;烧结机链轮调整;烧结机弯道调整。本发明实现了对烧结机台车轨道位置的快速调整,施工效率高,提高了烧结机台车轨道的调整精度,能够有利于降低烧结机台车运行过程中跑偏现象的发生。
烧结机返程台车搭肩调整装置.pdf
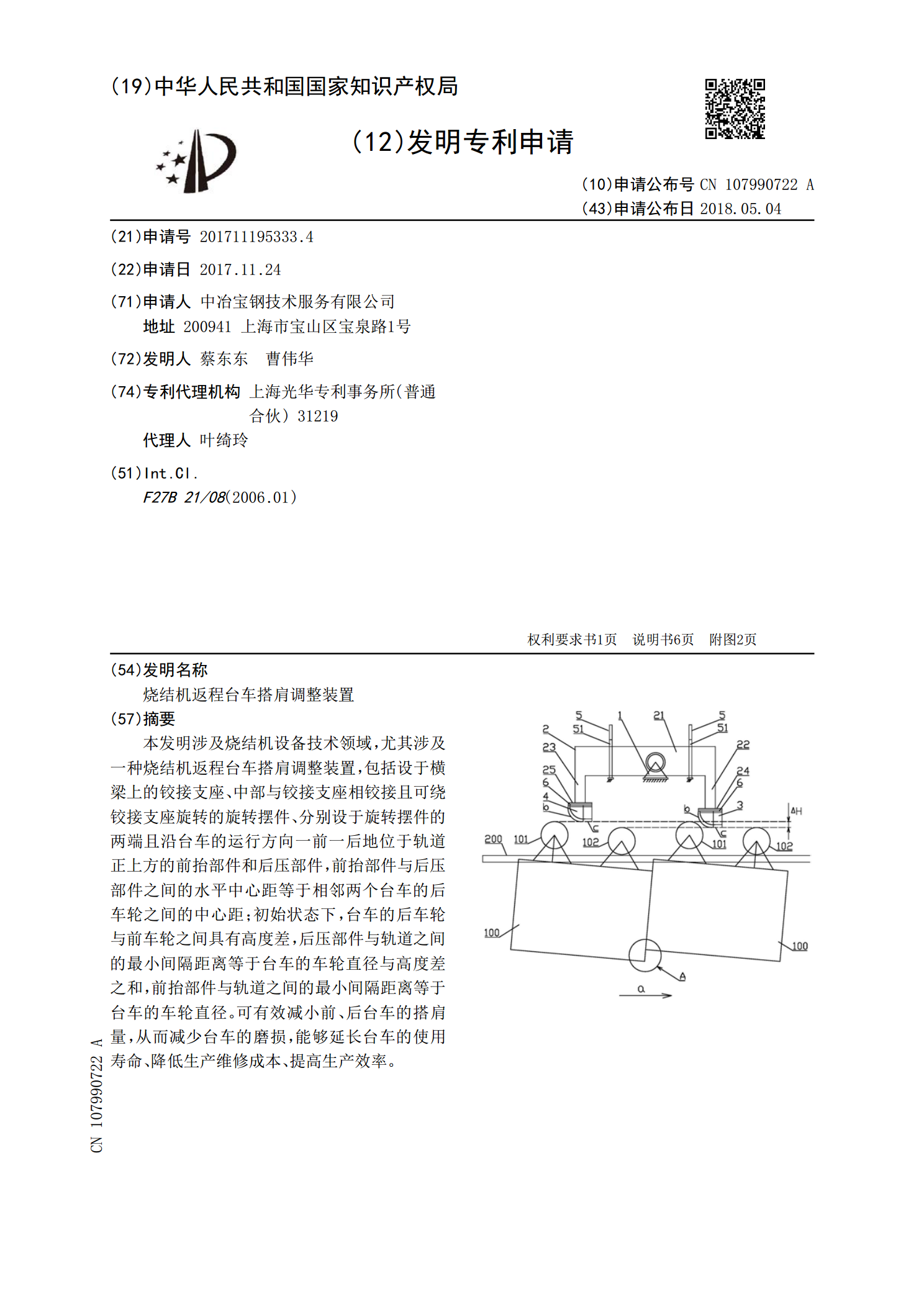
本发明涉及烧结机设备技术领域,尤其涉及一种烧结机返程台车搭肩调整装置,包括设于横梁上的铰接支座、中部与铰接支座相铰接且可绕铰接支座旋转的旋转摆件、分别设于旋转摆件的两端且沿台车的运行方向一前一后地位于轨道正上方的前抬部件和后压部件,前抬部件与后压部件之间的水平中心距等于相邻两个台车的后车轮之间的中心距;初始状态下,台车的后车轮与前车轮之间具有高度差,后压部件与轨道之间的最小间隔距离等于台车的车轮直径与高度差之和,前抬部件与轨道之间的最小间隔距离等于台车的车轮直径。可有效减小前、后台车的搭肩量,从而减少台车
烧结机台车撑杆装置及检修烧结机的方法.pdf
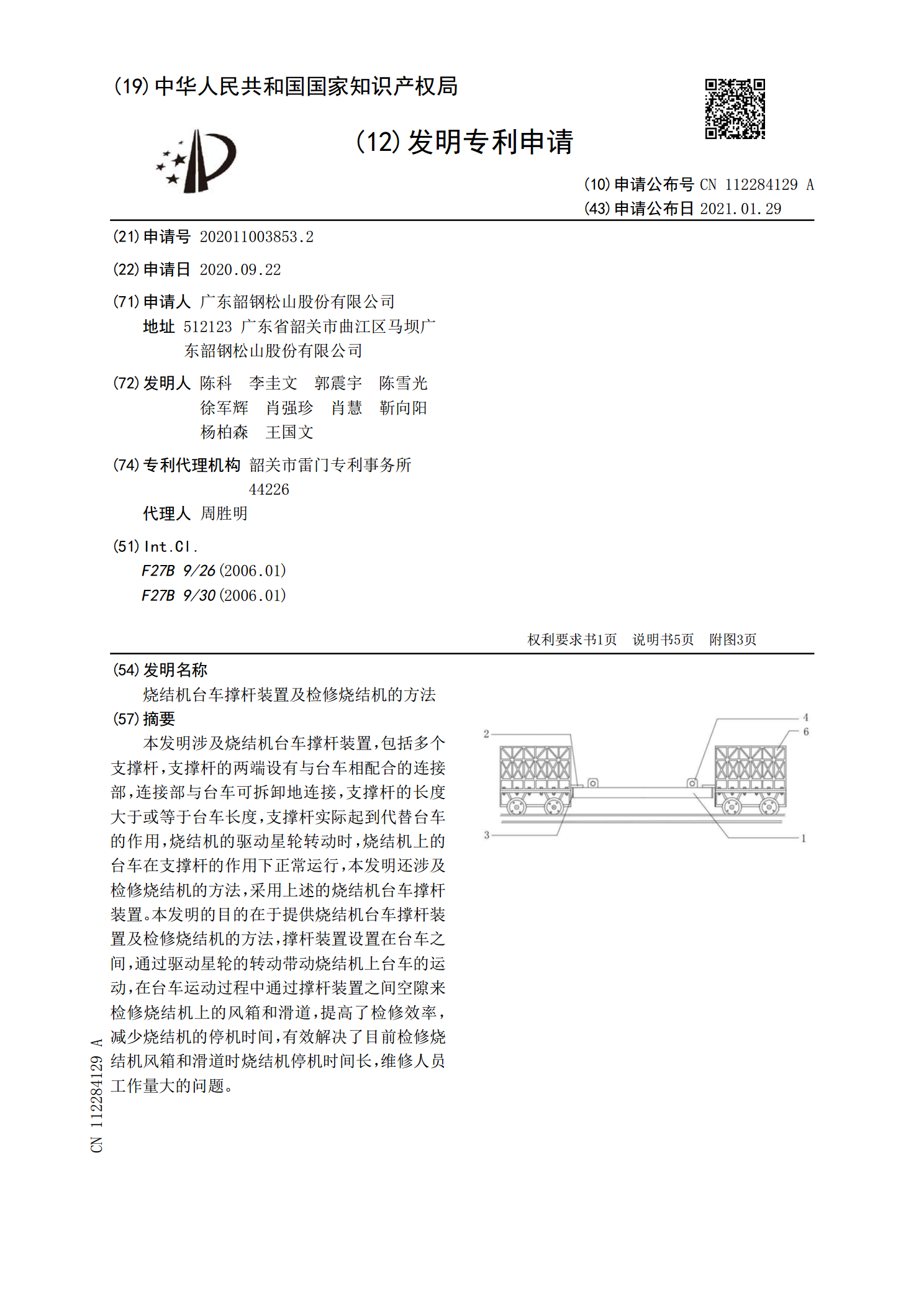
本发明涉及烧结机台车撑杆装置,包括多个支撑杆,支撑杆的两端设有与台车相配合的连接部,连接部与台车可拆卸地连接,支撑杆的长度大于或等于台车长度,支撑杆实际起到代替台车的作用,烧结机的驱动星轮转动时,烧结机上的台车在支撑杆的作用下正常运行,本发明还涉及检修烧结机的方法,采用上述的烧结机台车撑杆装置。本发明的目的在于提供烧结机台车撑杆装置及检修烧结机的方法,撑杆装置设置在台车之间,通过驱动星轮的转动带动烧结机上台车的运动,在台车运动过程中通过撑杆装置之间空隙来检修烧结机上的风箱和滑道,提高了检修效率,减少烧结机
移动式轨道板精确调整装置.pdf
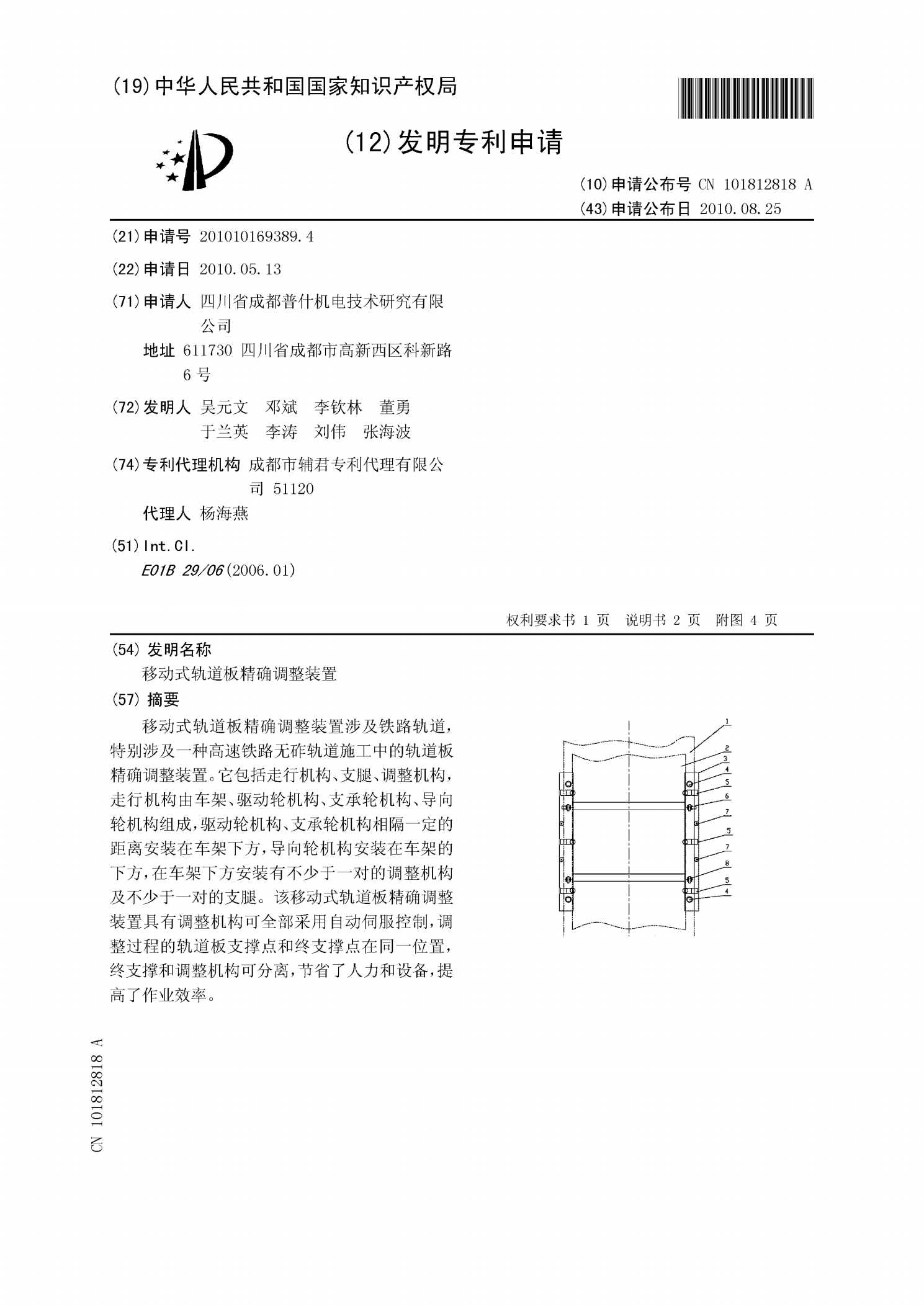
移动式轨道板精确调整装置涉及铁路轨道,特别涉及一种高速铁路无砟轨道施工中的轨道板精确调整装置。它包括走行机构、支腿、调整机构,走行机构由车架、驱动轮机构、支承轮机构、导向轮机构组成,驱动轮机构、支承轮机构相隔一定的距离安装在车架下方,导向轮机构安装在车架的下方,在车架下方安装有不少于一对的调整机构及不少于一对的支腿。该移动式轨道板精确调整装置具有调整机构可全部采用自动伺服控制,调整过程的轨道板支撑点和终支撑点在同一位置,终支撑和调整机构可分离,节省了人力和设备,提高了作业效率。
一种烧结机合入台车的方法.pdf
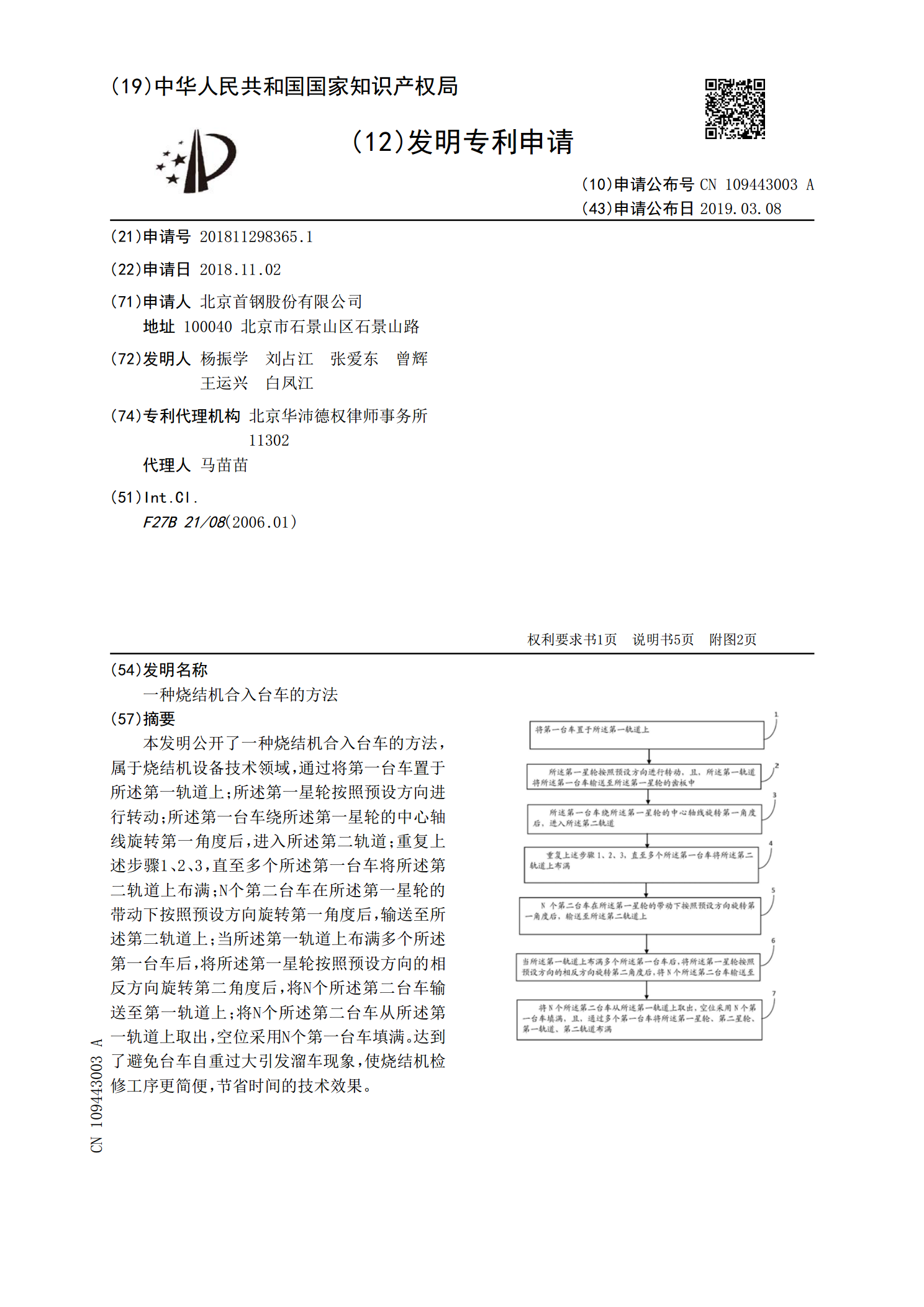
本发明公开了一种烧结机合入台车的方法,属于烧结机设备技术领域,通过将第一台车置于所述第一轨道上;所述第一星轮按照预设方向进行转动;所述第一台车绕所述第一星轮的中心轴线旋转第一角度后,进入所述第二轨道;重复上述步骤1、2、3,直至多个所述第一台车将所述第二轨道上布满;N个第二台车在所述第一星轮的带动下按照预设方向旋转第一角度后,输送至所述第二轨道上;当所述第一轨道上布满多个所述第一台车后,将所述第一星轮按照预设方向的相反方向旋转第二角度后,将N个所述第二台车输送至第一轨道上;将N个所述第二台车从所述第一轨道