
酸连轧机组酸洗工艺概述专业知识讲座.ppt

你的****书屋

1/10
2/10

3/10
4/10

5/10
6/10

7/10
8/10
9/10

10/10
亲,该文档总共56页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

酸连轧机组酸洗工艺概述专业知识讲座.ppt
冷轧板带钢特点热轧和冷轧的界限应以金属的再结晶温度T再来区分,即高于T再的轧制为热轧,低于T再的轧制为冷轧。钢的再结晶温度T再=450~650℃。①冷轧带钢产品尺寸精确,厚度均匀,带钢厚度差一般不超过0.01~0.03毫米或更小,完全可以符合高精度公差的要求;②可获得热轧无法生产的极薄带材。现代热连轧机,目前设计可能轧出最小厚度为1.2mm,但实际生产中很少生产1.8mm或1.5mm以下的热轧板带。现代冷连轧宽带轧机可生产厚为0.10~0.17mm的冷轧薄板,作为镀锌原板,多辊冷轧机或窄带钢冷轧机则可生产
酸连轧机组——酸洗工艺概述.ppt
酸连轧机组酸洗工艺概述冷轧板带钢特点热轧和冷轧的界限应以金属的再结晶温度T再来区分,即高于T再的轧制为热轧,低于T再的轧制为冷轧。钢的再结晶温度T再=450~650℃。①冷轧带钢产品尺寸精确,厚度均匀,带钢厚度差一般不超过0.01~0.03毫米或更小,完全可以符合高精度公差的要求;②可获得热轧无法生产的极薄带材。现代热连轧机,目前设计可能轧出最小厚度为1.2mm,但实际生产中很少生产1.8mm或1.5mm以下的热轧板带。现代冷连轧宽带轧机可生产厚为0.10~0.17mm的冷轧薄板,作为镀锌原板,多辊冷轧机

酸洗连轧联合机组试运转技术.docx
酸洗连轧联合机组试运转技术酸洗连轧联合机组试运转技术摘要:随着现代工业的发展,钢铁行业成为国民经济中重要的支柱产业之一。在生产过程中,酸洗连轧联合机组是钢铁产品生产中的重要环节。本论文将探讨酸洗连轧联合机组试运转技术,包括机组原理、试运转的准备工作和具体操作步骤等方面,旨在提供一些关于酸洗连轧联合机组试运转技术的实用指导和经验。关键词:酸洗,连轧,联合机组,试运转,技术1.引言酸洗连轧联合机组试运转技术是指在安装和调试完成后,通过对机组进行试车运转,检验设备是否能够正常运行、调节机组的工艺参数,为机组的正

酸洗一冷连轧联合机组的特点.doc
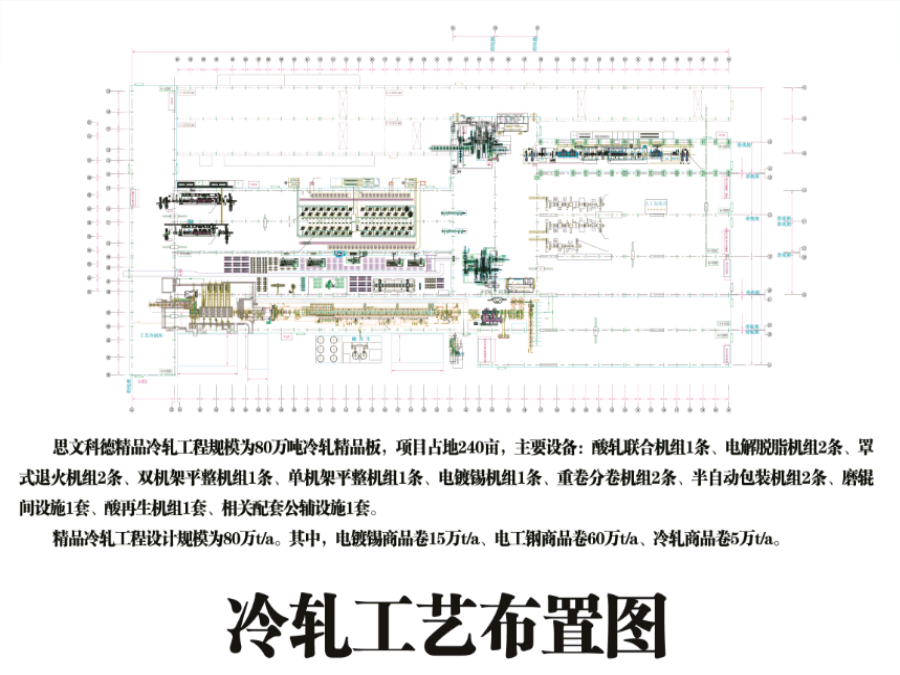
酸洗一冷连轧联合机组的特点酸洗一冷连轧联合机组是在全连续式(无头轧制)冷轧机的基础上发展起来的。前者的优点也基本上包含了后者所有的优点并有所发展。酸洗一冷连轧联合机组的优点是:(1)设备减少,与传统的常规轧机相比,省掉了酸洗机组的尾部和连轧机组头部的机电设备。(2)减少主厂房建筑面积,省掉了酸洗与轧机之间的中间钢卷存放库并缩短了生产周期。(3)跟无头轧制一样,免除了穿带、甩尾等容易造成事故的作业,操作比较平稳,提高了轧机的作业率和金属收得率,产品质量得到了提高。(4)跟无头轧制一样,可以不停机来变换产品规

酸连轧工艺流程.pdf
酸连轧工艺流程酸连轧工艺流程::入口步进梁梭车钢卷小车开卷机机双切剪剪激光焊机机入口活套拉矫机机酸洗漂洗烘干机机出口活套切边剪剪轧机机前前活套CVC轧机机连轧飞剪剪卡罗塞